湖南吉茶高速公路矮寨特大悬索桥关键焊接技术
2015-12-27刘振刚徐向军
刘振刚 徐向军

1. 工程概述
湖南省吉茶高速公路矮寨特大悬索桥是长沙至重庆公路通道吉首至茶洞高速公路的控制性工程。主跨1 176m,矢跨比1/9.6,桥面距谷底垂直高差约330m,是目前世界上跨径最大的穿越峡谷钢桁梁悬索桥,也是首座塔梁分离式悬索桥。
本桥主要材质为Q345D钢和Q345C钢,其中Q345D钢用于主桁架的上下弦杆中板厚≥22mm部分钢板,Q345C钢用于主桁架的上下弦杆中板厚<22mm部分钢板、主桁架腹杆、主横桁架横梁和腹杆以及钢桁加劲梁上下平联。建成后的矮寨特大悬索桥如图1所示。

图1 建成后的矮寨特大悬索桥
2. 焊接难点
在矮寨特大悬索桥钢结构制造过程中,焊接方面存在以下难点:
第一,矮寨特大悬索桥主桁架、主横桁架上的弦杆、横梁采用整体节点箱型结构,梁高约0.8m,梁宽约0.65m,长约15m,为细长箱型杆件,且带有双整体节点,因此扭曲变形是箱形杆件最难控制的变形之一。
第二,由于本桥跨度大,弦杆受力大,除了保证焊缝强度外,还要求焊接接头具有较高的低温冲击韧性,Q345D钢板焊接接头-20℃ V型缺口冲击吸收能量≥34J,所以接头力学性能的保证是又一焊接难题。
3. 焊接质量控制
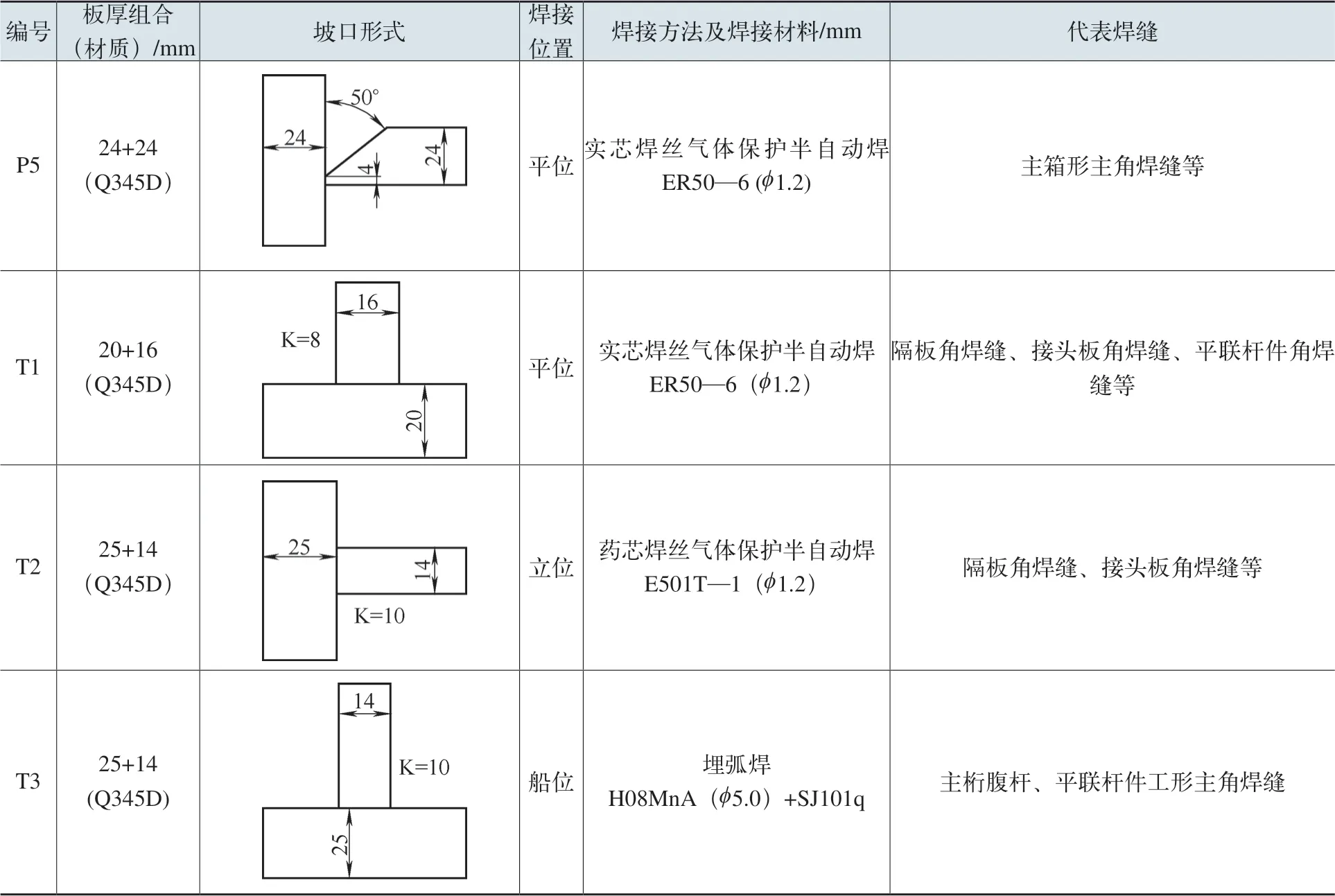
(1)焊接工艺评定试验和焊接工艺编制 在矮寨特大悬索桥投产前,我公司对本桥钢梁主要材质Q345C、Q345D钢板进行了焊接工艺评定试验。焊接工艺评定试验内容包括:对接焊缝3组、熔透角焊缝3组、坡口部分熔透角焊缝5组、T形角焊缝3组,焊接工艺评定试验结果全部满足技术要求。典型接头的焊接工艺评定试验项目、接头力学性能试验结果分别如表1、表2所示。
根据焊接工艺评定试验报告,编制了《矮寨特大悬索桥钢板接料腹杆和平联杆件焊接工艺规程》、《矮寨特大悬索桥主桁架、主横桁架、桥面系纵梁焊接工艺规程》《矮寨特大悬索桥中央扣锚箱及附属设施焊接工艺规
程》等技术文件。焊接工艺文件上报监理工程师,经过监理工程师审批后下发生产班组,用于指导焊接生产。

