手工电弧焊焊接工艺参数对焊缝成型的影响
2015-12-31刘红先
刘红先
(郑州煤矿机械制造技工学校,河南 郑州 450013)
0 引言
手工电弧焊是熔焊的一种,广泛适用于机电、煤矿、船舶、建筑矿山机械和水利等行业重要结构件的焊接。它是将焊条和焊件接头熔合形成不可拆卸连接的一种焊接方法。明弧下的熔池由气体和熔渣共同保护,因此对初学者来说,分清熔池和熔渣,控制熔池形状和温度是焊缝成型的关键,也是焊接工艺参数选择合理与否的判断依据。不同的材质、不同的焊接位置、不同的板厚等对焊接工艺参数的要求不同,这对焊工的技能水平也是一种考核。对手工电弧焊来说,根据电弧燃烧的静特性,焊接电流和电弧电压对焊缝成型的质量起决定作用,对焊缝区和热影响区组织相变均有影响。
1 焊接电流对焊缝质量的影响
(1)焊接电流过大,会使熔池温度过高,熔池液面张力减小,其本身不易被焊条控制成扁平状,焊缝受重力作用呈坠凸型,且其两侧与母材间形成夹角,造成应力集中,焊缝有效厚度减小,焊缝的力学性能下降。大量的热输入,也会使熔渣凝固慢,在焊接过程中随热源的上移不断下坠且紊乱,熔池裸露过多而使空气入侵,焊缝因冷却速度快析出大量的珠光体,晶粒粗大,外观纹路粗糙,如图1所示。
(2)焊接电流过小,熔池体积小而薄,冷却过程中凝固较快,熔渣和气体来不及浮出,导致焊缝出现夹渣、气孔及熔合不好等缺陷,这会使焊缝有效截面减小,焊缝使用性能下降。少许的熔渣保护也会使熔池冷却速度过快或被氧化,造成焊缝表面纹路粗糙,光泽度不好,去渣困难,如图2所示。
(3)合适的焊接电流会使熔池在表面张力的作用下被焊条有节奏地摆动拉成扁平状,外围被熔渣保护着,电弧下的熔池自下而上如同水柱浇灌一般形成焊道,表面纹路接近水平且细腻光滑。熔渣状似一串灯笼自下而上完整覆盖焊道,对熔池有保护和起到退火的效果,冷却后的组织以铁素体为主,晶粒细小,组织致密度好,去渣容易,焊缝的光泽度好,力学性能良好,如图3所示。
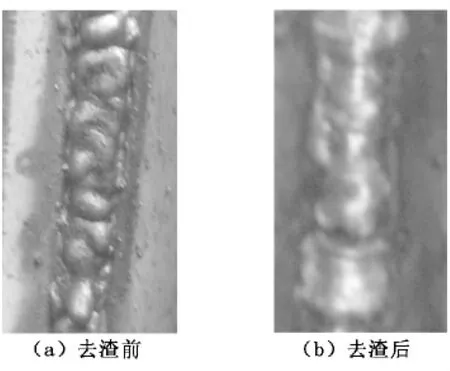
图1 焊接电流过大时立角焊去渣前、后的外观

图2 焊接电流过小时对接立焊去渣前、后的焊缝
2 电弧电压对熔池的影响
(1)电弧电压过高或电弧过长,焊条末端熔滴难以依靠电磁力和电弧吹力作用过渡到熔池中去,熔池向外凸出,容易造成焊瘤和焊道坠凸;另外焊条摆动至两侧母材处则加速母材融化,易造成咬边现象。
(2)电弧电压过低或呈负值,即弧光压得过低或没入熔池,会使焊条和母材融化速度变慢,熔渣难以浮出造成熔池浑浊,药皮可能来不及反应则以块状出现在熔池中,甚至使熔池处于半融化状态,导致焊道中易出现夹渣和熔合不良等缺陷,焊缝也会因未受到良好保护而造成焊纹粗糙。
