斜楔式轧制线调整装置新结构的计算实例
2016-01-09李文武,莫军晓,赵晓飞等
斜楔式轧制线调整装置新结构的计算实例
李文武1,莫军晓1,赵晓飞1,袁辉2,王江1
(1.中冶陕压设计院,陕西 西安 710119;2.首钢股份公司迁安钢铁公司热轧作业部,河北 迁安 064404)
摘要:以某四辊热轧平整机斜楔式轧制线标高调整装置的新结构为实例。叙述了该新型斜楔式轧制线标高调整装置的结构特点和性能参数,分析了调整量的最大限制范围和斜楔角度的取值范围,讨论计算了因润滑油大量堆积引起丝杠螺母自锁破坏时的载荷情况以及丝杠螺母主动时的轴向力和驱动力矩等工程实际数据。
关键词:热轧平整机; 轧制线调整装置; 斜楔角度; 润滑面间摩擦
中图分类号:TG333文献标识码:A
收稿日期:2015-03-15;修订日期:2015-04-14
作者简介:李文武(1974-),男,陕西华县人,中冶陕压设计院高级工程师。
The calculation instance of a new wedge type pass-line adjusting device
LI Wen-wu1, MO Jun-xiao1, ZHAO Xiao-fei1, YUAN Hui2, WANG Jiang1
(1.MCC-SFRE Design Institute, Xi’an 710119,China;
2. Hot Strip Mill , Shougang Qian’an Steel Corp, Qian’an 064404, China)
Abstract:This paper describes structural characteristics and performance parameters of a new wedge-type structure of pass-line adjusting device of a hot skin-pass mill with four rollers. It analyzes the limit scope of the adjustment value and the range of the wedge angle, discussed and calculated the load when the self-locking function of the screw nut structure is broken because of mass grease and oil accumulation, while it discussed and calculated the axial force, driving torque and other practical engineering data when the screw nut structure is in driving station.
Keywords:hot skin-pass mill; pass-line adjusting device; wedge angle; friction between lubricating surfaces

0前言
现代轧机大多都配有斜楔式轧线标高调整装置。其目的是对辊系辊子直径磨损变小后进行补偿[1][2],将轧线标高无级调整到允许范围之内[3],以及为换辊时提供辊子间距[4][5]。通常,轧线标高调整装置安装在下支承辊轴承座和机架下横梁之间,在轧机换辊操作时,将下支承辊落至换辊位置,下辊沿着机内辊道可轻松抽出。换辊完成后,再恢复到工作位置。
随着高强钢生产占比的不断增加,轧辊磨损量增大,轧线调整装置所要求的调整范围也相应增大。在结构尺寸有限制的条件下,只有合理选取轧线调整装置自身的结构参数,才能保证功能实现的前提下,斜楔可靠自锁,机构内力最小,丝杠螺母磨损尽量少。
斜楔有整体式和阶梯板,布置形式也有前后顺排式和背靠背反向设置等,而各有其特点[6]。
1结构特征
某四辊热轧平整机轧线标高调整装置的新型结构如图1所示。其创新之处是操作侧、传动侧的两个下斜楔呈面对面布置。
一根带左右旋向的滚动螺旋,在液压马达的驱动下转动时,两个螺母连同下斜楔相向水平移动,再带动上斜楔和下支承辊轴承座,两侧同步升降,滚动螺旋轴的非传动端安装有旋转编码器来检测升降高度。这个结构有以下优点:
(1)轧机工作时,在轧制力作用下,两侧的下斜楔受向外的水平分力,滚动螺旋轴受拉,不存在受压后引起的压杆稳定性问题。
(2)采用滚动螺旋,内摩擦大为减少,机械效率显著提高,需要的动力自然会大幅降低。
(3)滚动螺旋轴三点支撑,可有效减少细长轴自重引起的弯曲下垂变形,因而螺旋传动的螺纹旋合精度有保证。
(4)旋转编码器可实时精确测量调整量,并传输至自动化系统,经实测值与程序计算出的调整值做比较,实现闭环控制。
(5)在上楔块的两端设置强力橡塑复合刮板,可有效防止灰尘和污油的进入滑动面之间。

