加氢装置脱硫系统旋流脱胺器开发实验及工业应用
2015-12-28乔爱军刘金明陈建琦
乔爱军 刘金明 陈建琦
(1. 中国石化工程建设有限公司;2. 中油国际(苏丹)炼油有限公司;3. 华东理工大学机械学院)
加氢装置脱硫系统旋流脱胺器开发实验及工业应用
乔爱军*1刘金明2陈建琦3
(1. 中国石化工程建设有限公司;2. 中油国际(苏丹)炼油有限公司;3. 华东理工大学机械学院)
通过实验研究和工业应用,研究开发了一种可以在苛刻工况条件下稳定运行的旋流脱胺器,以脱除循环氢中夹带的胺液雾滴。对旋流脱胺器在工业中的应用进行采样、分析,证明其能高效分离循环氢所夹带的胺液雾滴,减少原料流失和脱硫剂的消耗,增加脱硫效率,使循环氢纯度提高,气体平均分子量降低,进而减少循环氢压缩机的能耗,降低加氢装置的外排污染,具有良好的安全性和经济性。
气液旋流分离 加氢装置 胺液雾滴 脱硫
加氢反应是在较高的压力和温度下(10~15MPa,400℃左右),重质油和氢气经催化剂作用使重质油发生加氢、裂化和异构化反应,转化为汽油、煤油、柴油、液化石油气、低分气及干气等轻质化的过程。加氢装置含硫循环氢气体在经过脱硫塔脱硫之后普遍存在夹带胺液雾滴的现象,脱硫后的循环氢在进入循环氢压缩机之前一般采用重力沉降罐对其进行气液分离,但是重力沉降罐的分离精度和分离效率比较低,因此经过沉降分离后的循环氢仍然存在着大量粒径小于200μm的胺液雾滴。胺液雾滴进入循环氢压缩机会使其能耗增加,严重的情况下会直接导致压缩机非正常停工。
与重力沉降罐相比,旋流分离设备具有更好的分离精度和分离效率,且其结构简单,处理量较大,能节约成本提高经济效益[1,2]。但目前高压危险气体中的气液分离研究较少。加氢装置中循环氢是高压含硫危险气体,循环氢夹带胺液是较难解决的问题。笔者通过模拟和实验研究,开发出一种高压工况下的高效气液旋流分离器,并用于工业实践。
1 实验
1.1实验流程
实验装置如图1所示。空气压缩机提供的高压气体和计量泵提供的胺液同时进入喷嘴,压缩空气高速冲击液体,通过喷嘴得到平均粒径为7μm的胺液雾滴。雾滴喷入混合罐内,与罗茨鼓风机产生的空气混合形成带液气体;旋流脱胺器的入口和两个出口之间的压降采用U形管压力计进行测量。旋流脱胺器入口流量由流量计测得,通过调节阀和旁路阀来控制流量。在旋流器入口和出口处分别设置采样口,通过激光测试系统测量气体中夹带的雾滴。激光测试系统由电脑、步进器及其控制器、CCD相机、坐标架、激光探头、LED灯、分流电板及LED灯控制器等组成,该激光测试系统由上海理工大学整体提供。LED灯将待测区域照亮,调整坐标架使CCD相机进行对焦,以清晰测量通过该探测区域的颗粒。CCD相机与电脑系统相连,可得到测量区域立体空间内的雾滴数量和粒径,通过计算软件得到气体含雾量的质量体积浓度。

