上海大众缸盖机加工线零点定位系统的应用
2015-12-29
上海大众缸盖机加工线零点定位系统的应用
任培恩,陈酋,汤晓辉
(上海大众汽车有限公司,上海201805)
摘要介绍了零点定位系统的柔性大批量机加工生产解决方案。以上海大众缸盖线为平台,系统性地从工艺路线制定,产品开发和零点定位系统设计综合考虑,来分析零点定位系统使用的可行性。通过零点定位系统在生产中的实际运用,发现和归纳其优点,并最终加以推广。
关键词:夹具零点定位系统定位销定位夹具
来稿日期:2015-03-31
1 前言
改革开放以来,中国的制造业水平不断提高,新技术不断涌现。在这技术革命的浪潮中,上海大众发动机规划科始终站在先进制造技术的最前沿,坚持“创新驱动,科学发展”的原则,不断在机械制造领域需求突破。先进的夹持技术既“夹具统一原则”在上海大众发动机零件生产线中一直是重点研究课题。它可以实现高效的工件夹持,多品种混线生产,大大节省装夹时间,从而提高机床的有效使用率,降低成本[1]。
2010年,上海大众发动机规划科又率先提出采用零点定位系统的理念,以年产能60万件的目标建造高效率、高柔性、无缝换型的EA888发动机缸盖机加工生产线,希望以此解决EA888发动机多品种缸盖混线生产的需求。
2 零点定位系统简介
从1989年到2010年,上海大众共建造了EA827、EA113 2V、EA113 5V和EA888 EVO2四条缸盖生产线。在这21年时间内上海大众发动机产品共发展了3代,平均每一代产品的替换用了7年时间。每一代的发动机甚至是同一代发动机的不同系列产品也需要建立各自的机加工生产线。一条机加工生产线,从规划到正式投产一般需要3年时间。高成本、重复投资、长时间规划,给上海大众的企业竞争力设置了障碍。因此为适应市场的快速变化,大众集团的发动机设计已从7年缩短为3年,快速建造高效,柔性的机加工生产线就迫在眉睫,零点定位系统缸盖线由此孕育而生[2]。
零点定位系统是利用不同零点定位托板作为载体,将不同的产品坐标系转化为唯一坐标系,再通过机床上的标准化夹具接口,进行定位和夹紧。采用了定位托板进行转化,可实现同一夹具适应不同类型的工件,使得工件从一个工位到另一个工位,从一个工序到另一个工序,或一台机床到另一台机床,其基准始终一致。这种标准化的夹具接口适合用于加工中心、组合机床、机械手、检验台等所有设备,如图1所示。该系统由2个基本要素组成:零点定位托板和零点定位夹具。

图1 零点定位系统概述图
2.1零点定位托板
零点定位托板是将零件和夹具相连的一种中间辅助工具,通过它可以将各种工件不同的基准转换为托板统一的基准。托板形式和尺寸可能各不相同,但其基准统一,且具有高精度,高耐磨性,高强度等特性。目前常见的定位方式有以下3种形式。
(1)定位销形式:仅利用零件的定位孔,将孔的基准转换到销子上。基准面依旧使用零件本身。这种定位方式的优点是简易、快速、成本低、零件轻量化等。
(2)托板形式:将缸盖上的基准全部转换到托板上,其优点是简易、快速、不依赖于零件形状。
(3)大型托板形式:将缸盖紧固在大型托板上,托板不仅作为工件运输的载体,还是机床加工的基准。其优点是在无法设计出零点定位夹具时,可以继续使用传统的框架式夹具。