图1 新型斜楔式轧线标高调整装置 Fig.1 new wedge-type rolling line adjustment device
2性能参数
结合实例,与轧线标高调整装置相关的设备参数如下:
最大轧制压力P=15 000 kN
单侧最大轧制力N1=7 500 kN
两机架中心距W=2 476 mm
总调整量ΔH=132.9 mm
辊径补偿调整量Δh=82.9 mm
斜楔角度α=8°
调整速度V=4.68 mm/s
滚动螺旋螺纹直径M=100 mm
滚动螺旋螺纹节距t=20 mm
滚动螺旋旋转速度n=100 r/mim
丝杠轴向额定负荷Fa=230 kN
液压马达额定扭矩Mt=2 630 N·m
为了保证即使震动等意外情况发生时都能够自锁,斜楔角度取5.5°是比较安全的[7]。但是现代的四辊热轧平整机通过结构的改进完善,早已突破这个限制。表1列出近年国内典型热平整机轧线标高调整装置的主要技术参数量。

表1 最新热平整轧线标高调整装置性能参数
3调整量确定
从平整机操作工艺来看,要求轧线调整装置的最大调整量为:下工作辊直径和下支承辊直径的最大重磨量以及新辊时各辊辊缝间隙之和。
而轧线调整装置能够提供的总调整量ΔH,由下斜楔的水平移动总行程S和斜楔角度α决定。其函数关系为[8]:
ΔH=Stanα
(1)
事实上,下斜楔的水平移动总行程S又受到空间位置的限制。其大小由轧机机架中心距、上斜楔工作长度、中间支撑轴承宽度和内外极限点安全距离诸多尺寸共同确定。

图2 下斜楔移动行程计算简图 Fig.2 Calculating diagram of the lower wedge stroke
如图2所示,下斜楔的水平移动总行程S为:
S=(W-A-B)/2-C-D
(2)
式中,轧机机架中心距W=2 476 mm;上斜楔工作长度A=210 mm;中间支撑轴承宽度B=265 mm;内极限点安全距离C=40 mm;外极限点安全距离D=15 mm。
带入数据后得出下斜楔的水平移动总行程S为945.5 mm。也就是下斜楔能够移动的最大范围。希望轧线调整装置的总调整量ΔH能够达到150 mm,这样势必增大斜楔角度α。考虑到自锁的安全性必须保障并且不使用阶梯垫的前提条件下,只能牺牲少量的调整量,折中选定斜楔角度α=8°比较合理。所以总调整量ΔH:
ΔH=945.5×tan8°=132.9 mm
下斜楔工作长度L要满足功能使用要求。其数值应该为:
L=S+A+D+E
(3)
式中,内极限点时外露长度E=30 mm。因此,下斜楔工作长度L为1 200.5 mm,取整数为1 200mm。
4载荷验算
4.1斜楔角度的取值范围
如图3所示,摩擦力试图阻止下斜楔滑脱。
对下斜楔进行受力分析。
由ΣX=0得平衡方程:
N2sinα-μN2cosα-μN1-F=0
(4)