图1 实验装置示意图
1.2旋流脱胺器
实验所用的旋流脱胺器属于柱锥式旋风分离器,采用较小的柱段直径以达到更高的分离精度和效率,由SUS304不锈钢制造而成,结构尺寸如下:
矩形入口的长a43mm
矩形入口的宽b27mm
柱段直径d75mm
溢流口直径di33mm
底流口直径dc38mm
溢流管插入深度L53mm
圆柱段高度H1150mm
圆锥段高度H2225mm
底流管高度H3150mm
矩形入口的长度In100mm
通常用雷诺数Re和几何涡流系数S来表征旋风分离器内部流场特性。这两个参数均可以用旋风分离器的几何尺寸和入口条件来表示:


式中Uin——入口速度,m/s;
μf——气体粘度,Pa·s;
ρf——气体密度,kg/m3。
该旋流分离器的涡流数S为1.67,入口速度Uin在0~24m/s之间,雷诺数Re在0~46800之间,效率E=(1-Co/Ci)×100,其中,Co、Ci分别为溢流口和入口的雾滴质量体积浓度,g/m3。
2 旋流除胺器性能分析讨论
2.1流量、浓度对压降的影响
由于旋流脱胺器将作为高压设备(大于10MPa)的内件,入口与溢流口之间的压降Δp1、入口与底流口之间的压降Δp2将直接影响高压设备的设计,因此需要测试Δp1、Δp2的变化规律(图2)。由图2可知,Δp1和Δp2均随入口气体流量Q的增加而增加,且曲线斜率显著变大。由于气体进入旋流器腔体后高速旋转,在底流口时依然保持着这一高速旋转,此时动压大而静压相对小,而在溢流口时旋转运动明显减弱,动压转换成静压,因此相同入口气体流量下Δp1小于Δp2。

图2 流量与压降的关系
由图2可判断,当流量超过100m3/h时,Δp1、Δp2均会急剧增加。因此在工业化生产中,应尽可能确保单根旋流脱胺器处理量在100m3/h以内,这样就不会明显降低循环氢原有的压力。
由于工业化生产过程中,随着加工原油的不同和反应器中的温度、压力、氢气纯度及催化剂效果等因素的影响,循环氢中胺液雾滴浓度具有一定的波动性,因此需要在入口流量Q保持不变的情况下,分析浓度对旋流脱胺器的压降影响(图3)。由图3可知,入口流量不变时,随着含雾浓度的增加,旋流脱胺器入口和溢流口之间的压降Δp1呈现微弱增长趋势。以曲线变化较为明显的60m3/h流量为例,浓度从1g/m3增加到9g/m3,压降仅增加了0.49Pa,即浓度增加9倍,压降仅增加5%。通过测试入口流量为10、30、50、60m3/h时不同浓度下的压降,表明旋流脱胺器在含雾浓度明显增加时,对其压降影响较小。

图3 流量、浓度和压降的关系
2.2压降、浓度对分离效率的影响