2.2零点定位夹具
零点定位夹具是机械制造过程用用来固定零点定位托板,使之处于正确的位置,以便与托板相连的零件接受加工和检测的装置。其具有标准化、高精度和高夹紧力特点。目前主要有2种流行模式。
(1)楔块定位夹紧:以锥面定心、液压驱动、通过弹簧力自动锁紧。
(2)滚珠定位夹紧:以定位销与夹具体内滚珠配合、以滚珠圈轴线定心、液压驱动、自动锁紧。
3 上海大众零点定位系统的设计
零点定位系统出现已经30多年了。虽然出现的很早,但是在大规模的使用中,一直没有完全发挥其优势,大部分只停留在“大型托板形式”运用阶段。这种类型的发动机生产线在大众集团、韩国KIA集团都曾出现过,没有广泛应用。虽然零点定位系统在理论上很直观,但是如何可靠地、高效地运用到批量化生产中,还需要从系统工程方面来考虑。上海大众的EA888零点定位缸盖生产线的设计,是分解成以下3个步骤展开的:(1)工艺路线设计;(2)EA888缸盖定位基准的确定;(3)零点定位系统设计。
3.1工艺路线设计
零点定位系统最主要的功能是实现多产品混线生产。如何将其发挥最大作用,工艺路线的安排和辅助技术的应用非常关键。
首先是夹具的统一性。整个机加工生产线共存在2种夹具模式。第一道机加工中心采用传统型夹具精加工缸盖的基准;之后将待加工的缸盖安装在定位托板之上,在之后的缸盖加工过程中,所有设备均采用零点定位系统加工,直到缸盖完成全部工序,才拆卸掉托板。其次将可记入加工信息的RFID芯片载体直接安装在缸盖上,载体内存贮有缸盖型号,设备通过读取零件信息就自动选择适当的加工程序。全过程无须人工判别,自动无缝切换。零件自动上下料,所有加工姿态的变换都通过机械手零点定位输送夹具实现。
这种设计思路是,大幅降低人为因素对生产控制的影响,所有设备的换型和防错均靠设备来保证。从运输到加工,缸盖所有夹具都采用模块化、标准化设计,不存在夹具换型的概念。基本上没有更换和调整时间,提高整个生产线效率,可以做到真正意义上的无缝换型混线机加工线。

图2 工艺路线图
3.2 EA888缸盖定位基准的确定
EA888发动机是一款可变排量直列4缸发动机,其缸盖为一个6面体的铝制品,外形复杂、形状多变。对于这样一个产品要满足“夹具统一原则”的要求,有一定难度,但依然可以这样定义:将缸盖毛坯基准定在燃烧室面上,这样所有产品的基准都一致。EA888发动机缸盖厚度相同,定位和夹紧作用于缸盖的罩壳接合面和燃烧室面上;这样,框架式夹具即可统一成一种规格。首道工序以上述毛坯基准定位加工出缸盖的进、排气面后,将排气面定义为缸盖精加工的定位基准,并安装零点定位托板。缸盖的燃烧室面为流水线滚道的输送面,排气面在侧面,缸盖上下料时,所有机械手从滚道侧面将缸盖抓起,姿态变换后送入设备内。这样机床夹具和机械手输送夹具也得到统一,不同缸盖共线生产时就不需更换夹具,只需采用不同定位托板即可,并且实现自动化输送。
此外所有EA888系列发动机缸心距都相同,缸盖长度也基本一致,相差不大。缸盖宽度、表面轮廓和凸台的变化,通过设计不同外形的零点定位托板来匹配。这样在装配好零点托板后,缸盖的长、宽、高完全一致。将装配在托板的缸盖视为一个整体,在产品图纸明细表中定义:除首道加工工序尺寸外,所有位置尺寸均以零点定位托板为参照物,零点定位基准就是缸盖的基准。在成品零件加工完成前不可拆卸托板,包括所有的测量任务。控制坐标系转换只发生一次,消除定位托板装配的误差损失,不额外增加缸盖的精度要求。
