电脑横机天桥的专用夹具设计
2015-12-31娄骏彬章跃洪
俞 彬,娄骏彬,章跃洪
(1.金华职业技术学院,浙江 金华 321000;2.嘉兴市宏联电子科技有限公司,浙江 嘉兴 314000)
0 引言
电脑横机是一种由电脑显示屏控制的自动化双针板舌针纬编织织机,在纺织品加工领域应用十分广泛。而天桥是电脑横机中最重要的部件之一,现国内生产电脑横机天桥的厂家就多达几十家,因此,如何实现天桥的高质量、高效率生产是天桥生产厂家所关心的主要问题。由于电脑横机天桥的结构比较复杂且要求保证顶部的两斜面呈100°,这直接影响到了天桥的制造精度和生产周期。要解决好这个问题最根本的就是要改变传统的装夹方式,设计出一副专用的夹具以方便天桥工件的定位、夹紧及加工,从而有效地保证天桥工件的质量且提高生产效率。
1 电脑横机天桥专用夹具的设计意义
1.1 横机天桥加工的技术要求分析
横机天桥(也称机头桥臂)是电脑横机的重要组成部分(如图1所示),它与完成各种编织形式的横机针板相连接,主要起固定针板的作用,并随着针板在针床上来回运动。针床由一块长方形的钢板制成,电脑横机通常装有前、后两个针床,且两针床夹角为100°。因此必须保证天桥的两斜面也呈100°。横机天桥的毛坯是铸造出来的铝件,已基本成型,属于半成品且结构相对比较复杂。对于这样的天桥加工件而言,我们通常会采用三轴的数控铣床或是三轴的加工中心来加工。虽然采用数控加工的方式难度并不大,且工作量也小,但是要想快速准确地定位工件使两斜面在加工时处于水平状态确并非易事。
1.2 传统装夹方式的局限性
在机械加工中夹具是保证工件合理定位、加速工艺过程的一种非常可靠的工艺装备,其种类众多且应用非常广泛。运用三轴的数控铣床和加工中心加工箱体类工件通常情况下根据需要会优先采用普通平口钳或是万能平口钳这两类夹具。

图1 电脑横机天桥
普通平口钳属于通用可调夹具,由于其有定位精度较高、夹紧快速、通用性强、操作简单等特点,因此一直是应用最广泛的一种机床夹具[1]。但普通平口钳具有只能水平方向装夹而无法变换角度的特点,所以无法实现电脑横机天桥带角度的两斜面的加工。
万能平口钳虽可以实现特定范围内的空间角度旋转,但是由于电脑横机天桥的两侧面并非是坚直的而是带有倾斜角的,因此无法实现准确定位,且两侧面间的距离相对较大,超出万能平口钳的装夹行程,故并不适合用万能平口钳装夹。
1.3 专用夹具应具备的主要特性
由于专用夹具需要跟据电脑横机天桥的结构特点及加工技术要求专门设计制造,因此所设计的夹具必须具备以下几方面的主要特性:
(1)保证电脑横机天桥两斜面的加工精度。首先要选择合理的定位方法及定位元件,并确定正确的定位基准,同时还要进行精度分析,从而保证加工后天桥的两斜面呈100°夹角。除此之外,还要注意夹具中其他部件及装夹后天桥本身不会对工件加工产生影响,确保夹具设计的合理性。
(2)方便装夹,提高生产效率。所设计的夹具一定要结合电脑横机天桥的结构特点,实现天桥工件的精确定位及快速装夹。与此同时应尽量选择简便高效的装夹机构,缩短加工的辅助时间,从而更有效地提高生产效率。
(3)节约成本,方便制造。由于电脑横机天桥的专用夹具制作属于单件生产,因此夹具的结构应尽量简单合理、方便制造。此外组成夹具的普通部件应尽量选用常见的标准元器件,这样不仅方便了夹具的调整和维修,还大大地节约了制造成本。
2 电脑横机天桥专用夹具设计方案
2.1 数控铣床夹具的设计要点
三轴的数控铣床和加工中心是加工电脑横机天桥的常用设备,而加工中心对夹具的要求基本跟数控铣床夹具的设计要求相一致,因此本文就以数控铣床为例说明此类夹具的设计要点。首先,由于数控铣床在加工时切削力比较大,引起的振动也会较大,因此所设计的夹具必须具有足够的强度和刚度;其次,为了方便数控编程,需要保持零件的定位方向与机床的坐标系方向相一致,因此设计的夹具必须具有定向安装功能;最后,为了防止夹具在零件加工的过程中与机床的刀具或主轴等发生碰撞,在设计时夹具的高度和宽度要适宜,最好高度/宽度≤1.2,这样还能降低夹具的重心,使夹具安装时更加稳当。
2.2 电脑横机天桥的加工工艺对夹具设计的影响
电脑横机天桥的零件图如图2所示。