同样的,由于工业生产过程中要求设备的操作弹性为60%~110%,流量的波动均会对压降和分离效率产生影响,同时胺液雾滴浓度的变化也会造成分离效率的波动。因此需研究旋流脱胺器在不同压降和不同浓度下的分离效率。
首先,测试在较低浓度下旋流脱胺器的分离效率随压降(流量)的变化规律。通过实验测试,气溶胶雾滴浓度保持在0.5g/m3时,压降与分离效率关系曲线如图4所示。分离效率超过80%的区间认为是旋流分离器的高效工作区,因此高效工作区为Δp1=0.14~1.08kPa,即入口流量Q为30~63m3/h。最高分离效率为95.0%时,其对应的压降Δp1为0.31kPa,入口流量Q为36m3/h,此时溢流管出口气体的含雾浓度为0.025g/m3。

图4 压降与分离效率的关系
其次,测试较高浓度下该旋流分离器的分离效率随压降(流量)的变化规律。图5为旋流除胺器在含雾浓度为0.5、2.0、5.0g/m3时的分离效率与压降关系。随着含雾浓度增加,E-Δp1曲线整体向右上方移动,当含雾浓度为0.5g/m3时,最高分离效率E为95.0%,相应压降Δp1为0.31kPa;当含雾浓度为2.0g/m3时,最高分离效率E为96.2%,相应压降Δp1为0.33kPa;当含雾浓度增加至5.0g/m3时,最高分离效率E为97.0%,相应压降Δp1为0.35kPa。
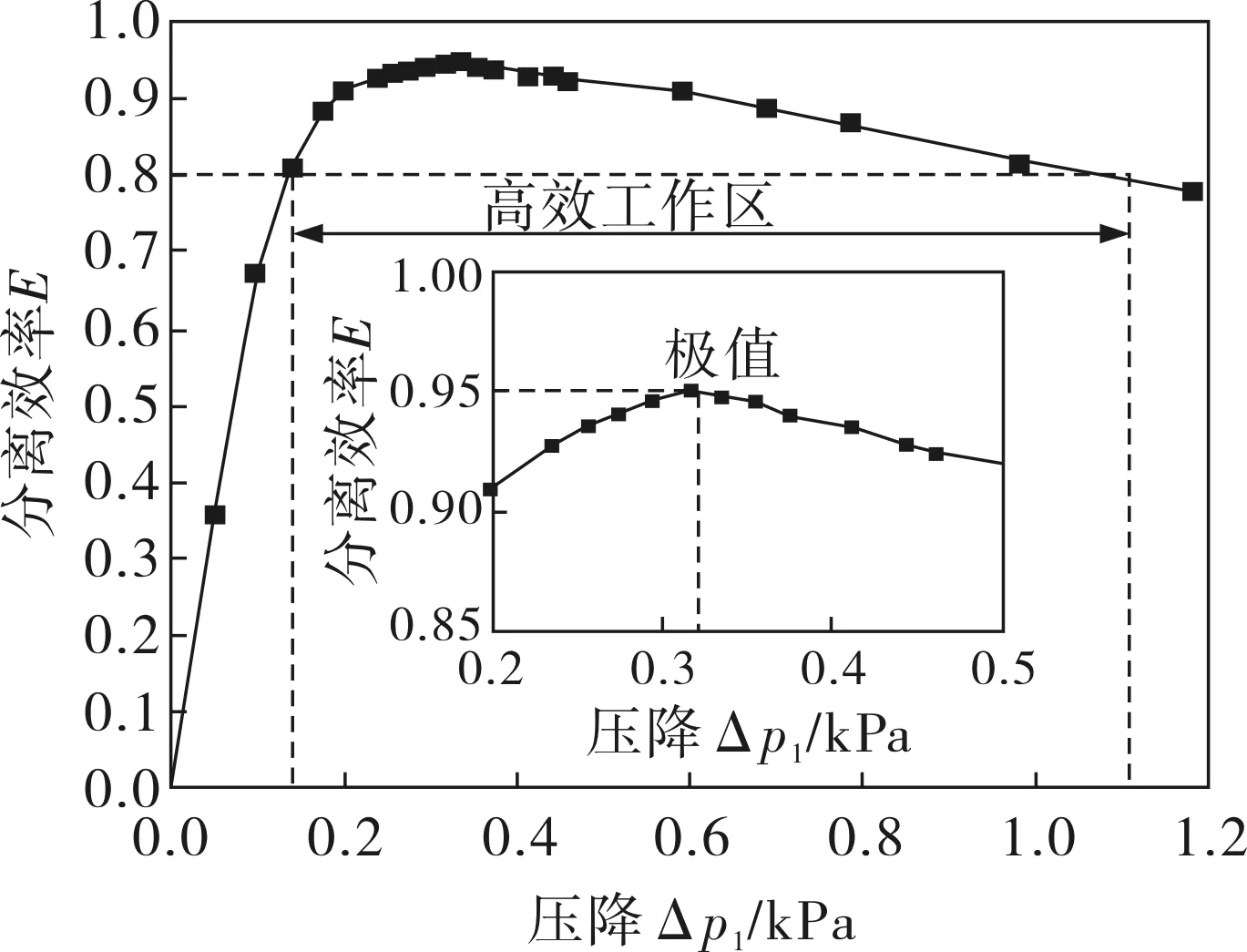
图5 压降、浓度与分离效率的关系
由E-Δp1曲线可知,随着含雾浓度的增加,分离效率呈上升趋势,但是上升幅度相当有限。此外,随着含雾浓度的增加,最高分离效率所需的压降也逐渐提高,这意味着雾滴浓度越高,抗湍流扰动的能力越强,高压降下雾滴破碎的同时伴随有聚结现象产生,由雾滴破碎造成的分离效率下降的因素被抵消,其对应的最高分离效率和压降都有所增大。
3 工业应用
加氢裂化脱硫工艺流程如图6所示,国际上炼油企业普遍采用这种脱硫工艺,但工艺中并没有在脱硫塔塔顶设置旋流脱胺器。本项目首次在脱硫塔塔顶设置旋流脱胺器,并在某石化企业200万t/a加氢裂化脱硫系统中进行生产实践。

图6 加氢裂化脱硫工艺流程
采用换热器,贫胺液被热水加热至45℃后进入缓冲罐。根据循环氢中的硫含量,用泵抽取相应贫胺液喷淋至脱硫塔顶部。自冷高分而来的循环氢在经过塔前缓冲罐后进入脱硫塔的中下部,贫胺液从脱硫塔顶部向下流动,循环氢从脱硫塔下部向上流动,使含硫循环氢与胺液逆流接触反应,以除去循环氢中的硫。由于脱硫塔内塔盘、填料、流量、温度及固体杂质等的影响,始终会有胺液以雾滴形式随着循环氢流动至脱硫塔顶部气相出口。在脱硫塔顶部出口处,采用本次研发的气液分离器回收胺液雾滴。净化后循环氢先进入重力沉降罐,再到循环氢压缩机提升压力,与新氢混合,然后至加氢反应器循环使用。