3.3零点定位系统设计
目前上海大众在中国市场共推出3种型号的EA888发动机产品:二代发动机(EVO2)、三代基本型发动机(Basic)和三代高配型发动机(Gen3)。排气面外形存在2种形式:EVO2和Basic使用的是排气歧管总成和缸盖相连,Gen3将排气歧管直接铸造在缸盖上。相对应,上海大众设计出2种形式零点定位托板,如图3。
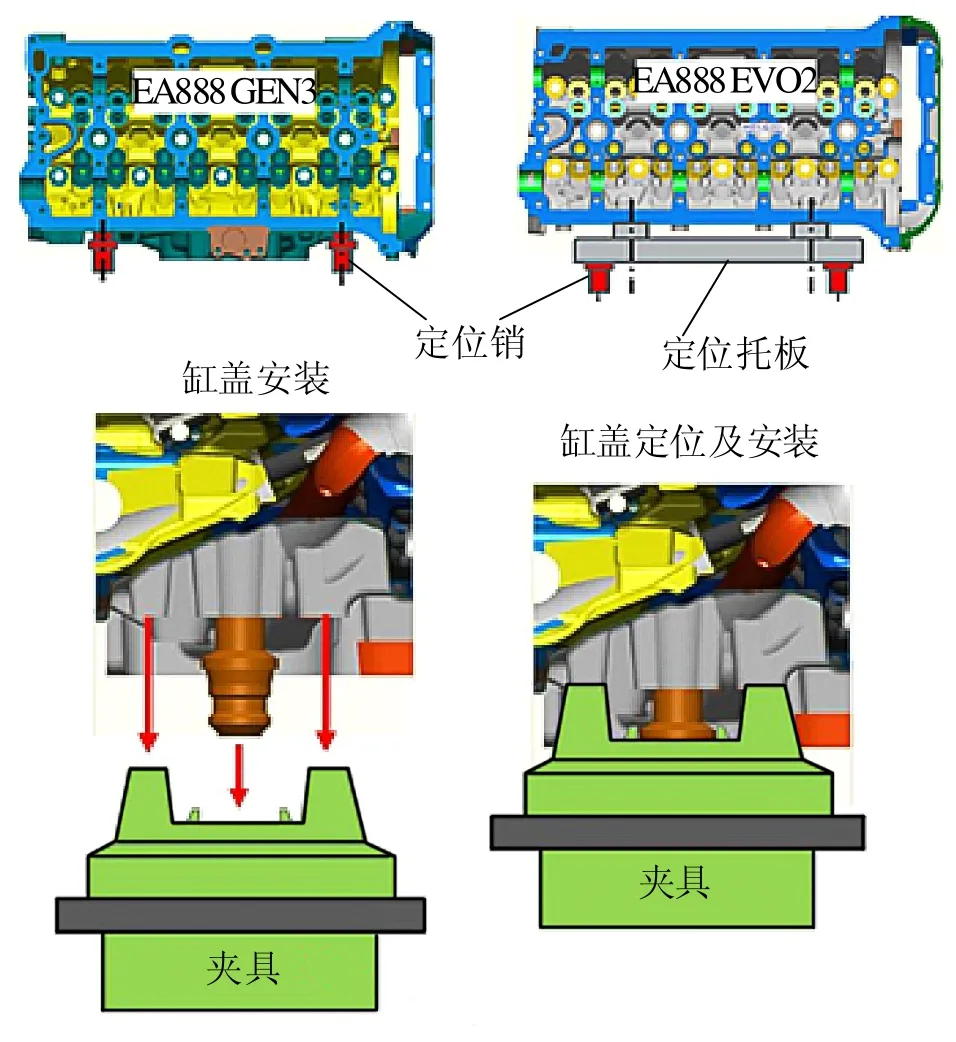
图3 零点定位托板的应用
EVO2和Basic这2种型号发动机缸盖排气面采用的无排气歧管的突出气道,因此使用托板形式;而Gen3发动机缸盖,由于存在突出的气道面,则采用定位销形式。2种定位销的外形尺寸完全一样,空间位置尺寸相同,控制3个自由度。Gen3缸盖基准是定位销安装在缸盖排气面上的结合面,而EVO2和Basic的定位面在托板外侧。这样,一面两销的定位模型构建完成。定位销设计为锥型,采用短锥定心方式,接触面闭合。这样不仅保证定位精度,同时降低零件装夹的难度。定位精度达到5滋m,重复定位精度为10滋m,夹紧行程0.9 mm。定位销与夹具体允许径向位置偏差4 mm,倾斜角偏差23毅。这样,滚道与机械手,机械手与机床的相对安装精度要求大大降低。在保证精度的同时,装夹过程简单迅速,加工辅助时间大大降低,机床利用效率提升。
金属切削环境复杂,过程中存在大量的乳化液、铝屑和高温、高压、潮湿的环境。夹具必须是密封性能高、定位腔体内机构简单,故滚珠定位夹紧模式显然不太合适。上海大众采用的是单面拉紧的楔形夹紧机构,如图4所示。装配腔体内除了夹紧楔块和心轴外,夹紧机构的其余部件均在密封体内。在心轴的底部有个吹气装置,可在每次装夹前后,对夹紧腔体和短锥配合面进行清洁,保证装夹质量。当定位销准备进入夹具时,液压系统(工作压力4 MPa)驱动活塞体下滑,与活塞体相连的增强因子推开夹紧楔块,使得定位销顺利落位。定位好后释放液压力,底部弹簧组自由回弹,推起活塞体,带动增强因子驱动夹紧楔块将定位销锁紧,并保持自锁状态,自锁夹持力可达到35 kN。整个夹紧过程中,夹具体还会对夹紧、锁定和未锁定状态进行监控,以保证夹紧的最佳效果。
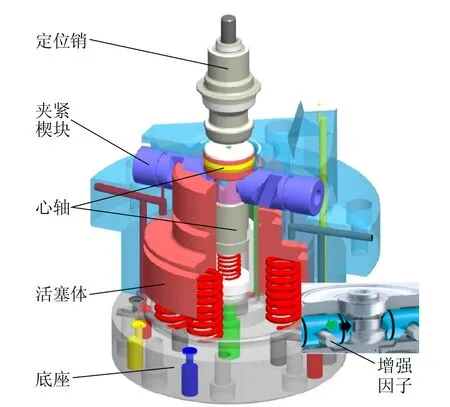
图4 零点定位夹具
4 企划与展望
2012年,上海大众发动机三厂采用零点定位方式的缸盖生产线顺利投产,这是一次非常成功的技术创新。2013年,上海大众发动机规划科再接再厉,将相同理念应用在发动机一厂缸盖线上。按照新设备的验收标准,改造了已使用5年的26台旧式单轴加工中心,获得了圆满成功。上海大众在全新的双轴加工中心和改造的框架结构单轴加工中心上,分别验证了零点定位夹具系统,共计51台加工设备,上百套夹具,都取得了不错的效果。该系统精度以及夹紧效果完全达到缸盖的切削要求和规划的预想结果。
目前零点定位系统已经在上海大众,甚至在德国大众集团内确定为缸盖线标准化设计,写入技术准则指导新工厂的规划。此外它还带来新的启发,在生产控制、项目成本控制、刀具设计和备件管理上都可以发现新的亮点。
(1)对于不同系列的缸盖产品可混线生产,甚至机床的快速更换夹具库都不需要,设备投资成本大大降低。
(2)定位精度高,定位迅速,缩短了加工辅助时间,提升制造效率。
(3)缸盖加工和运输的夹具采用统一化、标准化、模块化设计,生产管理简单,备件成本减少,维修和使用成本降低。
(4)零件装夹难度下降,加工机床夹具和行架机械手的相对位置配合精度可大大降低,加快了设备安装的进度。
(5)夹具由框式结构简化为现在的单面夹紧,一面夹持。缸盖在设备内的可加工面从2面扩展到4~5面。工艺编排更为自由,工序间节拍的平衡也更灵活。
(6)以往因夹具干涉造成的刀具加长情况不复存在,提高刀具的刚性,刀具选型更为自由。
(7)配合RIFD数据追溯系统,即能防错又可无缝自动换型,不存在换型时间。
上海大众零点定位系统的使用不仅提升了上海大众的企业竞争力,同时给中国的制造行业展现了新的高效能生产线的样板。也许随着今后更多辅助和控制技术配合,可深入开发零点定位系统,将更多不同的产品整合到同一条机加工生产线中,节约成本和提高能效,为中国的制造行业发挥更大的作用!
参考文献
[1]颜永年.先进制造技术[M].北京:化学工业出版社,2002.
[2]肖卫华,袁海群.大批量生产制造系统的柔性化[J]. AI汽车制造业:1998.
Application of Zero Point System in Shanghai Volkswagen Cylinder Head Line
Ren Peien, Chen Qiu, Tang Xiaohui
(Shanghai Volswagen Automotive Co., Ltd., Shanghai 201805, China)
Abstract:Flexible mass machining solutions based on a zero point system are introduced with a Shanghai Volkswagen cylinder head machining line. The feasibility of zero point system is analyzed systematically from the perspectives of machining process decision, engine product development and zero point system parts design. Applied in an actual production, the zero point system proves to be of many advantages. It has been applied to other machining lines.
Key words:fixture, zero point system, setting pin, locating fixture
作者简介:任培恩(1964-),男,工程师,主要研究方向为发动机规划。
doi:10.3969/j.issn.1671-0614.2015.02.010
