ZB45型包装机小盒商标纸叠供料离合器的改进
2015-12-31邓梅东
邓梅东
(龙岩烟草工业有限责任公司,福建龙岩 364021)
ZB45型硬盒包装机组作为卷烟机械设备,被中国烟草制造厂家广泛使用[1]。但其小盒商标纸叠供料传动系统的控制电磁离合器,在设备运行过程中,因活动摩擦片的限位环易移位、复位弹簧圈和离合器摩擦面易磨损,经常出现商标纸供给系统不向纸库输送商标纸叠或送料堵塞等故障问题。由于中国单纯大量使用该机型卷烟包装设备的生产厂家较少,对该故障问题的研究及解决方案还处于空白。
龙岩烟草工业有限责任公司生产车间单纯投入使用该机型设备已达14台套。车间技术人员自行立项研究攻关,参考相关电磁离合器与电磁制动器[2]、电磁离合器的改进[3]、摩擦片式电磁离合器的测试及选用[4]等各方技术进行维修处理和选型更换,但均未能使该故障得到有效解决。本试验采用以螺钉限位取代原限位环、以外挂式拉簧取代原弹簧圈的复位方式的技术改进,拟解决该系统中的电磁离合器活动摩擦片的限位环易移位且不易调整、复位弹簧圈易磨损和离合器摩擦面易磨损问题。
1 工作原理及存在问题原因分析
1.1 工作原理分析
1.1.1 小盒商标纸叠供给传动原理 如图1所示,由主传动传递过来的动力经一对圆锥齿轮Z1传递给轴Ⅰ1,经联轴器M1、M2、M3将动力传递给电磁离合器M4。电磁离合器由电控系统控制,当电磁离合器得电时,轴Ⅰ1的动力经电磁离合器传递给蜗杆Z2,蜗杆带动蜗轮Z3,蜗轮Z3带动轴Ⅰ2作旋转运动,带动了轴Ⅰ2上的凸轮T1、T2、T3。凸轮T1和T3控制商标纸提取斗完成商标纸叠的供给,凸轮T1实现商标纸叠提取斗的水平移动,凸轮T3实现商标纸叠提取斗的垂直运动;凸轮T2实现商标纸叠输送带的步进进给。
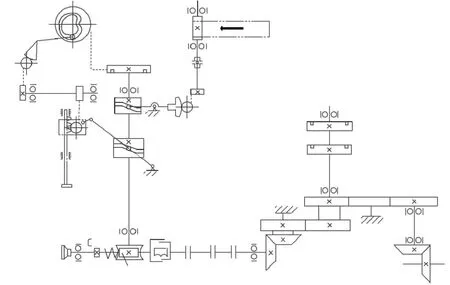
图1 小盒商标纸叠供给传动系统原理图Figure 1 Schematic box trademark paper supply transmission system
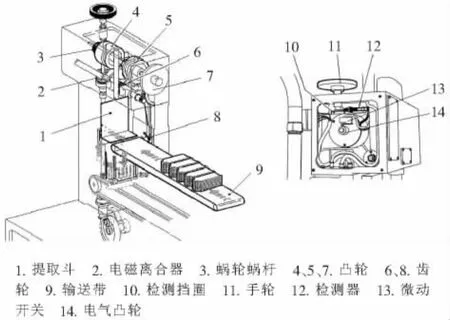
图2 商标纸叠供给原理图Figure 2 Trademark paper supply diagram
1.1.2 小盒商标纸叠供给的工作原理 如图2所示,电磁离合器的吸合和脱离通过商标纸库的一对光电管和电气凸轮14控制。商标纸叠由操作工放置在输送带9上,当纸库内商标纸到达一定位置时,两对射式光电管导通,发出电信号,电控系统控制电磁离合器2吸合,主传动向商标纸叠供给系统传递动力,提取斗在凸轮4、7和齿轮的带动下向纸库输送商标纸叠。当电气凸轮14压下微动开关13时,电磁离合器2吸合和释放由电气凸轮控制。提取斗在回程到达最高点后,向商标纸叠输送皮带靠近,提取斗运行停止后,凸轮5通过滚子、摆杆、扇形齿轮、齿轮8、单向超越离合器带动皮带轮,完成输送带向提取斗输送商标纸叠的步进进给运动。当电气凸轮14的平面转动到微动开关13的滚轮下方时,微动开关复位,电磁离合器失电,主传动不向商标纸叠供给系统提供动力,商标纸叠供给系统完成一次供料循环,等待下一次的供料循环。
正常工作时,蜗杆把主传动的动力传给蜗轮,向商标纸叠供给系统传递动力。若过载时,蜗杆克服压缩弹簧压力,沿轴向向上运动,检测挡圈10随蜗杆上移,检测器12检测到挡圈10后发出停机指令,同时电磁离合器失电。
1.2 问题原因分析
如图3所示,限位环10以紧配合的方式固定在齿轮12的齿顶上,限位环10起到两种作用:
(1)对活动摩擦盘11进行限位。通过调整限位环在齿轮12的位置,以保证活动摩擦盘和固定摩擦盘3之间的间隙及平行度。
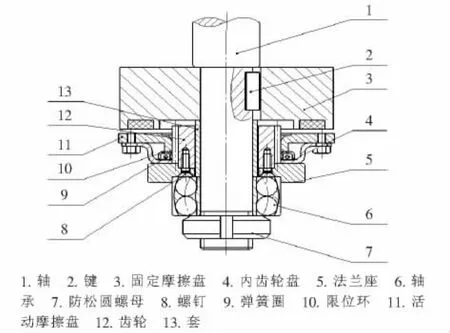
图3 原电磁离合器结构简图Figure 3 Schematic diagram of the original electromagnetic clutch
(2)对活动摩擦盘进行复位。当活动摩擦盘11在电磁吸力作用与固定摩擦盘3吸合在一起时,由于内齿轮盘4通过螺钉8与活动摩擦盘11固定在一起,内齿轮盘也随着活动摩擦盘往上运动。这样对限位环10和内齿轮盘4之间的弹簧圈9挤压,弹簧圈对活动摩擦盘产生向下复位的弹力。
活动摩擦盘11和内齿轮盘4通过4个螺钉紧固在一起,两者为内齿,均与齿轮12啮合。当电磁离合器得电时产生电磁吸力,活动摩擦盘11在电磁吸力的作用下,克服自身重力和弹簧圈9的阻力向上运动,与电磁离合器的固定摩擦盘3吸合在一起,在这一过程中,限位环10受到内齿轮盘4的撞击力。当电磁离合器失电时,活动摩擦盘11在自身重力和弹簧圈9的弹力作用下,与固定摩擦盘分离下落,活动摩擦盘下落时对限位环10产生撞击力。而限位环10与齿轮12的齿顶为线性接触,配合面积小,限位环受到撞击力后,与齿轮12齿顶的配合产生松动,从而引起活动摩擦盘11的内齿与齿轮12啮合的间隙变化。当限位环10在齿轮12上的位置上移时,两摩擦盘的间隙变小;而限位环10在齿轮12上的位置下移时,两摩擦盘的间隙变大;限位环10在齿轮12上的位置变化后,还将造成活动摩擦盘的吸合平面与固定摩擦盘的吸合平面不平行。
两摩擦盘吸合面不在同一平面上或间隙过大,造成活动摩擦盘无法被离合器产生的吸力向上吸合,无法将活动摩擦盘的动力传递给商标纸叠传动系统。
两摩擦盘吸合面不在同一平面上或摩擦盘间隙过小,离合器失电后,活动摩擦盘不能及时与固定摩擦盘分离。弹簧圈在活动摩擦盘频繁的运动过程中,与内齿轮盘4和限位环10产生摩擦断裂后,起不到活动摩擦盘的复位作用,活动摩擦盘不能及时与固定摩擦盘分离。上述两种情况均会使离合器在不得电时,活动摩擦盘仍会将动力传递给商标纸叠供给传动系统,当商标纸叠供给传动系统运转到微动开关被电气凸轮压下时,离合器得电,商标纸叠供给传动系统由主传动传递动力,提取斗再次向纸库供料,此时由于纸库内商标纸存量多,将造成提取斗过载故障。
2 改进方法
2.1 商标纸供料离合器改进设计与实施
由于原电磁离合器的限位和复位方式存在缺陷,取消电磁离合器限位环和弹簧圈。如图4所示,设计定位圆环8,用两个M5×8的紧定螺钉将圆环固定在法兰座11上,通过安装在圆环上的4个M5×30螺钉16限位活动摩擦盘4;以及在圆环上安装4个螺钉7和在活动摩擦盘上安装4个拉簧挂架5,安装4个拉簧6,对失电后的电磁离合器的活动摩擦盘进行复位。