在脱硫塔顶循环氢出口管线上设有高压气体采样口,通过不同时间的采样分析,得到表1所示气体组成。烃类分析采用HP-6890气相色谱仪,水分析采用GC-9A气相色谱仪,H2S 分析采用GC-14B气相色谱仪。
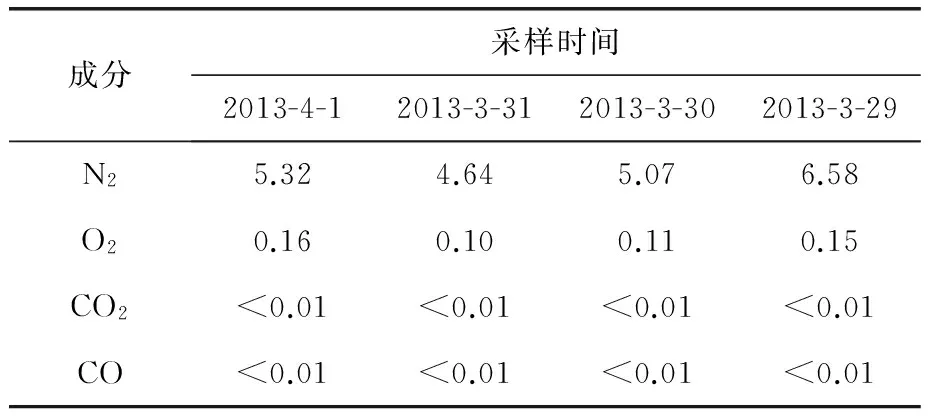
表1 采样气体组成 %
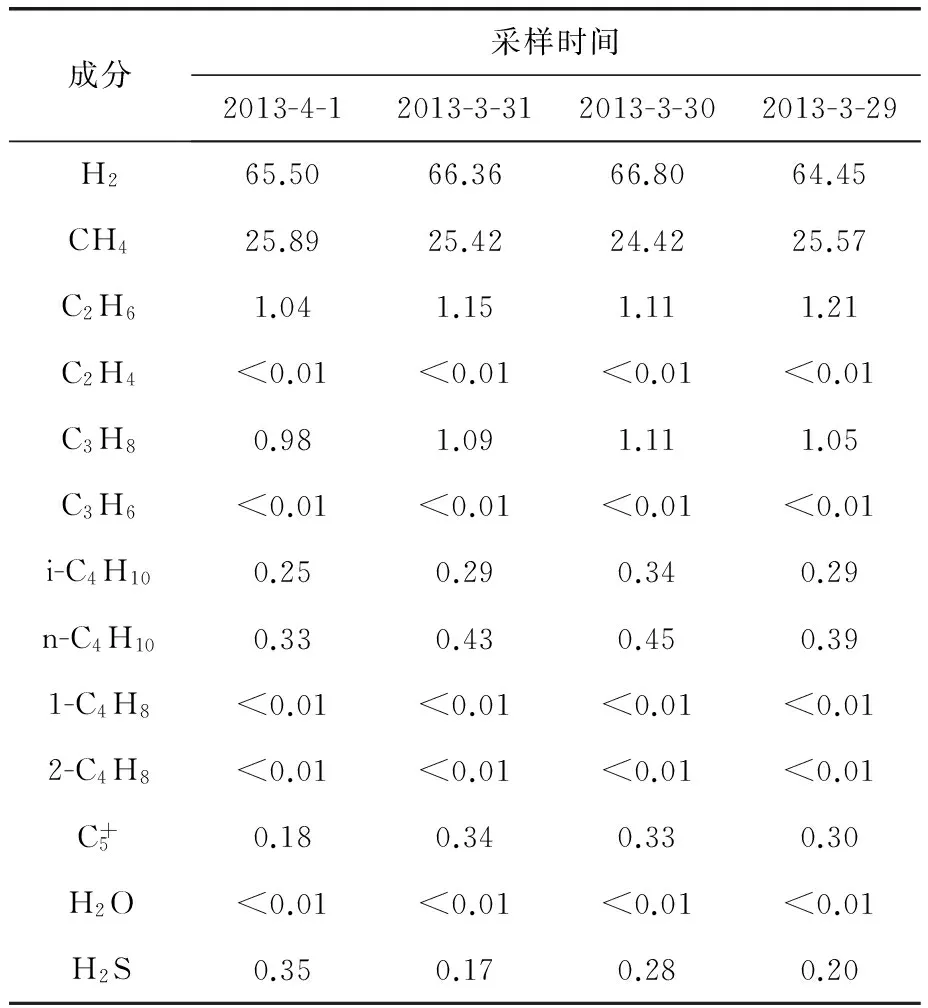
(续表1)
胺液中存在至少50%以上的水,当胺液雾滴随着气体被取样时,就可以通过H2O检测出来。而采样分析数据显示,气体中几乎不存在H2O,因此可以认为几乎所有的胺液雾滴都被旋流除胺器所分离,并在脱硫塔内实现回收使用。造成这一现象的原因可能是,工业生产中几乎所有的胺液雾滴粒径均在10μm以上。
从脱硫塔后面的沉降罐也可以推断出几乎所有的胺液雾滴都被旋流除胺器所分离。因为在实际生产中,自装置投产后至今连续15个月,旋流除胺器后的沉降罐液位高度显示值从未发生变化,一直接近于零。表明长时间的沉降都没有收集到胺液雾滴,进一步说明气体中夹带的胺液雾滴几乎已经被脱硫塔塔顶旋流除胺器全部分离。
分析数据和沉降罐液位值表明,旋流除胺器完全能有效分离胺液雾滴,并且旋流除胺器完全可以取代沉降罐。因此,在以后的工艺流程设计中可以采用在脱硫塔塔顶设置旋流除胺器,而省去沉降罐这一设备。这样不仅可以节约沉降罐压力容器设备本身的投资,还可以节约与之配备的土建基础、仪表、阀门及管线等的投资。
4 结束语
旋流除胺器存在一个分离效率超过80%的高效工作区,其对应压降0.12~1.09kPa,对应流量为30~63m3/h,能满足工业上操作弹性60%~110%的要求。旋流除胺器的最高分离效率可达95%,此时入口和溢流口的压降为0.31kPa,对应流量为36m3/h。分离效率在胺液浓度为10g/m3以内时基本不会随着雾滴浓度变化而受到影响。工业应用表明所开发的旋流除胺器完全能有效分离胺液雾滴。因此,可以采用在脱硫塔塔顶内置旋流除胺器,而节约沉降罐这一设备。不仅节约沉降罐压力容器设备本身的投资,还能节约随之配备的土建基础、仪表、阀门及管线等的投资。
[1] Movafaghian S,Jaua-Marturet J A,Mohan R S,et al.The Effects of Geometry,Fluid Properties and Pressure on the Hydrodynamics of Gas-Liquid Cylindrical Cyclone Separators[J].International Journal of Multiphase Flow,2000,26(6):999~1018.
