电镀中的“标准化”
2015-12-29李飞琚红亮杨亚波李云张国范
李飞*,琚红亮,杨亚波,李云,张国范
(淮海工业集团有限公司,山西 长治 046012)
电镀中的“标准化”
李飞*,琚红亮,杨亚波,李云,张国范
(淮海工业集团有限公司,山西 长治 046012)
总结了电镀生产中操作标准化和管理标准化方面的经验,介绍了一些标准化的操作行为和操作手法(包括带电入槽、抖动工件和清洗)、列举了一些员工培训及工艺控制方面实施标准化的例子。
电镀;操作;行为;手法;工艺控制;培训;标准化
First-author’s address:Huaihai Industries Group Co., Ltd., Changzhi 046012, China
电镀作为一种特种工艺,影响其产品质量的因素很多,特别是人为因素,是众多因素中最为活跃的。从以往的管理实践中可以看出,在企业内部实施标准化操作、标准化管理可有效降低人为因素所引发的质量问题。
1 操作标准化
1. 1 操作行为标准化
在电镀生产过程中,人员的操作行为正确与否是产品质量的决定性因素。但有的企业对一些异常行为视而不见,见怪不怪,甚至将这些不正确的行为视为正常现象,错误地认为电镀就是这样,就应该这样,如果不这样就无法进行电镀。
笔者所在单位近年来因操作人员为追求速度而倾倒镀件,为贪图方便而采用非专用挂具生产等不正确行为所造成的镀件磕碰变形现象十分严重。针对该现象,笔者将易导致磕碰变形的行为进行了收集、梳理,形成适合本企业的《防磕碰质量行为准则》,总共23条,每条行为准则又分为正确行为和错误行为两个部分,包含了镀前、镀中和镀后全部环节。例如,镀前领取零件时不准倾倒,镀中生产时抖动幅度要适中,镀后摆放镀件应整齐码放。通过行为准则的实施,磕碰现象明显减少,收到了良好效果。这是笔者在生产中实施的其中一例操作行为标准化,不同的企业可以根据作业过程中遇到的问题,规范员工操作行为,总结标准化动作,从源头改善产品质量。
1. 2 操作手法标准化
如果标准行为解决的是操作“对不对”的问题,那么标准手法解决的就是“好不好”的问题。大家都知道,自动生产重在管理,手动生产重在操作。即便是设备相同,工艺相同,环境相同,镀件质量也会因操作人员不同而出现截然相反的结果,其很大程度上与每个人的操作手法有关。为使手动操作产品质量趋于一致,首要工作就是——操作手法标准化。
对于操作中影响产品质量的关键工序、重要工步及操作细节,应制定标准操作法,使操作人员的操作手法统一化、规范化、标准化,尽可能减少不同人员操作所造成的镀件质量差异。近年来,笔者针对影响产品质量一致性的操作手法进行了整理,并要求操作人员严格按照标准操作法操作,取得了较好的效果,以下经验供读者参考。
1. 2. 1 带电入槽操作手法
在电镀中,诸如氰化镀银、碱性镀锡,电镀时必须带电入槽,若操作手法不正确,就会出现因断电所形成的接触性镀层或产生对镀层有害的金属离子(如碱性镀锡时的二价锡离子)。针对带电入槽,笔者总结出了带电入槽操作法。如图 1所示,首先将一根软导线与元宝座形成固定链接,另一头则与即将入槽的挂具紧密接触,待挂具与阴极杠接触,电流表指针不再摆动时,再将导线脱离挂具。若采用篮子电镀,可以将篮子的其中一个挂钩与阴极杠紧密接触,同时保证篮子底部不能触到镀液,再将篮子缓缓入槽,直到另一只挂钩挂在阴极杠上,如图2所示。

图1 采用挂具电镀时带电入槽操作法Figure 1 Operation of electrification prior to electroplating in tank when using a rack to handle the workpiece