图4 设计改进后电磁离合器结构示意图Figure 4 The improved design of electromagnetic clutch structure schematic diagram
改进后电磁离合器的工作原理[5]:从主传动传递来的动力经联轴器将动力传递给法兰19,法兰19通过3个螺钉18与法兰座11连接,法兰座11又通过6个螺钉与齿轮14连接,由齿轮14将动力传递给活动摩擦盘4。当电磁离合器得电时,在电磁吸力的作用下,活动摩擦盘4克服拉簧6的拉力上移,从而带动固定摩擦盘转动,将动力传递给商标纸供料传动系统;当电磁离合器失电时,活动摩擦盘4在自身重力和拉簧拉力的作用下,活动摩擦盘快速下移,从而断开商标纸供料传动系统与主传动系统的动力,停止向商标纸库供送商标纸叠,活动摩擦盘则随主传动继续转动。
2.2 定位圆环设计
改变活动摩擦盘的限位方式,选用牌号为LY6的铝合金加工定位圆环[6],利用调节螺钉来调节离合器摩擦面的间隙。利用此圆环代替限位环,用螺钉调整间隙,使得调整方便、快捷、准确。定位圆环设计见图5。
2.3 拉簧挂架设计
由于取消了限位环,弹簧圈失去了复位活动摩擦盘的作用,分析该离合器的安装方式,活动摩擦盘在下方,在没有电磁吸力的情况下,活动摩擦盘靠自重虽然可自行下落。但由于电磁离合器在失电后,存在“剩磁”现象,活动摩擦盘不能快速与固定摩擦盘分离。设计外挂式拉簧用以确保在电磁离合器失电时,活动摩擦盘能快速与固定摩擦盘分离。以避免弹簧圈磨损造成活动摩擦盘不能分离的缺陷。拉簧挂架设计见图6。

