中厚板冷矫机辊径对矫直厚度影响及辊径模型
2016-01-09李久慧,孙长飞,郑健等
中厚板冷矫机辊径对矫直厚度影响及辊径模型
李久慧1,孙长飞1,郑健1,赵明侠1,沙明红2
(1.鞍钢集团工程技术有限公司,辽宁 鞍山 114021;2.辽宁科技大学材料与冶金学院,辽宁 鞍山 114051)
摘要:论述了中厚板矫直过程中影响板材矫直的关键因素,根据金属材料弹塑性弯曲理论和矫直原理推导出矫直辊径计算公式。采用该公式验证了5.5m和4.3m中厚板生产线冷矫机辊径与钢板屈服强度间的关系,分析了该冷矫机所能矫平最薄钢板的厚度,计算结果与实际吻合。
关键词:冷矫机;弹塑性弯曲理论;临界曲率半径;平直度
中图分类号:TG333文献标识码:A
收稿日期:2015-04-17;修订日期:2015-07-09
作者简介:李久慧(1972-),男,工程师,从事轧钢设备及工艺的研究与设计工作。
通讯作者:沙明红(1976-),女,副教授,从事材料成型工艺控制及组织性能研究。
Effect of roll diameter on the straightening thickness and the mathematicalmodel for cold leveler of heavy plate
LI Jiu-hui1, SUN Chang-fei1, ZHENG Jian1, ZHAO Ming-xia1, SHA Ming-hong2
(1.Ansteel Engineering Technology Corporation Limited, Anshan 114021, China;
2.University of Science and Technology Liaoning, Anshan 114051,China)
Abstract:Roll diameter formula of cold leveler was derived based on plastoelastic deformation theory and straightening theory. Meanwhile, the key factors of plate straightening process on medium and heavy plat were discussed in this paper. The formula was used in cold levelers of 