图2 电脑横机天桥的零件图
首先,由于天桥零件本身为铸造件,零件结构已基本成型,因此装夹零件时不能损伤其他无加工要求的零件表面。其次,该零件只需加工零件的底部平面及顶部两斜面,且都有加工后的表面粗糙度达到Ra1.6的要求,因此可知零件需要两次装夹加工;由于零件底部是没有其他结构的平面,故使用普通平口钳就能实现零件的定位与装夹,而经过加工后的底面又可作为加工后续两斜面的基准面,方便零件的找准与定位。最后,由于P向的两斜面夹角须保证为100°且两斜面的表面粗糙度也要达到Ra1.6,故需要准确计算夹具实现零件位置定位的斜面倾斜角度值,以满足两斜面的角度要求且方便斜面的铣削加工。
2.3 定位方案的确定
结合电脑横机天桥加工工艺分析可知,此天桥零件分两道工序加工,先加工天桥底部再加工顶部两斜面,因此可直接以天桥底部作为第一基准,限制零件Z方向的移动和绕X、Y轴转动的自由度,并以垂直底部平面的方向作为夹紧力施力方向,防止加工过程中零件发生振动或偏移。从电脑横机天桥的零件图中可看出天桥的底部平面中央是空心的,且结构是一个规则的带圆角长方形,因此可以充分利用这一结构,在夹具上设计一个和这个图形一致的长方形凸台用于天桥零件的定位(如图3所示),这样既限制了零件X、Y方向的移动又限制了绕Z轴的转动,从而很好地实现了天桥零件的完全定位。

图3 长方形定位凸台
2.4 夹具机构设计
结合上述分析,笔者设计了一套针对电脑横机天桥加工的专用夹具,其与电脑横机天桥零件的安装示意图如图4所示。该夹具由底板4、斜块3和工件定位板2三部分组成,并且统一采用常用的标准内六角螺栓装配。工件定位板的倾斜角度由斜块的倾斜角控制。由于必须保证电脑横机天桥的两斜面呈100°且在加工时需保证待加工斜面处于水平状态,经计算斜块的倾斜角应保证为40°。此夹具的夹紧机构采用由螺杆、螺母、垫片、压板组成的螺旋夹紧机构,既简单又方便。夹具体与机床工作台之间也是通过常用的内六角螺栓与T形块连接,不但降低了成本还方便了夹具安装元件的更换。

图4 电脑横机天桥专用夹具
2.5 铣削力的计算
根据参考文献[2],可查得铣削力为:

其中:为影响系数为铣削宽度,ae=3mm;fz为每齿进给量,fz=0.15mm;d0为铣刀直径,d0=100mm;ap为铣削深度,ap=2mm;Z为铣刀齿数,Z=12;为修正系数,=1.2。将相关参数代入式(1),计算得:Fc=176N。
根据铣削时水平力FL、垂直分力FH、轴向分力FX与铣削力之间的计算公式可得:FL=0.3Fc=52.8 N,FH=1.1Fc=193.6N,FX=0.54Fc=95.04N。
2.6 夹紧力的计算
根据机床夹具设计手册[3],夹紧力由下式计算:

其中:K为总安全系数;μ1和μ2均为摩擦因数。
将K=1.87和μ1=μ2=0.1代入式(2)可求得夹紧力Fk=1 645.6N。
由于此套电脑横机天桥专用夹具采用螺旋夹紧机构且利用手动方式夹紧,故一定可以满足此夹紧力要求。
3 实验验证
通过理论计算,得出此套电脑横机天桥专用夹具的设计是完全符合理论设计要求的。于是笔者制造出了此套夹具的实物(如图5所示),并将其安装到Vcenter-70高精度数控加工中心的工作台上进行实际加工验证。然后将加工出来的横机天桥零件成品(如图6所示)放到三坐标测量机中进行精确的精度测量,得出其两夹角的角度误差在0.2°~0.6°范围内,符合技术要求。由于这套夹具可以非常方便快速地实现天桥零件的加工定位,而不需要再通过其他方式找正,因此适合天桥零件的大批量生产。
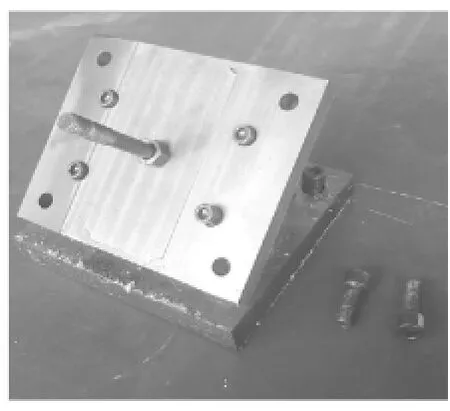
图5 电脑横机天桥专用夹具实物图

图6 电脑横机天桥零件实物图
[1]李昶.平口钳的合理选用[J].机械工人·冷加工,2004(10):58-59.
[2]李洪.机械加工工艺手册[M].北京出版社,1996.
[3]王光斗.机床夹具设计手册[M].上海科学技术出版社,2000.
