690MPa级金属粉芯型无缝药芯焊丝的研制
2015-12-27张晓冯兆龙郭纯曾志伟
张晓 冯兆龙 郭纯 曾志伟

随着技术不断进步,目前在低温条件服役的焊缝金属要求具有良好的低温冲击韧性,屈服强度>690MPa的钢种已在相应工程中应用,这就要求配套的药芯焊丝需要满足与之相应的强度及韧性。金属粉芯药芯焊丝近年来获得了较大发展,但对于高强钢焊接而言,采用普通的有缝药芯焊丝抗吸潮能力差,扩散氢很难控制在H3(3mL/100g)以下,给生产过程带来一定困难。因此我公司组织开发了屈服强度690MPa级金属粉芯型无缝药芯焊丝。
1. 生产流程
传统的药芯焊丝一般为有缝的,钢带通过预成形、加粉、合口及减径等,从而成为最终的产品。我单位自主研发的无缝药芯焊丝采用在线填粉焊合的方式加工制造,通过焊合使焊丝成为一个完整的填充药粉的无缝管,然后退火拉丝,整个制造过程自动化程度高,生产稳定效率高,主要生产工艺流程如图1所示。
无缝药芯焊丝特殊的制造工艺使得它与有缝药芯焊丝对比,具有以下优点:① 抗吸潮性能好,即使长期存放在潮湿环境下,使用前也无需烘干。②扩散氢含量<3mL/100g。③焊丝表面镀铜层提高了焊丝的导电性。④形状均匀、刚性好,送丝稳定,可用于双丝焊送丝。⑤无缝药芯焊丝送丝过程中不产生扭曲,适用于机器人焊接。

图 1 无缝药芯焊丝生产工艺流程
2. 超低的扩散氢含量
我公司SRSF690M无缝药芯焊丝在正常放置半年后,测试的熔敷金属扩散氢含量如表1所示。扩散氢测试采用气相色谱法,环境温度和湿度:20℃×60%RH,焊接电源为DC反接,焊接电流240A,电弧电压27V,保护气体为80%Ar+20%CO2。

表 1
3. 改善焊接电弧稳定性
金属粉芯药芯焊丝兼具药芯焊丝和实芯焊丝的优点,熔敷效率高,同时焊缝表面无挂渣、飞溅小。通过调整配方中稳弧造渣材料,改善焊接工艺性。焊丝在配方设计过程中优化了Na2O、K2O、LiF及Na2SiF等易电离稳弧物质在配方中的比例,使得焊丝在较为宽泛的电流电压范围内能达到喷射过渡状态,实现基本无飞溅焊接,大大降低了焊后打磨需求。
金属粉芯无缝药芯焊丝熔滴过渡基本为小颗粒喷射过渡。
4. 改善熔敷金属冲击吸收能量
由于氧对焊缝组织性能有较大影响,所以一般药芯焊丝配方通常填加Al、Mg、Ti及稀土等强脱氧元素,但过渡的脱氧会恶化焊接工艺性。无缝药芯焊丝的优势是可以添加CaSi等强还原元素,达到独特的脱氧效果,在保证工艺性的同时,提高焊缝的冲击吸收能量。
本文通过调整CaSi在焊材配方中的比例,获得两种不同含氧量的熔敷金属组织(见图2)。由图2可看出:低含氧量焊丝熔敷金属组织以粒状贝氏体为主,同时存在少量的针状和块状铁素体,无规则分布于粒状贝氏体之间(见图2a)。粒状贝氏体组织较粗,铁素体基体呈块状,尺寸较大,M-A岛呈颗粒状,弥散分布于铁素体基体上。高含氧量焊丝熔敷金属组织以针状铁素体为主,针状铁素体尺寸较细小,呈短棒状,尺寸各异,长度大多在10μm以下,宽度在1μm左右。针状铁素体之间相互交错,取向随机,相邻铁素体呈大角度晶界(见图2b)。针状铁素体之间分布着一些粒状贝氏体,由于被局限于狭小空间生长,粒状贝氏体尺寸较为细小,呈块状。
不同氧含量的熔敷金属组织都主要由针状铁素体和贝氏体组成,组织之间的差异主要表现为针状铁素体和贝氏体在不同氧含量的熔敷金属中所占比例不同,和不同组织之间针状铁素体的尺寸、长宽比以及贝氏体的基体形态和碳化物分布不同。
5. 焊丝力学性能测试
为考察所研制金属粉芯型无缝药芯焊丝的力学性能,选用SRSF690M 作为试验焊丝,板材为屈服强度>690MPa的TMCP 钢板,厚度为20mm 。焊接参数如表2所示,熔敷金属化学成分及力学性能如表3、表4所示。对接接头力学性能如表5所示

表2 焊接参数

表3 熔敷金属化学成分(质量分数) (%)

表4 熔敷金属力学性能测试

表5 对接接头力学性能测试
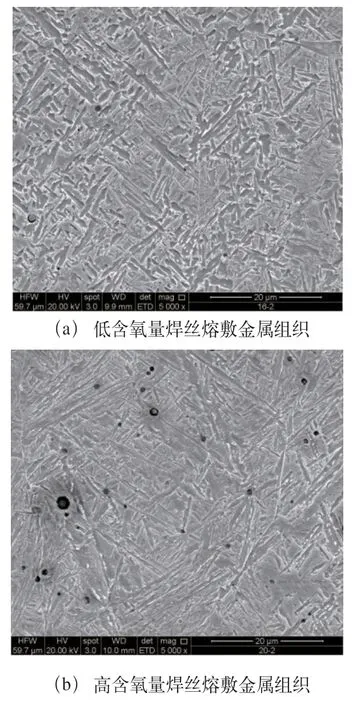
图2 不同含量氧的熔敷金属组织
6. 结语
我公司所研制的金属粉芯型无缝药芯焊丝SRSF690M(E110CK4—H4),经检测,力学性能稳定,工艺性能优良,满足设计指标要求,具有良好的综合性能。
