坦桑尼亚X65海底管道焊接接头的喷淋工艺
2015-12-27毛静丽胡艳华王虎刘智滕照峰高蕊
毛静丽 胡艳华 王虎 刘智 滕照峰 高蕊

1. 概述
目前,在铺管船法进行海底管道铺设施工时,国内外均采用喷淋工艺对焊接接头进行冷却处理。但是在高温状态下,冷水喷淋有可能对焊缝组织进行淬火处理,从而影响其金相组织及接头性能,因此需通过试验研究,确定喷淋水的流量等工艺参数,控制冷却速度,使焊缝组织合理,进而保证接头性能达到规范的要求。
本文依托于坦桑尼亚海底管道CRC双焊炬自动焊施工工程,通过喷淋试验,确定基于CRC双焊炬自动焊的喷淋工艺参数(包括焊后喷淋时刻、喷淋持续时间、喷淋流量等),以达到控制焊接接头冷却速度,确保焊缝金相组织及硬度合理,进而保证焊接接头各项力学性能指标符合技术规格书和相关标准要求。
2. 未喷淋的海底管道焊接接头组织和硬度分析
根据坦桑尼亚海底管道铺设工程要求,铺设管道为海底天然气管道API 5L X65 PSL2,φ610mm×22.2mm。按照拟定的焊接方法,φ610mm×22.2mm的钢管采用双焊炬自动焊工艺,坡口为U形复合坡口。考虑到焊接过程中,热电偶容易在焊工打磨过程中破坏失效,故在焊接接头的0点、3点与6点位置表面均镶嵌了两根热电偶,由此焊接过程中可最多同时检测到6个不同位置的瞬时降温温度,并通过温度测试仪的实时监测与数据同步传输得到整个焊接过程的温度冷却循环曲线。