图3 下斜楔承压状态受力分析图 Fig.3 Force analysis diagram of lower wedge under load
由ΣY=0得平衡方程:
N1-N2cosα-μN2sinα=0
(5)
简化后得到:
(6)
工作时必须保证上下斜楔处于自锁状态。不能产生水平方向的作用力,即F=0;因此,
展开后为,
μ2sinα+2μcosα-sinα=0
(7)
可见,在斜楔角度为8°时,保证自锁的摩擦系数的最小取值为0.07。
4.2有油润滑条件下的摩擦系数选择
斜楔材料采用优质合金钢锻件,与之相配的滑动副衬板,选用铜基自润滑复合材料。在润滑良好的情况下,与固体润滑涂层在有油润滑时的摩擦状况很类似[9],其实验数据可以借鉴。摩擦系数稳定在0.03。而自润滑复合材料在无油条件下,摩擦系数的最小值为0.11[10]。
实际上,因斜楔安装在轧机的下部,表面滴油和积油不可避免,而且通常在上表面容易堆积,下表面比较难存住油。摩擦系数数值为0.03只有可能单面出现。所以,有油润滑条件下,摩擦系数合理的取值,大致为无油和有油二者的平均数,且不能同时取下限值,最终取0.08。当然,在斜楔角度为8°时,机构是自锁的。
4.3自锁破坏时丝杠螺母的轴向力
考虑大量堆积润滑油的极端情况出现,摩擦系数达到了0.06。自锁条件遭到破坏,丝杠将受到一定的拉力。将μ=0.06、α=8°、N1=7 500 kN,代入公式(6),得F=159 kN。小于丝杠轴向额定负荷Fa=230 kN,说明在此情况下,丝杠螺母是安全的,能够经受这个拉伸力。
4.4丝杠螺母的驱动扭矩
通常轧线标高调整装置不能带载工作。它的负载可以理解为辊系和万向接轴的重量。经过计算,垂直方向的最大载荷W1为455.8 kN。由平衡条件算出的上斜面正压力W2为466.83 kN。
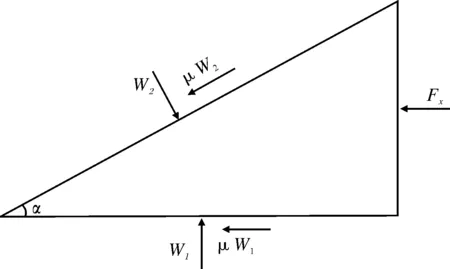
图4 丝杠主动时下斜楔受力分析图 Fig.4 Force analysis diagram of lower wedge driven by screw
如图4所示,丝杠螺母主动时,摩擦力将阻止下斜楔的楔入。克服负载需要的水平推力Fx为:
Fx=μW1+W2sinα+μW2cosα
(8)
取摩擦系数μ=0.1,代入其它已知数据,计算结果为:Fx=156.8 kN。
丝杠螺母螺旋副需要的驱动力矩T为:
(9)
式中,丝杠螺母螺纹中径d2=0.09 mm;
螺旋升角λ=4.046°;
当量摩擦角ρ=5.91°。
驱动力矩的计算结果为:T=1 238.4 Nm。对于选用了额定扭矩2 630 Nm的液压马达来说,能力足够大。
5结论
通过改变丝杠螺母的受力状态,避免丝杠出现受压失稳。因而斜楔角度可以突破5.5°的限制,可以选用7°~8°,甚至达9°。
在既定的条件下,希望增大斜楔的调整量还是有范围限制的。轧机机架间距离已经决定了调整量的上限。在满足自锁要求的限制条件下,改变斜楔角度也只能小幅影响调整量范围。
即使斜楔的调整量确实不能满足实际生产要求,可以通过配辊,或在两侧的下支承辊轴承座和上楔块之间加垫板解决。
参考文献:
[1]王国栋.中国中厚板轧制技术与装备[M].北京:冶金工业出版社,2009.
[2]邹家祥.轧钢机械(修订版)[M]. 北京:冶金工业出版社,1988.
[3]王海文. 轧钢机械设计[M]. 北京:机械工业出版社,1983.
[4]祝翠荣.轧制线调整装置的设计要点[J].冶金设备,2012(2):52-55.
[5]康阳.轧制线调整装置在UCMW轧机上的应用[J].重型机械,2014(4):13-15.
[6]赵运涛,魏宏武,迟爱敏.热轧辊缝调整机构的布置形式比较[J].一重技术,2009(3):6-8.
[7]王怀玉.大调节量斜楔式轧制线调整装置结构探讨[J].有色金属加工,2009(1):32-34.
[8]计江,苏明,尤磊等.斜楔与阶梯垫复合式轧制线调整装置的设计及应用[J].重型机械,2011(4):92-96.
[9]郑友华,李冀生,王美玲.固体润滑涂层在干摩擦及有油条件下的摩擦磨损性能[J].润滑与密封,2001(3):35-37.
[10]成大先.机械设计手册[M].北京:化学工业出版社,2004.