5.5m and 4.3m heavy plate production line. The thinnest thickness of the plate straightened for the cold leveler was analyzed. The calculated results agreed with the actual production. The formula of roll diameter calculation for cold leveler has guiding significance for roller diameter designing of leveler and production organizing.
Keywords:cold leveler;plastoelastic deformation theory; critical curvature radius; flateness

0前言
中厚板生产水平是一个国家钢铁工业水平的重要标志。中厚板被广泛应用于工程机械、海洋平台、桥梁、建筑、石油化工及国防建设等诸多领域[1]。至2012年,我国投产的中厚板生产线约76条,年生产能力超过1亿吨。目前我国中厚板生产已由产量效益向质量效益转变,生产高附加值中厚板是未来发展之路[2,3]。矫直机是中厚板生产线的重要设备,直接决定着中厚板产品的生产效率、钢板平直度、产品残余应力以及最终质量[4,5]。近年来,各高校和科研院所也开展了关于矫直机及其性能的研究和设计,国内厚板生产线相继进行了改造和新建项目[6-8]。冷矫机是不可缺少的设备,它关系到成品板的板形、表面质量、内部残余应力等能否满足用户要求。
1影响矫直质量因素
矫直一块钢板,矫直质量好坏,影响因素有多种,对于钢板来说主要是材质性能和钢板厚度;对于矫直机来说,在矫直力和矫直扭矩满足要求的情况下,取决于矫直辊直径、辊间距、重叠(压下)量、矫直辊数量等。
1.1矫直辊数
矫直辊数量多少对矫直钢板内部残余应力有影响,根据文献报道矫直辊数量应不大于13个,继续增多对减小残余应力作用有限,而制造和使用成本都将增加,现在大多数板材冷矫机为9辊。
1.2辊径大小
2矫直辊径计算公式
本文根据弹塑性弯曲理论,推导出钢板矫直时所需曲率半径计算公式,对于矫直机选型,矫直辊系选取以及分析矫直机能力方面,都有参考意义。
2.1矫直过程的实质