图2 采用篮子电镀时带电入槽操作法Figure 2 Operation of electrification prior to electroplating in tank when using a basket to handle the workpiece
1. 2. 2 抖动操作手法
1. 2. 2. 1 带电抖动操作法
电镀时有些镀种非常忌讳中途断电,特别是光亮镀镍断电时极易形成双极性镀层,但为保证镀层质量的一致性,电镀时必须勤抖动、勤翻转镀件,如何确保抖动过程中挂钩不脱离阴极杠、不断电?笔者根据多年的工作经验总结出了带电抖动法。
(1) 篮子电镀一般都采用双挂钩,可以将其中一个挂钩与阴极杠紧密接触,另一挂钩提起轻轻晃动,然后反过来操作一次(见图3)。或者也可以采用带电入槽法里的软导线进行操作:首先将软导线与篮子挂钩紧密接触,然后双手提起篮子,轻轻晃动或簸动镀件完成抖动。
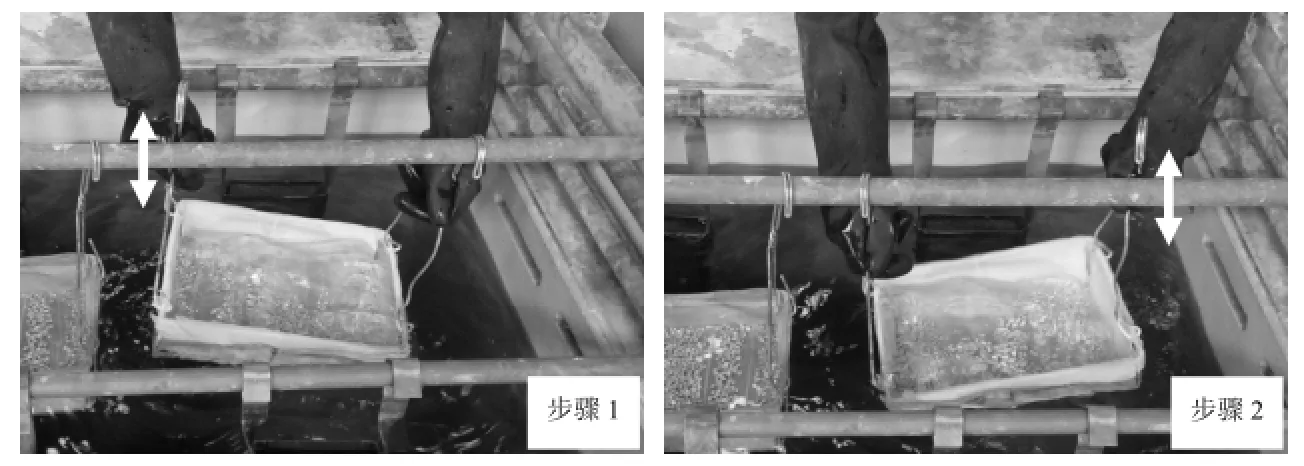
图3 带电抖动操作法Figure 3 Operation of shaking under electrified condition during electroplating
(2) 挂具电镀时带电抖动手法有两种。一种是圆弧摆动法,即以阴极杠与电源阴极接触的一侧为圆心,阴极杠长度为半径,将阴极杠轻轻抬起,圆弧式摆动。该方法比较适用于阳极氧化。另一种是软线连接弧度转动法:首先将与阴极连接的软电线与挂具挂钩接触,然后按照图 4所示的弧度方向转动挂具。此方法对于带有中心孔,并把中心孔作为穿挂孔的镀件特别有效。
1. 2. 2. 2 飘散抖动法
诸如镀锌、氰化镀铜等镀种,中途若出现短暂的断电,对镀层质量没有任何影响,抖动时可以不带电,对于小的、质量较轻的镀件,采用篮筐电镀时非常具有集聚性,抖动时仅靠簸动很难将这些镀件簸散。于是笔者总结出了飘散抖动法:双手握住篮子挂钩,先轻轻晃动或簸动零件,然后顺势将篮筐向镀液方向推,这时镀件会在浮力作用下均匀飘散并平铺于篮子底部。向下推篮子的时候,力量不可过大,也不可过快,否则镀件很容易飘出篮外。
1. 2. 2. 3 拨动抖动法
在电镀过程仅靠“抖”、“晃”、“簸”往往是不够的,有些时候还需要“拨”。对于可首尾相接的镀件(如图5所示),通过簸、抖、晃,仍然会有些镀件套接在一起,这时可以采用玻璃棒或其他塑料棒将首尾相接在一起的镀件轻轻拨开,这就是拨动抖动法。

图4 软线连接弧度转动法Figure 4 Operation of circular motion with a soft wire for electrical connection

