基于NX的华中数控818系统四轴后处理研究❋
2015-12-31陆龙福付天翼
陆龙福,付天翼
(1.黄冈职业技术学院,湖北 黄冈 438002;2.黄冈技师学院,湖北 黄冈 438000)
1 基于NX平台的后置处理(PostBuilder)研究
NX/PostBuilder一般有两种方法,一种是根据NX/CAM系统生成的刀路轨迹产生刀位数据源文件(CLS),然后利用CLS进行后置处理的创建;另一种是直接利用NX/PostBuilder进行后置处理的创建。前一种方法只能对当前所生成的刀轨进行后处理,后一种方法由于与CLS无关,所以适用于所有还未生成CLS文件的操作程序。本文将采用第二种方法对NX/PostBuilder进行研究与创建。
NX/PostBuilder是NX系统自带的工具,用户可结合现有的机床数控系统,以及机床的类型、特性等,建立相应的事件处理和事件定义文件,即后处理文件。
1.1 NX/Post的结构
NX/Post的结构示意图如图1所示。NX后处理过程为:首先NX Post接收Event Generator提取的NX刀具位置源程序数据(事件名称、变量等);然后再根据事件处理器(Event Handler.tcl)文件所规定的事件进行处理;最后根据定义文件(Definition File.def)所规定的机床格式,处理输出机床数控系统所识别的NC代码。
由图1可知,后置处理器构成文件主要与Event Handler.tcl和Definition File.def有关,通过PostBuilder创建后生成的Event Handler.tcl文件和Definition File.def文件将控制机床系统进行运动,所以NX/PostBuilder的核心内容就是对Event Handler.tcl和Definition File.def这两个文件进行定义和创建。
1.2 NX/PostBuilder创建流程
图2为NX Post Builder创建流程。首先PostBuilder根据数控机床类型、特性(如三轴立式、四轴卧式等)和控制系统等信息数据进行相关事件的处理(如程序头处理、程序尾处理、G代码处理、M代码处理和机床控制轴处理等);处理后生成的Event Handler.tcl和Definition File.def通过相应的测试验证NC代码是否正确(如可通过vericut仿真软件验证),如果正确,将直接用于处理生成相关机床类型识别的NC代码;否则将再次对PostBuilder.pui文件进行修改校正,直至正确。

图1 NX/Post的结构示意图
对于某些特殊的机床数控系统NX PostBuilder中不包含的功能,只需要单独对生成的Event Handler.tcl和Definition File.def这两文件修改符合特殊机床数控系统的格式,最后再进行相应的测试与验证即可。
2 华中数控818系统四轴数控机床后处理程序运动求解的研究
2.1 运动求解理论推导
图3为华中数控818系统四轴坐标系运动分解图。其 中,坐 标 系OmXmYmZm、OwXwYwZw和OtXtYtZt分别代表与固定轴、工件和刀具固联的坐标系。为了实现刀位数据和各轴运动数据的转换,需将代表刀位数据的OtXtYtZt和工件运动数据的OwXwYwZw进行运动转换,可分解为OwXwYwZw相对于OmXmYmZm的转动和OtXtYtZt相对于OmXmYmZm的平动两个运动。