矫直机能否矫平钢板,选择适合的矫直辊径是前提条件。矫直过程是钢板连续通过矫直辊,经过多次正、反向的交替弯曲,使材料中长短不一的纤维同步拉伸到超过长纤维屈服点,卸载后,使所有纤维恢复到统一长度,从而消除边部波浪或中间鼓型等板型缺陷,此外小应变塑性变形可消除金属内部由于轧制或热处理过程中产生的残余应力。
2.2金属板材弹塑性弯曲基本理论
弹塑性弯曲是指既有弹性变形又有塑性变形的弯曲,根据材料力学中性层概念,当矫直辊作用于金属板(厚度为h),其应力分布示意图如图1所示,金属板产生弯曲变形,以中性层为界限,凸面侧纤维伸长产生拉应力,凹面侧纤维缩短产生压应力。应力到屈服极限σs之前,各条纵向纤维的变形为弹性变形(σI),遵守胡克定律σ=Eε;当弯曲变形达到屈服极限之后,该条纵向纤维的应力与应变关系不再遵守虎克定律而表现为某种曲线或近似直线的弹塑性变形(σII),卸载之后必然有一部分变形得不到恢复而成为永久变形,矫直钢板就是通过弯曲变形,使其纤维层产生不同程度的塑性应变εr,距离中性层越远的纤维层产生塑性应变率越大[10]。
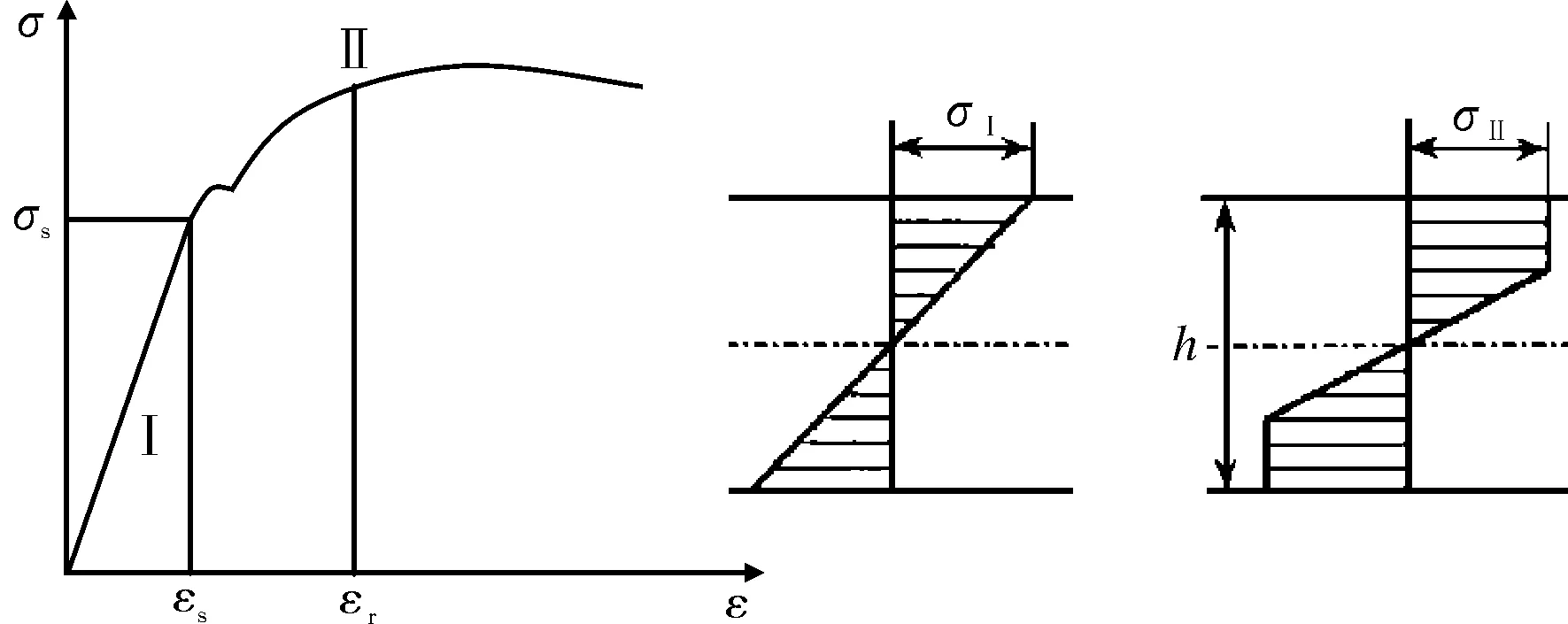
图1 应力应变曲线及弹塑性变形应力分布 Fig.1 Stress-strain curve and stress distributed of plastoelastic deformation
2.3弹塑性弯曲变形基本关系
本研究采用染色体步移技术获得了长度为2143 bp的LhsorMYB12基因启动子序列(图6),并将其与该基因的核苷酸序列进行拼接(图7),提交至GenBank数据库(登录号:MG593164)。顺式作用元件分析结果表明,该基因启动子区内不仅含有核心启动子元件TATA-box和CAAT-box,还包含多个与光响应相关的顺式元件、昼夜节律调控元件和MYB蛋白的识别与结合位点等(表3)。
如图2所示,金属板材为理想弹塑性材料,单位长度的材料b0b2受弯曲后,其截面b2b2转到b1b1位置。这时弧长b2b1等效地代表纤维b0b2的应变量,用εr表示。
材料塑性变形率fp=1-He/H,反映了材料的弹塑性变形程度。中厚板矫直时,材料塑性变形率fp通常在70%~85%之间选取,钢板厚度越薄,fp数值应越大,高强薄板矫直时fp应在80%以上,避免矫直后,钢板内残余应力引起变形。
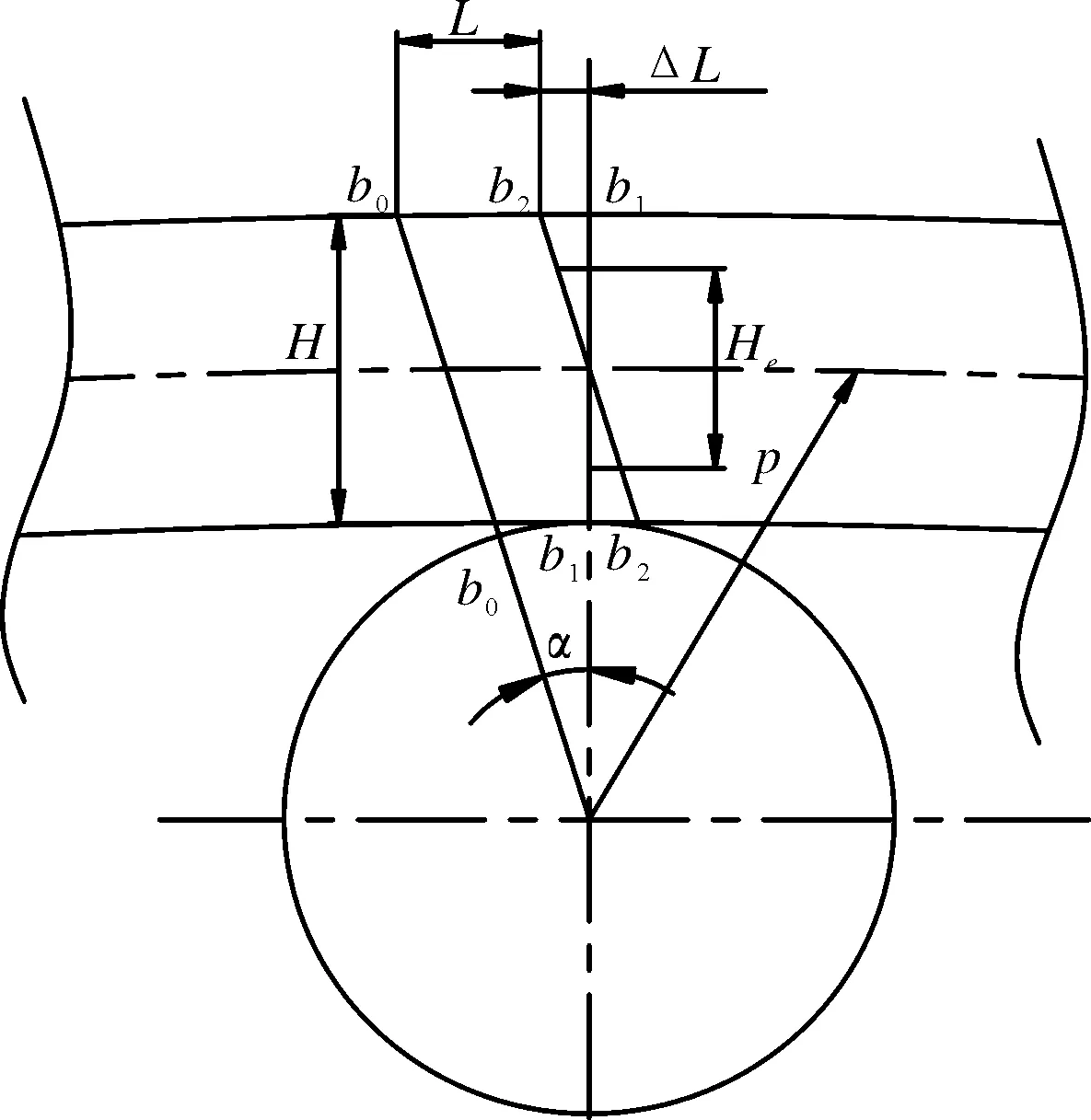
