2014年度焊接与切割行业十大创新技术
2015-12-27
增强自主创新能力是优化产业结构、推进产业升级的中心环节,在当前经济形势下,企业只有增强自身的创新能力,才能在激烈的市场竞争中取得一席之地。作为焊接与切割行业的专业媒体,本刊从2012年开始征集评选十大创新技术,2014年通过前期的产品征集,以及中期的网络和专家组的评选,分别评选出2014年焊切装备及焊接材料十大创新技术。评选结果仅是一家之言,只希望给广大读者以鉴。
读者可通过扫描每款产品的二维码详细了解产品介绍。

扫描二维码了解详情
焊接材料
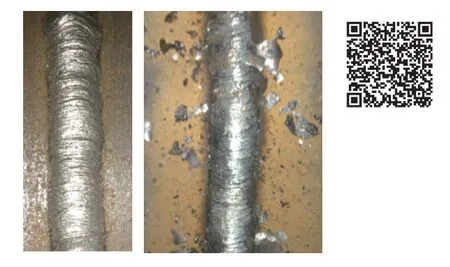
X70、X80、X90管线钢用金属粉芯系列焊丝
天津金桥焊条集团有限公司研制生产的JQ-70M、JQ-80M、JQ-90M系列金属粉芯焊丝适用于X70、X80、X90管道的根焊、填充及盖面焊接,兼有实芯焊丝焊渣极少和普通药芯焊丝熔化速度快、飞溅小、焊接工艺性能好等优点,熔敷金属扩散氢含量<5mmL/100g,具有较好的低温冲击韧性及良好的抗裂性。采用80%Ar+20%CO2混合保护气,熔滴过渡均匀,电弧穿透力强,焊接时不易产生咬边、未焊透等缺陷,根焊易于实现单面焊双面成形。

高效带极堆焊解决方案
随着工业化的发展,人们对焊接效率的提高越来越迫切,尤其对于大型压力容器的制造,传统的焊条电弧焊,丝极埋弧焊已无法满足目前高生产效率的要求,奥钢联伯乐焊接集团焊接提出了高效带极堆焊的解决方案,很好地解决了国内用户对高效带极堆焊的要求。

THJ80DR超低氢水电压力钢管配套电焊条
天津大桥焊材集团有限公司研制的THJ80DR超低氢水电压力钢电焊条,可配套800MPa级水电压力钢中厚板的焊接得到了良好的匹配。THJ80DR电焊条在大焊接热输入条件下-40℃低温冲击吸收能量仍具有良好的韧性及抗裂性能,能够保证大型水电站800MPa级压力钢管服役的安全性和焊接施工效率。
无缝药芯焊丝
中国船舶重工集团公司第七二五研究所开发出的无缝药芯焊丝产品,实现了无缝药芯焊丝的国产化。无缝药芯焊丝具有突出的优点,包括:超低扩散氢,降低冷裂纹产生率,降低预热温度;无扭曲应力,送丝距离长,焊丝送丝性能优异,焊丝对准性能高,更适用于机械化程度更高的机器人(机械手)全自动焊接,可显著提高焊接效率,节省综合成本;可湿法镀铜提高电流输送,导电嘴磨损量小,降低消耗;抗吸潮、抗生锈能力强,运输、储存方便;填充率稳定,无空管串粉现象。

ZD330耐磨堆焊药芯焊丝
郑州机械研究所针对建材行业辊压机挤压辊的表面堆焊材料,根据不同的工况,研制推广了4种不同的药芯焊丝,得到了良好的使用效果。其中最新研制的ZD330药芯焊丝,主要用于挤压破碎水泥熟料加大量矿渣或纯矿渣工况,堆焊层硬度在HRC60以上,熔敷金属含有大量的复合碳化物,保证了堆焊金属具有优异的抗磨粒磨损性能和一定的抗冲击性能。
细丝自保护药芯焊丝E501T-GS
武汉铁锚焊接材料股份有限公司研制出的E501T-GS是一种新型细丝自保护药芯焊丝,主要有0.8mm、0.9mm、1.0mm三种规格,焊接过程中电弧稳定、飞溅细小,焊缝成形美观,气孔敏感性小,脱渣性能优良,可用于全位置焊接,力学性能优良。焊接时不需要采用外加保护气体,使用方便,焊接成本低廉,主要用于轻型薄板钢结构、钢门钢窗等的焊接。
Weld M 308LSi不锈钢焊丝
ESAB公司研制Weld M 308LSi不锈钢焊丝具有的独特生产工艺,可以有效保证焊丝刚度,从而使得送丝更加顺畅,减少因送丝问题而造成的停工时间。同时,焊丝中硅含量的增加也大大改善熔融状态焊缝金属的润湿性和流动性。除此之外,其优异的表面特性则确保焊丝与导电嘴之间良好的电流传输,从而获得优良的电弧稳定性,焊丝的清洁度可减少焊接飞溅和杂质的产生。

speedglas自动变光焊接面罩
3M的speedglas自动变光焊接面罩共有五款型号,每款型号都有其不同的性能特点,能够适用于不同的焊接与切割工况。

脉冲MAG焊丝MIX—1TS
神户制钢所研制的MIX-1TS主要适用于汽车悬架等板厚为1~3mm的镀锌钢板或一般钢板的实芯焊丝。MIX—1TS镀铜附着性能极其良好,从而带来了高度的电弧稳定性能。由于其具有稳定了的接触电阻以及电弧的高稳定性,进而大大加强了导电嘴耐磨损性。 另外,MIX—1TS具有低飞溅性能,特别是脉冲MAG焊效果更大。与一般焊丝相比,即使较宽焊接根隙的情况下也能保持良好的焊接效果。由于MIX-1TS具有电弧稳定性能,以及适合耐气孔构造的化学成分组成等特点,从而保证了优良的耐气孔性能。

埋弧焊丝+埋弧焊剂/BHM—8+XUN121
昆山中冶宝钢焊接材料有限公司自主研发的BHM-8+XUN121埋弧焊丝+埋弧焊剂为低合金高韧性埋弧焊丝焊剂组合,焊剂为高碱度焊剂,焊接工艺性能良好,焊缝金属纯净,具有较低含氧量和含氢量,因此在较高的强度下,可获得很好的低温冲击韧性,与BHM—8组合抗拉强度为550MPA以上,-60℃的冲击吸收能量达到100J以上。

焊切设备
新型全数字焊接电源TD系列
北京时代科技股份有限公司研制的TD系列:TDZ手工直流弧焊机系列、TDW直流氩弧焊机系列、TDN半自动气保焊机系列。其中TDW具备手工、直流氩弧、脉冲氩弧、氩弧点焊功能,具备故障智能检测功能,丰富的功能扩展接口,方便实现与各种自动焊设备的联动,采用模块化设计,提高了产品一致性,便于产品升级换代和维修,风冷系统采用温控技术,有效地降低待机损耗及风噪,可选多种焊接引弧方式。

大型高功率激光焊接成套设备
无锡汉神电气有限公司研制的此套设备为模块组合式激光系统,客户可根据加工需求选择不同功率的光纤激光器,以及切割系统、激光焊接系统、填丝激光焊接或复合焊接系统。设备专用于大尺寸零部件的激光加工,最大工作范围40m×5.5m×1.2m,此大型激光系统尚属国内首创。

PulseMIG—350/500焊机
山东奥太电气有限公司研制的Pulse MIG—350/ 500具有超高性能的多功能脉冲MIG/MAG焊机,超凡的焊接性能体现在焊接铝及其合金时随心所欲的感觉,在愉悦的心情中高速高质完成工作任务。独特设计机器人配套接口的模拟、数字功能模块,高性能高可靠性,已成功与国内外多家机器人厂家建立战略合作伙伴关系。

“三电弧双丝焊接方法”TRI-ARC
深圳市瑞凌实业股份有限公司研制的TRI—ARC除了在每根焊丝与焊接工件建立常规的焊接电弧之外,还在两根焊丝之间产生了一个间接的第三电弧,其革命性在于突破了焊丝熔敷率与焊接热输入在常规电弧焊接方法中的矛盾和焊接难以稳定的问题。“TRI-ARC系统”兼容性超强,可内置焊接专家系统,故障在线诊断,并与个人PC及移动互联联网进行互联实现系统在线升级及专家系统更新等。

仿真焊接机器人
伏能士(上海)商贸有限公司研制的该款机器人是针对机器人软件工程师的焊接训练器。利用这种仿真平台,机器人焊接学员可以更多地接触到焊接操作,而不受设备安全性或缺少焊接装备的限制。系统会告知用户其机器人编程或焊枪操作是否正确。如果系统识别到与理想焊枪标准存在偏差,则仿真导师会提供具体的说明,指导应执行哪种纠正动作。在随后的仿真步骤中,系统会提供焊缝图,从而直观地展示焊接结果。训练课程中收集的数据可保存以记录进展,存储后可供进一步分析。

JX200系列机器人
安川首钢机器人有限公司研制的JX200机器人具有以下特点: ①机器人除了运动范围更大和速度更高之外,其示教盒具有示波功能,能够显示焊接的波形控制。②机器人可以对减速机的寿命进行预测,使用户可以提前对机器人的减速器进行维修或更换准备。③控制器改变了传统的机器人尖端为监控对象的模式,而是以机器人本体整个机身及搭载物品为监视对象,更加全面地防止了机器人与周边物体碰撞与干涉,这使机器人的布置更加紧凑,并最大限度减小安全栏的尺寸。而且无论用户如何设置程序,有了这个功能,机器人的运行都不会超出安全区域范围。

FG系列机器人
唐山松下产业机器有限公司生产的该系列机器人具有焊枪电缆外置型、内藏型、分离型三种,该系列产品的基本3轴(TR/UA/FA)的最大速度平均提升达22%。轨迹精度提高16倍,标配有焊接导航功能,全数字电源与控制器融合设计,综合性能大幅度提高。MIG/MAG焊接可专用于碳钢、不锈钢、镀锌板的焊接。
标准节焊接工作站
上海新时达机器人有限公司研制的该工作站采用焊接机器人SR18L8(臂展1900mm),配以机器人行走轴和2个附加轴,保证焊接效率和焊接率。同时,自主研发的机器人接触寻位和电弧跟踪功能保证焊接的准确性,多层多道功能让复杂的示教变的简单。为了最大效率的利用机器人及工作场地,标准节焊接工作站采用一台机器人倒挂行走,地面双1轴变位机模式。双工位的设计,使得一工位在焊接时,人工能对另一工位上下料,机器人的倒挂行走则加大机器人的工作空间,提高焊接率。

Kemppi ARC System 3
肯倍贸易(北京)有限公司研制的Kemppi ARC System 3 是一款全新的模块化软件解决方案,能够更好地进行焊接管理。客户可以在度身定制的工具箱中选择模块,用于质量、项目管理或生产效率等生产流程任何部分的开发。Kemppi ARC System 3 采用肯倍全新的 TWXM 解决方案理念,并于最近采用 2013 年 12 月收购的挪威 Weldindustry AS的焊接质量和记录软件 WeldEye®而得到完善。

高端气保护焊机DIGIWAVE II
法国液化空气焊接集团杭州沙福奥林康焊接切割有限公司研制的该款产品体现了最新一代焊机技术,完美地契合您的个性化使用要求。它设计精巧,彩色屏幕以及采用最新技术的革新性通信界面使它成为迄今为止最先进的焊接设备。

