苯酚介质机泵机械密封改造
2015-12-31齐建伟
齐建伟
(中沙(天津)石化有限公司,天津 300270)
中沙(天津)石化有限公司苯酚丙酮装置粗丙酮塔塔釜泵P-402AB,原设计采用串联式机械密封,其结构如图1所示。泵输送介质是凝固点为40℃的苯酚,输送温度130℃。该泵自装置开车以来,机械密封泄漏严重,一般运行3个月就损坏1套,每次检修时,仅材料费就需要2万元。为了减少维修费和维修工作量,公司设备管理人员成立了公关小组,分析机械密封损坏的原因,提出了多项解决措施,将机械密封结构和密封冲洗进行了改进,大幅度提高了机械密封使用寿命。
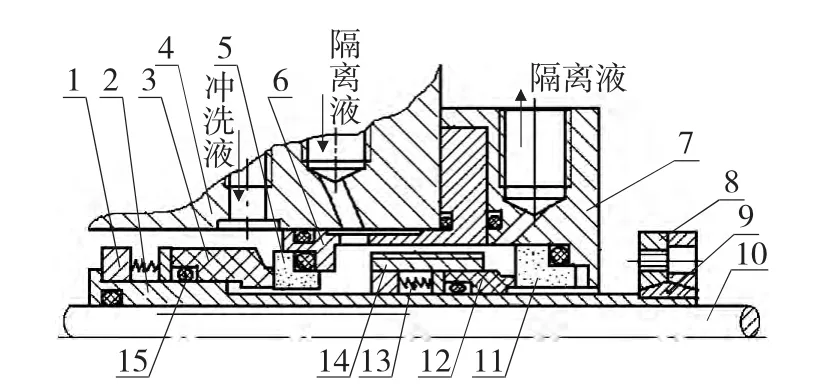
图1 串联式机械密封示意图
1 机械密封失效的原因分析[1-2]
泵泄漏的现象是泵运行一段时间后,泵缓冲液罐液位上涨,说明一级密封泄漏;紧接着介质开始从泵轴往外呈点状泄漏,并逐渐呈线性泄漏,说明两级密封均已完全失效。对泵解体发现,一级密封动、静环密封面磨损严重,二级密封弹簧已被苯酚结晶物卡死,辅助密封圈也被苯酚晶体包围,动、静环密封面同样磨损严重。
根据上述现象,判断密封失效的过程是:1)一级密封为多弹簧,结构为内装式,即,弹簧是与介质苯酚相接触的,当泵为备用状态时,因泵出口管线设计无防凝线,密封冲洗管线和密封腔体内温度低于苯酚凝固点40℃,此时,动、静环密封端面间和密封冲洗管线内存在苯酚结晶物,而密封环材质动环为碳化硅、静环石墨,均为软性材料,泵在启动瞬间,动、静环之间的苯酚结晶物磨损密封面。又因密封冲洗线堵塞,密封不能得到有效冲洗,也加快了密封面的磨损,最终导致一级密封泄漏。2)当一级密封泄漏后,按照21+52密封冲洗方案的设计原理,一级密封腔内压力大于二级密封压力,泄漏出的介质苯酚进入到泵缓冲液罐,而缓冲液罐设计为循环水冷却撤热,温度自然低于苯酚凝固点40℃,泄漏出的苯酚进入到缓冲液罐内,并将缓冲液进出管线堵塞,导致二级密封冲洗中断,苯酚逐渐在密封腔内积聚,弹簧和辅助密封圈被卡死,失去浮动性,二级密封损坏,介质泄漏到外界,最终导致整套密封失效。
2 机械密封改造方案
2.1 一级密封改进措施
根据对机械密封失效过程的分析,对一级密封进行如下改进:1)在泵出口管线上增加防凝线,即,泵出口单向阀前后加跨线,备用泵由空备改为热备。这样,虽然运行泵流量会有一些损失,但能保证备泵泵体内介质为流动状态,解决了密封冲洗线和机械密封腔体内苯酚结晶的问题。2)对机械密封动、静环进行改造,将碳化硅对石墨改为硬质合金对碳化硅,增加耐磨性。3)将密封结构由内装式改为外装式,使机械密封弹簧不与介质接触,从而防止苯酚结晶物卡死弹簧。
2.2 二级密封改进措施
二级密封泄漏的主要原因是52冲洗方案选用的问题。52冲洗方案设计密封系统为常压,介质从一级密封泄漏后进入到二级密封系统,如图2所示。该方案要求介质为高饱和蒸汽压液体或轻烃,对于苯酚这种重组分且凝固点高的介质是不适用的。为从根本上解决苯酚外漏和结晶的问题,需对二级密封冲洗方案进行重新选择,将常压的52密封冲洗方案改为有压的53A冲洗方案,53A冲洗方案缓冲液罐通氮气加压,压力略高于一级密封腔压力,如图3所示。当一级密封泄漏后,密封冲洗液进入泵体内,从而阻止了介质外漏,保证介质苯酚不会泄漏到外部。

图2 API 682 52冲洗方案

图3 API 682 53A冲洗方案
3 运行效果
泵完成技术改造后,投入运行一年多未发生密封泄漏的问题,节约了检修费用和人工成本,达到了预期效果。
4 结论
通过对泵机械密封的改造,泵的泄漏率大大降低,工艺介质达到了零溢出,减少了因泄漏造成的环境污染,保证了装置的平稳运行。因苯酚类易结晶介质输送在国内普遍存在,该项改造技术有着推广和应用的广阔前景。
[1] 顾永泉.机械端面技术[M].北京:石油大学出版社,1994.
[2] 王汝美.实用机械密封技术问答[M].北京:中国石化出版社,1995.