图2 NX Post Builder创建流程图

图3 华中数控机床四轴坐标系运动分解图
起始位置设置如下:Om在OtXtYtZt的刀位点矢量为[000]T、刀轴矢量为[0 0 1]T,Om在OwXwYwZw的位置矢量为rm(mx,my,mz);机床平动轴起始位置为rs(sx,sy,sz),转动轴起始位置为 φA、φC;工件坐标系刀轴方向和刀位点矢量分别为rh(hx,hy,hz)和ru(ux,uy,uz)。则由坐标系变换可推导出:
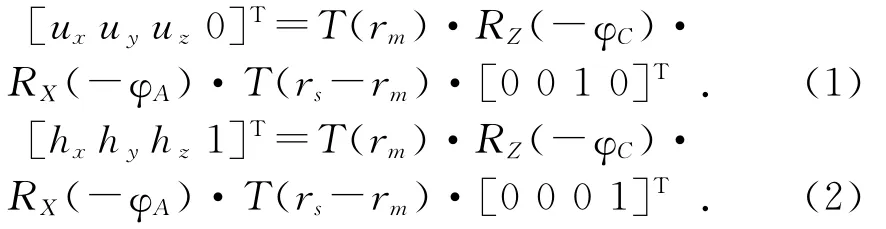
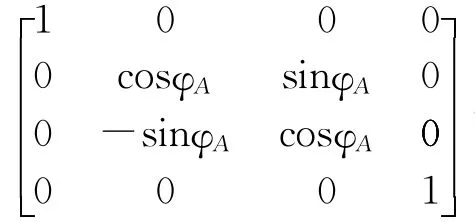
其中:T(rm)为位置矢量rm移动矢量变换矩阵;T(rs)为位置矢量rs移动矢量变换矩阵;T(rs-rm)为位置矢量rm至位置矢量rs的移动变换矩阵;RZ(-φC)为第四轴为Y轴时的转动变换矩阵;RX(-φA)为第四轴为X轴时的转动变换矩阵。将T(rm)=



式(3)和式(4)即为机床的运动学模型。根据式(3)和式(4)可推导出机床坐标轴运动位移的计算结果:

由式(5)~式(9)可知,由于kA=1,-1,因此φA不是唯一值,可以通过回转轴A′行程范围加以确定其唯一值,由sinφC=ux/sinφA和cosφC=uy/sinφA可得φC/φA是唯一对应的。
后置处理可以通过先提取CLS数据和ux、uy、uz、hx、hy、hz坐标值,再计算机床的转动角 φA/φC、3个平动轴sx、sy和sz,最后组合成联动四轴坐标值输出。
2.2 机床运动验证及误差补偿
由于机床受制造、装配误差、环境等各种因素的影响,在机床实际运动中或多或少会存在一定的误差。
首先进行移动行程距离验证,设机床刀具从任一点M(xm,ym,zm)移动到另一点N(xn,yn,zn),由式(7)、式(8)、式(9)计算机床移动距离,对验证理想状态下的机床移动距离与实际机床移动进行比较;然后再设机床刀具从任一点M(xm,ym,zm)移动到另一点N(xn,yn,zn)时,A轴正转A°1,反转-A°2,由式(5)、式(6)计算机床转动角度,对验证理想状态下的机床转动角度与实际机床转动角度进行比较;最后将理想状态下机床运动与实际机床运动存在的误差求差值,并以此补偿机床实际运动的误差造成的影响,通过误差补偿,更有效地提高了机床的运动精度。
3 小结
本文主要介绍基于NX/PostBuilder四轴联动数控机床后处理文件的研究与创建,通过对NX/PostBuilder后处理文件的构成要素、创建流程以及创建方法等展开研究。为了更好地将刀具位置源文件数据转换为机床各坐标轴的运动数据,以典型华中数控轴联动机床为例进行机床各轴坐标运动求解。
[1]高长银.UGNX7.5多轴数控加工典型实例详解[M].北京:机械工业出版社,2012.
[2]陈涛.多坐标数控机床后置处理系统的研究与开发[D].武汉:华中科技大学,2003:15-17.
[3]Chanal H,Duc E,Ray P.A study of the impact of machine tool structure on machining processes[J].International Journal of Machine Tools and Manufacture,2006,46(2):98-106.
[4]张亚明.基于设计计算的三维CAD二次开发技术研究[D].太原:华北工学院,2000:2-4.
[5]章永年.四轴数控加工中无碰刀具轨迹生成算法的研究[D].南京:南京航空航天大学,2012:10-11.
[6]陈晨.数控加工通用后置处理系统的开发及其关键技术研究[D].武汉:华中科技大学,2003:25-26.