图2 矫直辊与钢板弹性弯曲变形关系 Fig.2 Basic relation of leveler roll and plastoelastic deformation of steel plate
2.4公式推导
根据图中几何关系和虎克定律,可得如下基本关系。
单位材料纤维长度:L=Rsα
单位材料纤维长度屈服变形后伸长:ΔL=Hα/2
(1)
整理得
(2)
其中,Rs为材料达到塑性变形时所需临界曲率半径。
由于矫直钢板时需要材料产生塑性弯曲变形εr,因此矫直辊直径应小于Ds,根据材料塑性变形率fp,计算矫直辊直径公式
Dp=Ds×(1-fp)
(3)
将式(2)代入式(3),可得矫直辊直径计算公式(4)
(4)
式中,α为弯曲时材料与辊面接触角;ρ为材料中性层的曲率半径;H为材料的整个厚度;He为
弹塑性交界处的厚度;E为材料弹性模量;Rs为辊半径;Ds为辊直径;σs为材料屈服强度;εs为材料屈服变形;Dp为矫直辊直径。
3矫直辊直径计算公式分析应用
3.1鞍钢5.5 m厚板生产线冷矫机
鞍钢鲅鱼圈5.5 m厚板生产线是2007年引进一台冷矫机,其由德国SMS公司设计,该矫直机为可调矫直辊数和辊距型,矫直辊径φ220×240,矫直钢板厚度5~50 mm;厂家反映该矫直机对屈服强度<500 MPa中厚度钢板矫直效果良好,矫直薄规格钢板效果不好。
利用公式(4)分析该矫直机能够矫直钢板的最小厚度和强度关系,矫直钢板最高温度Tmax=100 ℃,E=200 GPa,fp=0.85,Dp=220 mm,计算结果如表1所示。当σs≤500 MPa时,该矫直辊径(φ220)对厚度 5~50 mm钢板都能满足要求;而当σs≥700 MPa时,对于6 mm以下钢板该辊径不能矫平,无论是增加矫直力或压下量都是无意义的。

表1 可矫直钢板最小厚度与强度的关系
3.2鞍钢4.3m厚板生产线冷矫直机
鞍钢4.3 m厚板生产线是2014年引进一台冷矫直机,由意大利DANIELI公司设计,该矫直机为可换辊系型,矫直钢板厚度5~70 mm, 屈服强度195~1 500 MPa,一套辊系矫直辊径φ205×240,用于矫直薄板;一套辊系矫直辊径φ360×380,用于矫直厚板。
由于该矫直机位于1#冷床之后,2#冷床入口辊道位置上,矫直在线钢板温度Tmax=600 ℃,矫直热处理线钢板时为常温,常温时E=200 GPa。