图5 首尾相接件Figure 5 Workpieces being able to connect from head to tail
1. 2. 3 清洗操作手法
通常在工艺文件里只规定清洗水的温度、时间和次数,操作上的细节或手法很难找到,可就是看似不起眼的清洗细节,往往对产品的最终质量造成很大影响。工作中经常会遇到这样的现象:刚入职的员工紧随师傅其后一步一步操作,工序、工步、工艺流程与师傅的操作完全相同,而且与师傅进入同一镀槽电镀,可电镀后的工件质量相差甚远。这可能与清洗手法有很大关系。笔者根据多年工作经验,针对电镀清洗总结出了电镀清洗标准操作法。具体如下:
(1) 清洗时,镀件与挂钩一同浸入液面以下清洗。
(2) 铸造类镀件因材质较为疏松,存在细小砂眼,仅靠来回摆动是无法将砂眼里的污物、酸、碱清理出来的,这时应采用冷、热水交替清洗,利用热胀冷缩,将砂眼内残留的液体挤压出来。
(3) 对于碗型零件,每次清洗完毕后,还应在清洗槽上方轻轻抖动、翻转,将碗内溶液尽可能倒出。
(4) 对于带有盲孔(槽)之类的镀件,清洗时摆动方向应尽量与孔轴平行,让藏在盲孔内的镀液、酸、碱、污物与清洗水得到充分交换。
(5) 对于较为复杂的镀件,应采用上下、左右、前后抖动(或摆动)清洗,尽可能增加镀件各个部位与清洗水接触的机会,促使表面残留液体或污物在相对运动产生的机械力之下剥离。
为方便记忆和使用,笔者针对清洗要点总结出了以下5句话:
清洗时,挂钩部位不能忘;
铸造件,冷热交替行得通;
碗形件,提起挂具停加翻;
盲孔件,摆动方向要平行;
复杂件,四面八方齐上阵。
2 管理标准化
要让操作人员做到操作手法一致、行为规范,需要做到管理标准化。
2. 1 技能培训标准化
2. 1. 1 编好教材
在上岗前先接受培训并考试合格,是电镀一线员工的必备条件。很多电镀厂花费很多的精力,把员工培训搞得风风火火,但实际每位操作者的操作水平悬殊很大,这主要归结于培训方式。在书店很少能看见电镀操作方面的培训教程,即便偶尔看见一些书籍,适合电镀厂自身操作方面的技能、手法或细节也寥寥无几。这就使得多数电镀厂的培训仍然采用老一套的师傅带徒弟式的口头传授,或者讲师随便找来一本教材照本宣科,这样很难有标准可言,结果只会是一师一徒,多人多样。因此,管理人员必须在培训方面下功夫。首先在电镀厂内部优选出“标准化作业示范员”进行作业示范,并将示范作业操作过程录制成教学视频,聘请专业解说员对每一个操作细节进行解说,最终形成一套完整的、适合本电镀厂的可视化标准培训教程。笔者所在单位历经两年多的时间,编制完成了15张教学光盘(见图6),每张光盘均按照标准化作业示范员示范、专业解说员解说、工艺讲师编排、技术厂长负责审核的方式严格制作,在培训教材上实现了统一化、标准化。