[2] Wang S B,Gomez L,Mohan R,et al.The State-of-the-art of Gas-Liquid Cylindrical Cyclone Control Technology:From Laboratory to Field[J].Journal of Energy Resources Technology-Transactions of the ASME,2010,132(3):032701.
DevelopmentandApplicationofCycloneDeaminationDeviceforHydrogenationDesulfurizationSystem
QIAO Ai-jun1, LIU Jin-ming2, CHEN Jian-qi3
(1.SinopecEngineeringIncorporation,Beijing100101,China; 2.CNPCInternational(Sudan)RefiningCo.,Ltd.,Beijing100033,China; 3.CollegeofMechanicalEngineering,EastChinaUniversityofScienceandTechnology,Shanghai200237,China)
Basing on the experimental study and the application, a deamination device for severe working conditions was developed to remove amine droplets from the recycle hydrogen. Application results proves its capability in purifying the recycle hydrogen, saving the raw material and reducing the desulfurizing agent’s consumption and the energy consumption in circulating hydrogen compressor, including the hydrogenation unit’s emission.It has outstanding security and economic efficiency.
gas-liquid cyclone separation,hydrogenation device, amine droplet, desulfurization
*乔爱军,男,1975年4月生,高级工程师。上海市,200237。
TQ051.8
A
0254-6094(2015)01-0028-05
2014-01-18,
2015-01-04)