利用公式(4)分析该矫直机分别配置小辊系(fp=0.85Dp=205 mm)和大辊系(fp=0.85Dp=360 mm)情况下,能够矫直钢板的最小厚度,结果如图3所示。从图中可以看出,随着钢板屈服强度的增加,大辊系与小辊系所能矫直钢板的最小厚度值相差越来越大;对于t≤5 mm薄规格普碳钢及t≤10 mm高强钢板只能由小辊系来完成矫直。小辊系的最小矫直厚度可达3.5 mm,比普通矫直机厚度减小12.5%。
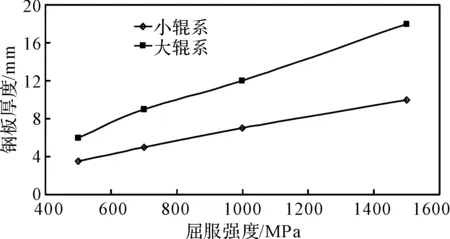
图3 双辊系矫直机钢板最小矫直厚度与强度的关系 Fig.3 The thinnest thickness and strength of the plate straightened for the leveler of double roller system
4结论
根据弹塑性弯曲理论和矫直原理推导出矫直辊直径公式,并应用该公式分析鞍钢中厚板现有矫直机能矫到的最薄板厚,与设备实际能力一致。对于可换辊系矫直机,通过该公式可初选不同矫直辊径和辊距的辊系;可调辊数和辊距矫直机,由于矫直辊直径不能变化,厂家选型时可根据自己产品大纲,采用该公式来确定该型矫直机矫直辊直径大小。
参考文献:
[1]黄维,张志勤,高真凤. 国内5 000 mm 及以上轧机装备工艺及市场分析[J].冶金经济与管理,2011(3):15-18.
[2]康永林. 中国中厚板产品生产现状及发展趋势[J].中国冶金,2012,22(9):1-5.
[3]唐荻,武会斌. 我国高附加值中厚板产品现状与发展趋势[J].轧钢,2012,29(2):1-4.
[4]薛军安, 刘相华,胡贤磊,等. 厚板矫直技术发展现状[J]. 重型机械,2008(2):1-4.
[5]唐倩,杜雪松,高瞻,等.冷矫直机矫直工艺参数数值模拟与试验[J].重庆大学学报,2010,33(3):36-40.
[6]曹一兵.中厚板矫直机辊盒锁紧液压缸的设计应用[J].重型机械,2013(3):66-68.
[7]杨景山,宋焕君,刘爱民.3500mm 冷矫直机在济钢中厚板厂的应用[J].机械与电子,2013(15):523-524.
[8]王建强, 袁建光. 宝钢宽厚板全液压冷矫直机的选取[J]. 宝钢技术,2003(5):17-21.
[9]王英睿,王英杰,全基哲. 厚板冷矫直机辊系承载能力分析[J]. 钢铁,2010,45(2):62-65.
[10]关连胤. 宽厚板冷矫工艺研究及矫直机应力应变分析[D]. 秦皇岛:燕山大学,2012.