(3)电弧电压合适,对立焊位置来说就是短弧短路过渡。在焊接过程中,应保证2mm~3mm的电弧“弹性”间隙,即透过滤光玻璃只看到电弧的白炽光部分,焊条融化端轻贴熔池液面中心区摆动,把熔渣轻轻推向熔池外围,焊条角度尽量接近垂直,不要挤压和触碰外围的熔渣,这样熔渣就会自下而上裹在熔池外围自然凝固,对焊道起到良好的保护和保温作用,焊缝冷却速度降低,内部组织以铁素体为主,颗粒均匀细小,外观焊缝就会变得细腻,富有光泽。
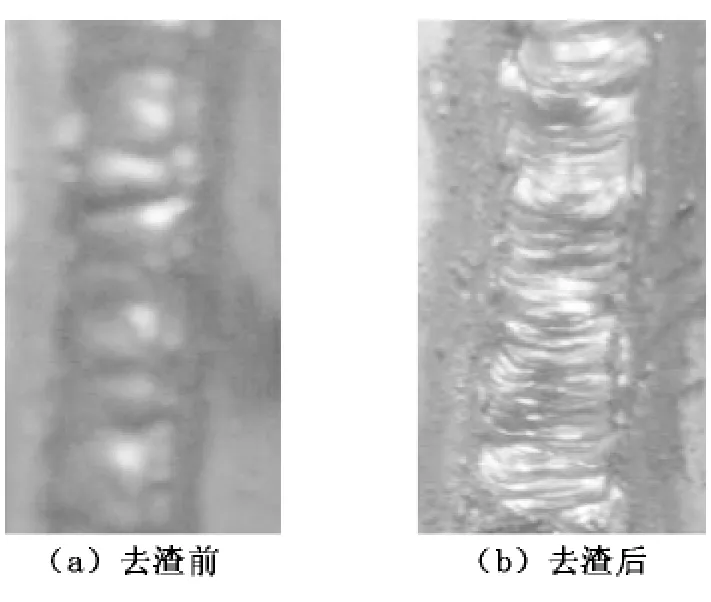
图3 合适的焊接电流下立角焊去渣前、后的焊缝
3 焊接电流和电弧电压对焊缝热影响区的影响
热影响区对焊件接头处的使用性能也会造成一定程度的影响。在考虑焊缝成型时,焊接工艺参数对热影响区的影响也是我们要考虑的因素。母材接头处熔池的形成及热源的不断移动,对热影响区会起到热处理的效果。对Q235钢来说,从高温熔化到低温冷却过程中,相变组织发生了从A(奥氏体)到F(铁素体)+P(珠光体)的转变过程。在焊接过程中,电流和电弧电压的大小对高温下A的变化(A在高温下持续时间长晶粒会继续长大)和室温下P的多少都有影响,而这正是材料在焊接中组织性能发生变化的根本原因。焊接电流和电弧电压对热影响区的影响如下:
(1)过小的焊接电流和电弧电压对焊缝热影响区会起到正火或高温回火的效果,改善其内部组织,提高材质的强韧性。
(2)过大的焊接电流会使热影响区输入的热量过多,温度过高,在裸露的环境下过热区(临近焊缝熔合线)材质的氧化和高温差造成的快速冷却都会使组织遭到破坏或发生脆性相变。
(3)过高的电弧电压(即过长的焊接电弧)呈喇叭状,会使热辐射的范围增大,热影响区变宽,而且沿焊趾处还会造成咬边缺陷,因此焊缝接头处会因形状突变或组织变化影响到它的力学性能。
4 结束语
手工电弧焊是焊工掌握焊接理论知识和焊接技能的重要手段,在技能比赛和职业资格考试中占有很大比重。手工电弧焊的电弧静特性通常情况下呈现水平特性,因此在焊接操作过程中,根据焊条直径、焊件材质、板厚、焊接位置和焊接环境等各种因素选用合适的焊接电流和电弧长度(与电弧电压成正比)成为考验焊工技能水平的两个重要指标。我们只有在实践中慢慢摸索和总结,并结合工艺知识加以分析,再把它上升到理论层面,才能总结出焊接规律。
[1]王长忠.焊工工艺与技能训练[M].北京:中国劳动社会保障出版社,2001.
[2]李永晟,李伟.焊工[M].北京:北京师范大学出版社,2012.
[3]单小君.金属材料与热处理[M].第4版.北京:中国劳动社会保障出版社,2001.