如图1所示,20℃室温环境条件下,焊接过程中海底管道焊接接头处的最高温度可达900℃左右,收弧后焊接接头不同位置的温度一般在200~300℃。考虑到收弧后打磨焊道接头及局部修整需1~3min,此时管接头温度可降至180~220℃,自然冷却至AUT工作所需的温度(50℃)需要40~80min。由此可以看出,自然空冷条件下,焊接接头的冷却速度较低,冷却时间较长,不能满足海底管道快速铺设的海上施工作业要求。按照图2所示测试焊接接头HV10硬度值,未喷淋的焊接接头硬度、金相组织及其CTOD值分别如表1、图2和表2所示。
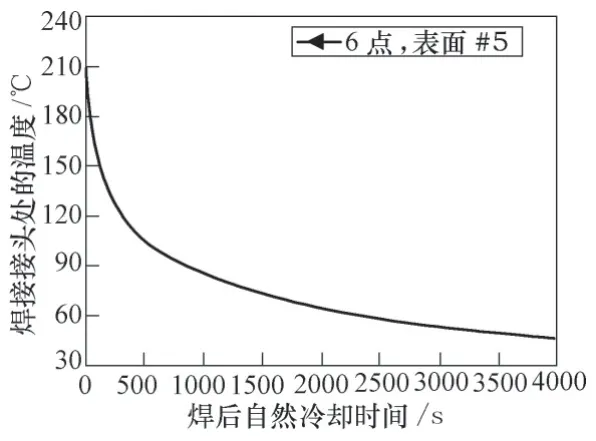
图1 焊后自然冷却曲线
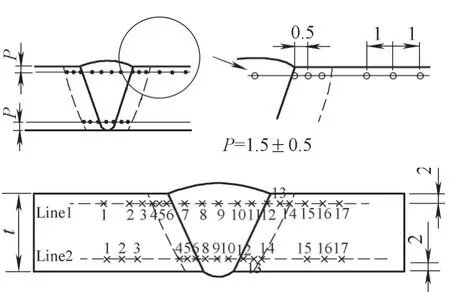
图2 硬度测试点分布
综上可知,未喷淋条件下,海底管道焊接接头的硬度值均<250HV,满足标准要求;通过金相组织分析可知,焊接接头焊缝区组织为铁素体+珠光体+贝氏体,HAZ区组织为铁素体+珠光体(见图3);未喷淋条件下,6个CTOD试件的焊缝和热影响区CTOD值均大于API 1104的要求0.05mm,CTOD值满足标准要求。
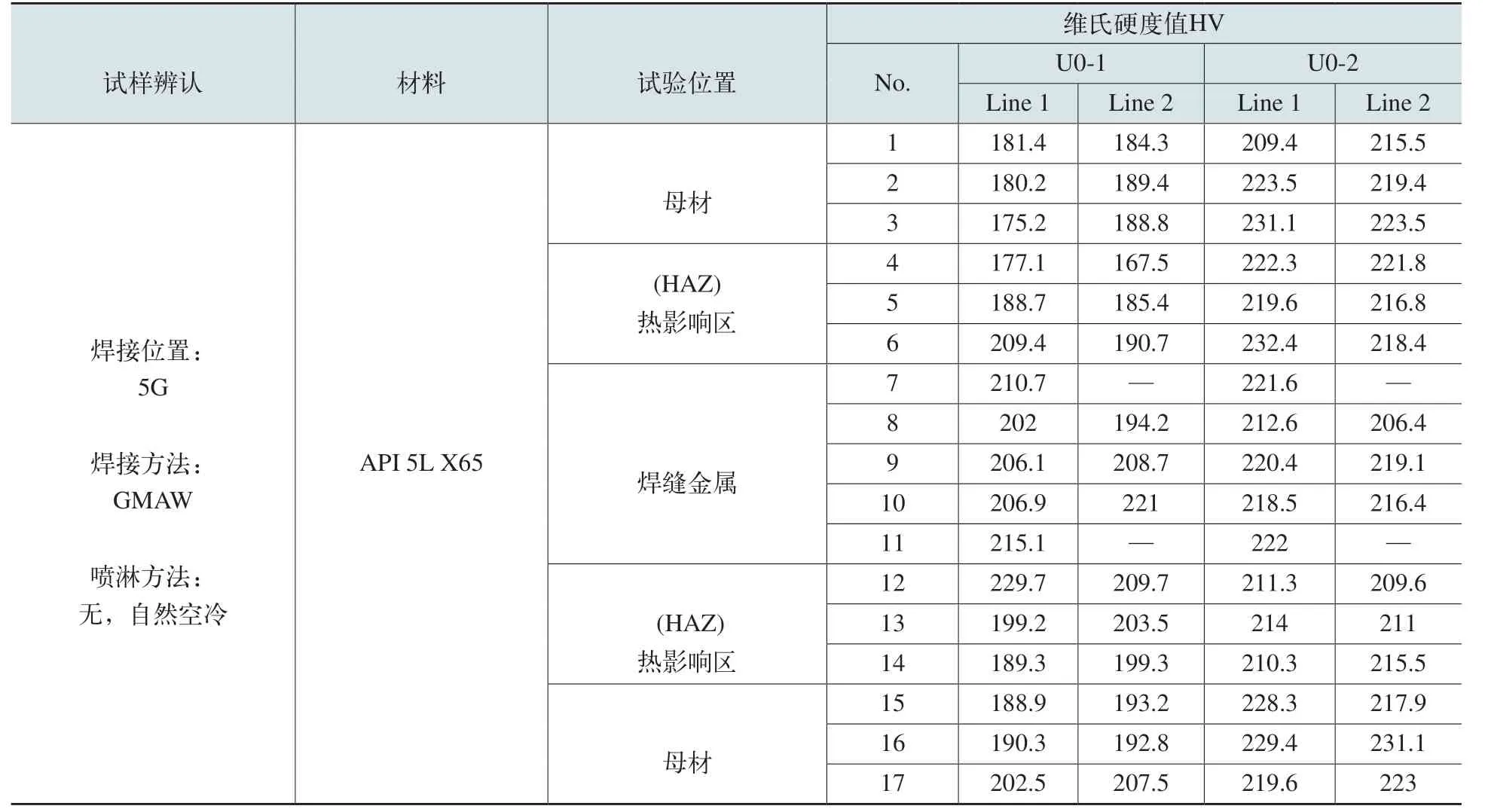
表1 未喷淋的焊接接头硬度