图6 标准化表面处理视频教程截图Figure 6 Snapshots of the video tutorial for standardized surface treatment operation
2. 1. 2 选准方式
一提到培训,多数员工就会与枯燥、乏味联系在一起,而且感觉非常头痛,培训结果可想而知。其实培训方式很多,讲师要在培训方式上进行深入研究,根据培训内容选出适合本单位的最佳培训方式。从培训形式上来分,可以将培训分为集中培训和分散培训,对于应用的新工艺、颁发的新制度,应选择集中培训,全员参与;对于一些老生常谈,若仍有部分员工屡屡达不到工作标准要求,可以根据各位员工在工作中常出现的问题进行分类、分组,直击要害地进行分散培训,必要时也可选择一对一、一对二培训。从培训方法上可以将培训分为授课式培训和宣传式培训。授课式培训较为简单,也是众多企业一贯采用的培训方法。这种培训方法较为枯燥,特别是参加工作多年的老职工或者文化程度较低的学员,觉得甚是乏味。笔者所在单位曾将整理出的23条防磕碰质量行为准则逐句逐条进行集中培训,“应该怎么样”、“不应该怎么样”、“正确行为是什么”、“错误行为是什么”……, 枯燥的说词,生硬的宣讲,培训非常失败。之后笔者不得不改变培训方式,将 23条行为准则转化成23幅漫画,每一幅漫画一正一反两个行为形成鲜明对比,然后将其粘贴于工房,形成防磕碰文化长廊(见图7),吸引了众多职工自觉观看。通过漫画式的文化宣传培训,逐步引导员工树立起了“上标准岗、做标准事”的防磕碰意识。可见,培训方式对培训效果影响很大。
2. 1. 3 从严考核
编培训教材,选培训方式,这都是管理人员为培训做的准备工作。通过培训,受训者是否已经成为一个合格、标准的员工,还需要经过严格考核。笔者所在单位为把好操作人员入口关,制定了《表面处理工准入标准》,其中包含考试要求、考试内容和考试标准3个部分,并按照讲师培训、统一考试、不合格者单个陪练3个步骤进行(见图8)。另外,为杜绝作弊行为,操作人员准入考试时必须有4名以上管理人员参与考评,管理人员按照职责划分考评内容,负责考评其中一项或两项,所有考评人员一致通过,操作人员才可获得准入资格。

图7 防磕碰漫画Figure 7 Comics showing how to prevent clash
2. 2 工艺控制标准化
先进的工艺装备是生产高质量、高水平产品的前提条件。但如果没有与之相适应的工艺控制手段,再好的工艺装备也发挥不出应有的效能。因此,在生产过程中实施与工艺相匹配的标准化控制手段是提高产品质量的关键。
2. 2. 1 生产工艺控制标准化
生产工艺分为两部分,工艺流程控制和工艺参数控制,而工艺参数是影响产品质量的核心因素,在生产加工过程中,工艺参数的确认与选择是控制及稳定产品质量的根本途径。因此,正式工艺下发之前,工艺人员要做足工艺参数确认工作,待确认无误后方可纳入工艺下发班组。笔者结合单位实际情况,编制了《表面处理过程确认准则》,包括确认内容、确认时机、确认方法及审批程序。每一个电镀工艺都必须严格按照确认要求进行预确认,遇到特殊情况时还必须进行再确认。生产工艺下发至班组后,工艺管理人员必须利用视频监控系统对生产过程进行监控,对每个岗位、人员的标准化作业执行情况进行在线监督,做到文档与实际相符。
2. 2. 2 产品验收程序标准化
客户与企业之间经常会因镀件外观问题发生争执或分歧,因此,针对每一个镀件,工艺人员必须编制验收程序。对于具有特殊要求的镀件,工艺人员应附图说明特殊部位要求,文字难以表述清楚时,企业与客户双方应共同制定样件,以样件作为检验标准或依据。由于样件在存储过程中会因环境、保存方法及保护情况发生变化,在制定样件时,客服双方还应在样件上注明使用期限(如图9所示)。

图8 上岗流程图Figure 8 Flow chart for employment of workers

图9 验收标准样件Figure 9 Standard workpieces for inspection and acceptance
3 结语
无论是操作标准化还是管理标准化,都不是静态的,而是一个动态的过程。随着技术发展和设备更新,各项标准也会发生改变。标准化操作和标准化管理同样没有固定模式,不同企业应该根据自身的发展战略和员工工作的具体内容、性质来制定作业标准,并使员工按标准化规则行动,按标准化手法操作,按标准化行为做事,从源头杜绝产品质量问题的产生。
[ 编辑:温靖邦 ]
Standardization in electroplating
LI Fei*, JU Hong-liang, YANG Ya-bo, LI Yun, ZHANG Guo-fan
The experiences on standardization of operation and management in electroplating production were summarized. Some standardized operation behaviors and methods such as electrification prior to immersion of workpiece in tank, shaking of workpieces, and cleaning were introduced. Some examples of implementing standardization in personnel training and process control were presented.
electroplating; operation; behavior; method; process control; training; standardization
TQ153; TG178
B
1004 - 227X (2015) 21 - 1242 - 05
2015-07-09
2015-09-18
李飞(1976-),男,山西长治人,高级工程师,主要从事表面处理工艺研究和应用工作。
作者联系方式:(E-mail) lifei03553915733@163.com。
