整体厂房治理技术在焊接车间的应用
2015-12-27陈隆胜郑中平
陈隆胜 郑中平
1. 整体厂房治理概述
焊接过程中产生的有害物质存在形式有气态和颗粒状态两种;颗粒状态物质以微小的固体颗粒弥散在空气中,可进入呼吸系统的颗粒能渗入肺泡内,其尺寸可达10μm,以往称之为“粉尘”。焊接产生的悬浮在空气中的颗粒非常小,一般尺寸<1μm(大多数情况下<0.1μm,属于PM2.5范围的微粒), 因此是“可呼吸”的,并称之为焊接烟雾。
焊接烟尘的治理是一项国际性技术难题。主要表现在:产尘点分布随机,无组织排放,造成捕捉困难。焊接烟尘直径在0.01~5μm,过滤困难。需要控制焊点区域的风速。另外,还要除尘和控温控湿结合,降低系统能耗。
现代工业厂房的环境要素主要包括:
(1)温度 考虑加工工艺、夏季防中署和冬季防寒的要求。
(2)湿度 焊接加工、涂胶等工艺对湿度的要求,人体舒适度对湿度的要求。
(3)净度 即洁净度,根据生产工艺和粉尘、毒物特征,采取防尘防毒通风措施控制其扩散,使工作场所各种有害物质浓度达到国家环保标准要求。
(4)鲜度 在相对封闭的车间,必须补充一定的新风,以保持车间空气的新鲜度。
(5)静度 即安静度(噪声),对工作场所操作人员每天连续接触噪声8h的,噪声声级卫生限值为85dB(A)。
整体厂房治理技术(置换通风)始于30多年前,最初在北欧运用,占据了北欧国家90%的工业空调市场和75%的民用空调市场,然后逐渐在美国、日本等国家众多工业厂房中开始运用,原理如图1所示。
在焊接车间由于在高度上具有稳定的温度梯度,如果以较低的风速,将温度较低的新鲜空气直接送入室内工作区,低温的新风在重力作用下先是下沉,随后慢慢扩散,在地面上形成一层薄薄的新鲜空气层。而室内热源产生的热气流由于浮力作用而上升,并不断吸卷周围空气。这样在后续新风的推动作用下和顶部抽风口的抽吸作用下,地面上方的新鲜空气缓缓上升,形成向上的均匀气流类,于是工作区的含烟含尘空气为后续的新风所取代。当达到稳定后,在室内由于浓度差而形成两个区域:上部为混合区,下部为向上流动的洁净区。
系统由空气处理系统、冷热源系统、送/回风系统和控制系统四大部分组成,如图2所示。
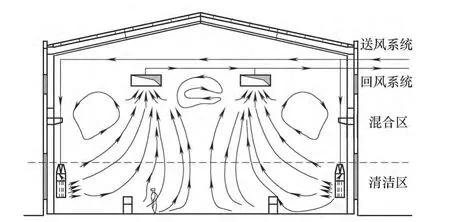
图1 置换通风原理
2. 整体厂房治理技术可以实现的功能
(1)除尘 根据粉尘性质,采用不同治理形式和过滤材料,能有效去除厂房中多种粉尘。
(2)制冷 冷源可采用风冷制冷机组。
(3)采暖 可与采暖结合在一起,室内不需另设采暖系统,热源可采用电、天然气、热泵、热水及蒸汽等。
(4)控湿 夏季采用冷冻除尘湿,冷凝热回收技术,无需再热热源,节约能耗。冬季采用蒸汽等加湿,确保厂房湿度满足工艺和舒适度要求。
(5)异味净化 根据不同有害气体,采用活性碳,低温等离子、高效光子、高能离子等净化技术去除车间异味。
(6)新风 系统能自动控制,根据室外状况,调节新风比例,0~100%新风运行,节约能耗,有效改善室内品质。
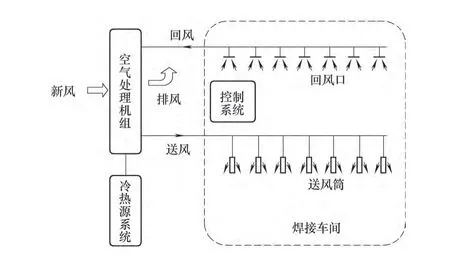
图2 结构
3. 凯天整体厂房治理技术优势
(1)下侧送顶回的气流组织方式,空气龄小,滞留时间短,新鲜度高,换气效率高,接近100%,通风效率高,大于1。
(2)系统不受焊接工件大小的影响,不受焊接工位变化的影响,能极大提高生产效率。
(3)采用高效过滤器,过滤精度完全达到室内排放标准,室内空气可以循环,避免直排造成室内冷量/热量能源的浪费。
(4)彻底解决烟尘净化问题,不会对大气造成二次污染。
(5)所需风量只是传统混合送风形式的一半,运行能耗大幅度降低。
(6)自动化程度高,采用PLC控制,具备友好的人机操作界面,使用方便。
4. 铝合金焊接厂房实例
青岛四方庞巴迪铁路运输有限公司铝合金厂房除尘除湿控温系统工程:铝合金焊接厂房总治理面积46 872m2。总共采用了凯天环保17台80 000m3/h和3台90 000m3/h组合式除尘除湿空气处理机组,冷源采用20台风冷制冷机组,单台制冷量440kW,冷凝热回收量200kW,冬季新风加热采用直燃式燃烧器,加热量为200kW。实现了如下目标:
(1)车间内4.5m高度以下工作区域粉尘浓度≤4mg/m3。
(2)厂房夏季室内温度24~28℃,全年相对湿度≤65%(4.5m下工作区域),冬季温度≥15℃(以车间正常供暖为前提,机组只对新风加热)。
(3)在焊接区域的风速≤0.5m/s(送风口的面风速在2m外要降低到0.5m/s以下),不影响焊接。

图3 发烟效果

图4 系统启动15min后效果
5. 碳钢焊接厂房应用实例
鸡西煤矿机械有限公司铆焊车间,治理面积约1 512m2,车间行车轨道高9m,厂房顶高14m,采用凯天环保整体通风除尘系统工程。系统采用了1台100 000m3/h组合式除尘空气处理机组,冬季新风加热采用电加热器,加热量为160kW。效果对比如图3、图4所示。实现了如下目标:
(1)车间内4.5m高度以下工作区域粉尘浓度≤4mg/m3。
(2)冬季温度≥15℃(以车间正常供暖为前提,机组只对新风加热)。
(3)在焊接区域的风速≤0.5m/s(送风口的面风速在2m外要降低到0.5m/s以下),不影响焊接。
