J607RHDQ和LB-65L熔敷金属成分与性能对比
2015-12-28王安军王传标王清栋
王安军 王传标 王清栋
(合肥通用机械研究院)
J607RHDQ和LB-65L熔敷金属成分与性能对比
王安军*王传标 王清栋
(合肥通用机械研究院)
介绍了07MnNiMoDR钢制乙烯球罐工程中所使用的国产焊条和日本进口焊条的建造实例,并对其化学成分、熔敷金属力学性能、扩散氢含量以及焊接试板的力学性能等数据进行分析,得出国产焊条与日本焊条的焊接接头力学性能指标相当,均可满足设计温度为-45~-50℃范围内07MnNiMoDR钢制乙烯球罐的建造要求。
球罐 07MnNiMoDR钢 J607RHDQ LB-65L 力学性能
近十年来,我国的乙烯工业发展迅速,已成为国民经济的支柱产业之一。作为乙烯装置中的关键设备——乙烯球罐,其球壳板用过多种钢板。20世纪90年代初,合肥通用机械研究院与有关单位共同攻关,采用07MnNiMoVDR钢建造了设计温度为-40℃的乙烯球罐并全部实现国产化,随着生产工艺的发展,乙烯球罐设计温度降至-45~-50℃[1],为进一步实现乙烯球罐用钢板和焊条的全部国产化,合肥通用机械研究院与昆山京群焊材科技有限公司研发了J607RHDQ焊条,其熔敷金属的低温冲击韧性指标满足设计温度为-50℃07MnNiMoVDR钢的建造要求,现就两个乙烯工程项目的建造实例进行分析论述。
国内设计温度为-50℃的乙烯球罐主要采用宝钢的07MnNiMoVDR、日本JFE公司的JFE-HITEN610U2L、N-TUF490及武钢的15MnNiNbDR。前两种钢均采用调质工艺生产[1,2]。国内设计温度为-45~-50℃用焊条有国产的J607RHDQ和日本进口的LB-65L。通过对两个乙烯工程项目建造实例的分析,两焊接接头力学性能指标大致相当。为进一步推广设计温度在-45~-50℃的低温乙烯球罐焊条国产化提供借鉴。
1 两种焊条技术条件对比分析