图5 定位圆环设计简图Figure 5 Sketch of the positioning ring
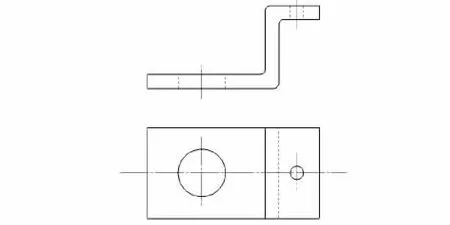
图6 拉簧挂架设计简图Figure 6 Sketch of the spring hanger
拉簧挂架材料的选型[6]:1Cr18Ni9Ti。
2.4 拉簧的选型
弹簧在变应力下工作,应有较高的疲劳极限、屈服极限和足够的冲击韧性。弹簧在使用期限内有足够的强度,不产生永久变形,以及质量轻、体积小。
对离合器改进后,利用图4中的4个调整螺钉11,在电磁离合器失电时,将两摩擦盘的间隙调整为0.5 mm,此时测量拉簧挂架5和悬挂弹簧螺钉之间的距离为22 mm,故选用自由长度H0<22 mm的小型圆柱螺旋拉伸弹簧,并分别对材料直径为0.35 mm和0.40 mm,弹簧中径均为5.00 mm的6种规格的弹簧进行试验对比。由表1可知,序号为1、4、5规格的弹簧,活动摩擦盘均吸合、分离正常。对3种弹簧的拉伸量进行比较:其中序号1弹簧的变形量为22.0 mm-12.5 mm=9.5 mm;序号4弹簧的变形量为22.0 mm-12.8 mm=9.2 mm;序号5弹簧的变形量为22.0 mm-14.8 mm=7.2 mm。
由于序号5的弹簧变形量较小,因此选用如图7中材料为碳素弹簧钢丝的小型圆柱螺旋拉伸弹簧[7],型号为:L A 0.4 ×5.00 ×14.8 ×12.5(GB 1973.2—89)。

表1 小型圆柱螺旋拉伸弹簧选用试验对比表Table 1 Small cylindrically coiled tension spring selection table test

图7 拉簧选型示意图Figure 7 Schematic diagram of spring type
3 改进效果验证及经济效益分析
表2是改造前32#ZB45型商标纸供料离合器故障维修统计表。
由表2可知,2009年3月至2010年2月期间,32#ZB45型包装机在改造前,该机共处理电磁离合器故障6次,维修花费时间为350 min,故障维修时间长,影响了设备生产效率,而且每年还需两次停机检修保养对电磁离合器活动摩擦盘清洁、润滑。2010年4月对电磁离合器改进后,于2012年4月对该机台因电磁离合器故障引起的停机进行统计,在两年期间,该机台无因电磁离合器故障引起的停机,改造后,每年仅需一次对电磁离合器活动摩擦盘清洁、润滑即可,且调整方便,节省维修人员工作量,大大提高了设备效率。

表2 改造前32#ZB45型商标纸供料离合器故障维修统计表Table 2 The transformation of the former 32#ZB45 trademark paper feeding clutch failure repair statistics
该技术已进一步推广至龙岩烟草工业有限责任公司生产车间其余13台ZB45型包装机上应用。从经济效益看:改造前,因限位环松动或摩擦面磨损造成电磁离合器两摩擦盘间隙无法调整需更换离合器。改造后,由于活动摩擦盘限位和定位方式的改变,当两摩擦盘接触表面磨损后,不需更换电磁离合器,通过调节螺钉,就能达到调整两摩擦盘间隙的目的。电磁离合器价格6 146.72元/套,按龙岩烟草工业有限责任公司14台设备计算,每年可节约维修费用近9万元,达到改造的预期目的。
1 王峙,郑路,刘亚丽.烟草机械与信息化技术发展现状与趋势[C]//中国烟草学会.2009~2010烟草科学与技术学科发展报告.北京:中国科学技术出版社,2010:135~146.
2 张伟.电磁离合器的改进[J].设备管理与维修,2006(6):40.
3 施嘉骏.电磁离合器与电磁制动器[J].装备机械,2005(4):50~57.
4 于兴芝,郭威.摩擦片式电磁离合器的测试及选用[J].机械研究与应用,2008(2):122~124.
5 上官同英.机械设计基础[M].赵曼,任卫东.北京:清华大学出版社,2009:242~244.
6 闻邦椿.机械设计手册[M].机械设计手册编委会.第5版.北京:机械工业出版社,2010:46~53.
7 成大先.机械设计手册[M].第五版.北京:化学工业出版社,2010:37~43.