表1 典型接头的焊接工艺评定试验项目
(续)

表2 接头力学性能试验结果
(2)大生产前技术培训和交底 在生产准备阶段,除大力宣传矮寨特大悬索桥焊接质量要求的特殊性外,也加大了岗前培训的力度,不仅对一线生产工人进行技术培训,对凡是涉及到矮寨特大悬索桥焊接生产的所有管理人员、辅助工人也都进行了技术交底和技术培训。另外还对焊工还进行了实作考试,考试合格者发上岗证,持证上岗。
(3)原材料和焊接材料管理 矮寨特大悬索桥的钢材、焊接材料进厂后经过复验,合格后用于该桥钢梁制造。原材料和焊接材料进行分类码放,以防混料。发放焊接材料时要认真核对清楚,发现疑问及时与班组、工段联系,保证焊接材料使用的正确性。
(4)严格执行“三检制” 在制造过程中认真执行自检、互检、专检相结合的三检制度。对主要零部件的施焊过程作记录,并按规定对主要焊缝进行了无损检测和焊接产品试板检验,从而保证了产品的焊接质量。
(5)焊接质量控制 第一,由于本桥要求Q345D钢板焊接接头低温冲击韧性较高(-20℃ V型缺口冲击吸收能量≥34J),所以我们采用了高韧性焊接材料。焊条、焊剂使用前严格烘干,严格控制焊接热输入;厚板和拘束度高的接头,对焊前预热温度和预热范围、道间温度控制进行详细规定,并加强检查;对多层多道焊的道间清理、打磨进行严格要求,确保焊接质量。
第二,弦杆箱型杆件焊接扭曲变形控制。我公司结合多座大型桁梁桥的经验,从下料、加工、组装及焊接等各个工序制定了一系列的扭曲变形控制措施。采用气体保护焊打底与埋弧焊填充相结合的技术对称焊接主角焊缝,可以稳定控制焊接质量,确保扭曲变形得以有效控制。弦杆主角焊缝焊接、弦杆连接板件组焊如图2、图3所示。

图2 弦杆主角焊缝焊接

图3 弦杆连接板件组焊
第三,焊缝外观质量检查和内部质量探伤检测。在矮寨特大悬索桥生产过程中,要求焊接操作者严格执行工艺。对深坡口、焊接道数多的焊缝,焊接过程中仔细清理、检查前一道的焊接质量,控制道间温度。焊接后认真清理、修磨焊缝,使焊缝外观质量和内部质量达到设计要求。焊缝探伤合格率统计如表3所示。
第四,产品检验试板。按照《湖南吉茶高速公路矮寨特大悬索桥钢梁制造验收规则》(QB/AZQ—2010)的有关要求对钢板受拉横向对接接料焊缝按照一定比例焊接产品检验试板,对试板进行超声波探伤检测和接头力学性能测试,检测频率为:钢板对接焊缝,每24条焊缝焊接一组试板,共焊接试板54组;产品检测试板的合格率为100%。
(6)钢梁试拼装和架设 为了保证桥位顺利架设,设计要求全桥杆件进行立体试拼装,外形尺寸检查合格后,杆件运往工地架设。由于杆件制造几何精度高,从而确保了工厂内立体试拼装和桥位架设的顺利进行。
4. 结语
经过我公司员工的共同努力,完成了矮寨特大悬索桥的焊接生产任务,本桥已经于2012年4月1日通车,焊接质量受到用户好评。

表3 焊缝探伤合格率统计