国产焊条和日本焊条技术条件的主要技术指标见表1、2。从表1中可以看出,国产焊条技术要求和日本焊条的技术要求相当,但国产焊条P、S含量比日本焊条要求严格。从表2可以看出,在焊条熔敷金属的力学性能指标上,国产焊条的技术要求和日本焊条的技术要求基本一致。

表1 国产与日本进口焊条熔敷金属化学成分 wt%

表2 国产与日本进口焊条熔敷金属力学性能
2 两种焊条质量证明书及复验数据的对比
2.1化学成分
两个乙烯工程项目中使用国产焊条J607RHDQ及日本焊条LB-65L质保书中都提供了C、Si、Mn、S、P、Ni、Mo及其他合金元素的质量分数,结果整理见表3。可以看出:国产焊条及日本焊条主要元素的质量分数实物水平基本相当;特别是P、S的质量分数,国产焊条控制水平较高于日本焊条;国产焊条的Ni质量分数实物水平较高于日本焊条。
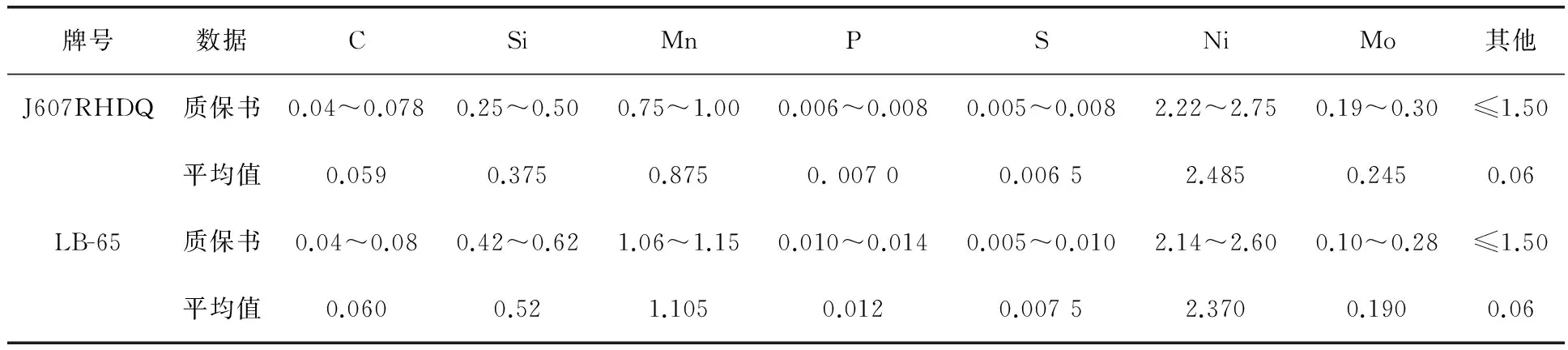
表3 两种焊条主要元素含量范围及平均值 wt%
2.2扩散氢含量
扩散氢含量是焊接冷裂纹产生的主要原因之一,所以要严格控制氢来源,选择与母材配套的低氢焊接材料来降低扩散氢含量。按照相关标准规定采用气相色谱法测量4个试样,然后计算4个试样的扩散氢含量的平均值。J607RHDQ和LB-65L焊条的数据整理结果见表4。

表4 扩散氢含量比较 mL/100
从表4统计的数据可以看出,J607RHDQ扩散氢和LB-65L相当。
2.3熔敷金属力学性能
J607RHDQ焊条共计3个批号,质保书和复验报告得到ReL、Rm、A分别为3个,KV2数据为3组,计算出一个KV2平均值。LB-65L焊条共计两个批号,质保书和复验报告得到ReL、Rm、A分别为2个,KV2数据为2组,计算出一个KV2平均值。
2.3.1屈服强度、抗拉强度和伸长率
J607RHDQ焊条和LB-65L焊条的屈服强度、抗拉强度和伸长率数据整理结果见表5。
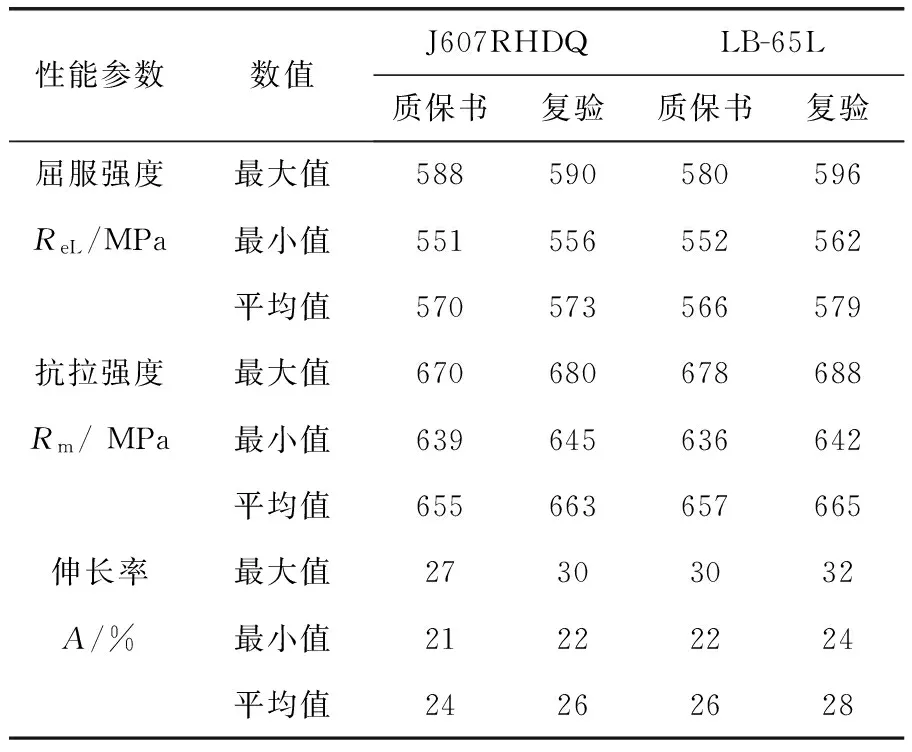
表5 J607RHDQ焊条和LB-65L焊条各项指标的范围及平均值比较
从表5可以看出,J607RHDQ和LB-65L焊条的各项性能相差不大,说明国产焊条已接近日本焊条的技术水平。而从数据的变化范围来看,国产焊条和日本焊条的各项指标相当。
2.3.2冲击吸收能量比较
冲击韧性特别是低温冲击韧性是调质高强度钢非常重要的指标。标准规范对最低值做了相关规定,不过在满足各项指标的前提下,该指标应是越大越好,波动性越小越好。按照标准规定冲击试验每组取3个试验,同时还需要计算3个试样冲击吸收能量值的平均值。J607RHDQ和LB-65L焊条的数据整理结果见表6。可以看出J607RHDQ熔敷金属的冲击吸收能量能满足标准要求,且与LB-65L相当。
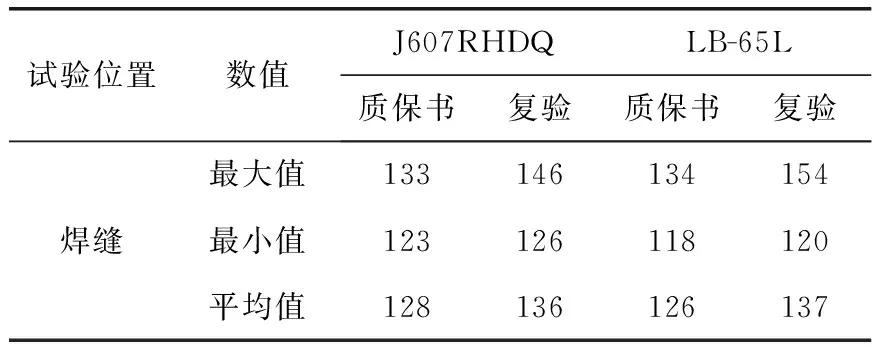
表6 两种焊材熔敷金属-60℃冲击吸收能量范围及平均值 J
3 产品焊接试板力学性能和弯曲性能数据
根据工程项目实际,球罐按GB12337标准要求制备产品焊接试板,并按NB/T47016-2011标准要求进行力学性能和弯曲性能检验[2]。07MnNiMoDR钢制乙烯球罐使用国产J607RHDQ焊条有4台球罐,每台球罐13个试板(横焊、立焊,平+仰焊),共计52个试板;使用日本进口LB-65L焊条有4台球罐,每台球罐3个试板,共计12个试板;两个工程所用国产J607RHDQ焊条与日本进口LB-65L焊条的焊接工艺以及焊后消除应力热处理工艺基本相同,都严格按照焊接工艺控制焊接热输入量,产品焊接试板的-50℃力学性能检验结果见表7。
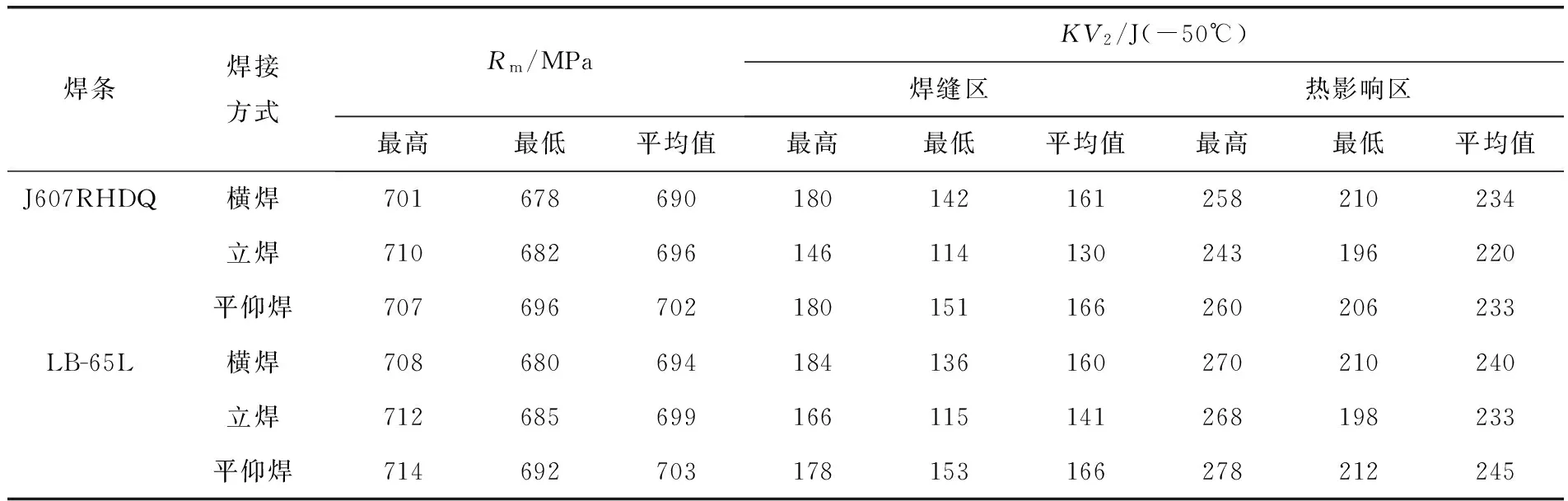
表7 产品焊接试板力学性能检验结果
注:平均值数据为四舍五入的平均值;弯曲试验(D=4a,α=180°)两件合格(侧弯);拉伸试验断裂位置为WM区域。
从表7可以看出,07MnNiMoDR钢用国产J607RHDQ的产品焊接试板的焊接接头在-50℃时的力学性能和日本进口LB-65L相当,这说明通过严格控制焊接工艺参数及合理的焊接热输入量,07MnNiMoDR钢用国产J607RHDQ焊条亦能满足实际工程项目需要。
4 结论
4.1在相同试验条件下,07MnNiMoDR钢制乙烯球罐使用国产J607RHDQ和日本LB-65L焊接接头性能的稳定性和可靠性相当。
4.2在设计温度为-45~-50℃范围内,国产J607RHDQ与日本LB-65L在07MnNiMoDR钢制乙烯球罐的应用方面均能满足建造要求,可以得到应用与推广。
[1] 房务农,卜华全,汪辉.国产与进口乙烯球罐用焊接接头性能对比[J].石油化工设备技术,2011,32(4):39~42.
[2] NB/T47016-2011,承压设备产品焊接试件的力学性能检验[S].北京:国家能源局,2011.
ComparisonofDepositedMetalComponentsandMechanicalPropertiesbetweenJ607RHDQandLB-65L
WANG An-jun, WANG Chuan-biao, WANG Qing-dong
(HefeiGeneralMachineryResearchInstitute,Hefei230088,China)
Welding rods from China and Japan for 07MnNiMoDR steel ethylene tank were introduced and their
*王安军,男,1982年3月生,工程师。安徽省合肥市,230088。
TQ053.2
A
0254-6094(2015)01-0016-04
2014-05-29,
2014-12-08)
(Continued on Page 23)