表2 CTOD试件的断裂韧度试验结果(5℃)

图3 F610mm×22.2mm 钢管焊接接头组织

图4 施工现场的喷淋装置
3. 喷淋工艺技术研究
(1)喷淋装置的功能与特征 海底管道铺管船法铺设施工过程中,喷淋装置(见图4)的主要功能是根据海底管道铺设流水作业中焊接施工工艺要求以及施工现场技术规格书的规范要求,通过人工实时干预对海底管道焊接接头进行快速冷却降温,有效缩短焊缝冷却时间和后续AUT(自动超声波检测)无损检测的等待时间,实现铺管船作业线上海底管道铺设施工的流水化作业与施工工序的合理衔接,从而有效提高铺管船作业的施工效率,缩短海上作业施工周期。该装置一般主要包括:不锈钢水箱、喷淋泵、回水泵、溢流阀、高低液位计、流量瞬时及累计记 录仪、喷淋头、控制系统、集水槽及管道等。
针对铺管船的作业线布置情况、海底管道的施工特点以及焊接接头的力学性能要求,该装置采用先进的液面反馈传感、喷淋头阵列交叉、多重过滤吸附等技术,使喷射覆盖均匀、喷淋水自动回收、遥控近控兼有;采用多点定向镶嵌温度传感测试技术,制定快速降温曲线,结合铺管施工流程,制定基于喷淋的焊接参数,可使焊接接头在1min内快速冷却至50℃以下,且接头性能满足规范要求,与自然空冷(约需2h)相比,可大幅提高施工效率。在试验过程中,冷却水储存于水槽中,利用固定安装在水槽中的水泵将水输入支架上的水箱中(也可不用水箱,将水槽直接与水泵和出水管喷头相连),试验人员通过调节水阀大小来调节水的流量,安装在出水管上的流量计可直接读出冷却水的流量大小,根据不同流量情况下对应的焊缝组织和性能,确定最佳的喷淋工艺参数。
(2)喷淋工艺措施 根据X65和X70高强管线钢典型的CCT(连续冷却转变曲线)图可知,合理控制冷却速度,可避免马氏体的出现,保证焊缝的韧性。当焊接接头在300℃以下时,无论多大的冷却速度都不会导致马氏体淬硬组织的出现,因此,此时喷淋流量可尽量大,以快速冷却降温,而不会降低焊接接头的韧性。
试验过程中,首先将喷管支架架于两根钢管的接头处,然后将喷管平稳的放在支架上,打开水阀,并握紧喷管一端,在30°范围内前后转动喷管,以使钢管沿轴向均匀冷却。将水阀调至50~200L/min流量时,焊后2~5min开始喷淋,喷淋持续时间30~150s,可使海底管道焊接接头从焊后180~200℃,起喷时刻的90~120℃迅速降至30~50℃。其冷却曲线如图5所示。
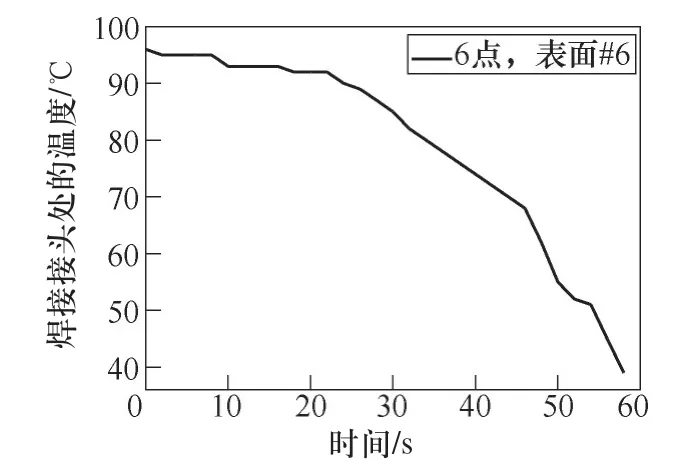
图5 喷淋后的焊接接头冷却曲线
4. 结果分析
按照图2所示测试各点硬度并进行金相组织分析,喷淋后的焊接接头硬度、金相组织及CTOD值分别如表3、图6、图7和表4 所示。

表3 喷淋的焊接接头硬度

图6 F610mm×22.2mm钢管接头组织(试样编号U4)
通过对比可知,采取试验中确定的流量来进行冷却,海底管道焊接接头的金相组织、硬度及其断裂韧性等指标都基本相同,不会发生变化。
5. 结语
通过配备适用于铺管船流水作业线工位设置的喷淋装置,对照连续冷却转变(CCT)曲线图,合理控制焊后喷淋时间,选取合适的喷淋工艺参数,可开发一套合理的喷淋工艺技术。采用该工艺,可使焊接接头在1min内快速冷却至50℃以下,满足海底管道焊后AUT快速探伤的要求。与未喷淋的焊接接头相比较,喷淋后,海底管道焊接接头的金相组织、硬度和断裂韧性等指标基本一致,对接头性能未产生明显影响,可确保焊接接头的焊接质量满足相关标准规范要求。

图7 F610mm×22.2mm钢管接头组织(试样编号U5)

表4 CTOD试件的断裂韧度试验结果(5℃)
