烧结烟气脱硫哈氏合金管道的焊接
2015-12-27李勇
李 勇
(攀钢集团攀枝花钢钒有限公司炼铁厂,四川 攀枝花 617000)
烧结烟气脱硫哈氏合金管道的焊接
李 勇
(攀钢集团攀枝花钢钒有限公司炼铁厂,四川 攀枝花 617000)
攀钢炼铁厂将二期烧结烟气脱硫烟道与吸收塔连接段管道由原管材316L不锈钢改为哈氏合金C-276,以改善其耐腐蚀性能。在改装过程中采用了钨极氩弧焊,并加强了焊接的保护措施,保证了焊接质量。
管道改造;哈氏合金;钨极氩弧焊
攀钢炼铁厂烧结系统(二期)工程烟气脱硫,烟气处理量1200000m3/h。系统中的烟道与吸收塔连接管长度约12m,原管道材质为不锈钢316L,规格为ф310mm×10mm;由于工作介质腐蚀性特别强,造成该段管道每2个月就因为腐蚀穿孔而停产更换,为了提高其抗腐性能,2014年2月工厂决定将管道材质由316L不锈钢改为规格为ф300mm×6mm的哈氏合金C-276管道。
一、哈氏合金C-276的性质及焊接特点
1.哈氏合金C-276的性质
超低碳型镍基哈氏合金(Hastelloy C-276)国内牌号NS334,是一种含钨的镍-铬-钼锻造的合金。它以极低的硅、碳含量,特殊的物理、力学和耐腐蚀性能,在200~1090℃能耐各种腐蚀介质的侵蚀。因此在化学、石油工业等较为苛刻的工作环境中得到了广泛的应用。哈氏合金C-276的化学成分见表1。
2.哈氏合金C-276的焊接特点
(1)与不锈钢相比,哈氏合金C-276的导电率和导热系数都很低,而电阻率和热膨胀率却很高,使整个熔池流动性差、穿透力小、熔深浅且易形成未焊透。对焊接热裂纹较为敏感,气孔生成的几率偏高,焊缝区有产生晶间腐蚀的倾向。为防止焊缝和热影响区的晶粒长大及碳化物的析出,一般需采用较小的焊接热输入量焊接。所以在焊接时应采用中等电流、焊速较快,通过减少高温停留时间来控制焊接热输入量;再次,C-276合金线膨胀系数大,具有较高的热裂纹敏感性,焊接时易产生热裂纹,如凝固裂纹、多边化裂纹和高温失塑裂纹。因此需保证首层焊道外表面呈内凹的形状及填满弧坑,以有效防止热裂纹的产生。

表1 哈氏合金C-276化学成分 %
(2)哈氏合金C-276的焊接工作在环境温度高于15℃焊接时不需要预热,但为了防止焊缝和热影响区的晶粒长大和碳化物的析出,应控制低的层间温度,一般不超过90℃。由于敏化温度区内晶界易发生贫Cr、Mo现象,导致晶间腐蚀和应力腐蚀倾向发生,应避免焊接区在高温停留时间过长,注意快速冷却即可防止腐蚀倾向。焊接快速冷却时,焊缝中的气体若来不及逸出,就易形成气孔。因此焊前要彻底清理坡口及附近的氧化层、各种涂料、油污等,以防气孔的产生。
二、焊接工艺
1.设备及焊材
焊接工艺采用手工钨极氩弧焊焊接。焊接设备选用WS-400逆变式氩弧焊机,该焊机可避免划弧时带来的夹钨缺陷,同时具有的电流衰减特性,使熄弧后熔池长时间处于气体保护中。焊丝选择ERNiCrMo-4,ф2.5mm;ERNiCrMo-4焊丝化学成分见表2。钨极选用ф2.5mm的铈钨极,保护气体采用高纯度氩(99.99%)。

图1 坡口角度

表2 ERNiCrMo-4焊丝化学成分 %
(2)坡口加工。
管道坡口角度如图1所示,坡口采用等离子切割机进行加工,下料后将毛刺及熔渣打磨干净,组对前将焊件坡口及两侧各30mm的内外表面油污、漆和其他杂物清除干净。用不锈钢丝刷打磨出金属光泽,然后用刮刀修整坡口的毛刺和钝边,之后再用不锈钢丝刷打磨光滑,避免清洗时挂丝。
(3)坡口清洗。
①坡口清理用工具与坡口直接接触部位的材质采用无铁专用清理工具,且保持所用工具的清洁。
②使用丙酮进行脱脂处理。
③脱脂处理后先用棉质布料擦干水分或杂质,然后用不含棉布料将附着在焊件表面的棉纤维擦掉,防止棉纤维对焊道的污染。
④焊丝使用前使用不锈钢丝刷、丙酮去除表面的油脂及杂物,并在规定的放置时间内使用。
(4)管口组对。
①定位焊缝采用与正式焊接相同的焊接材料及焊接工艺,根据该管道在预制间采用水平转动位置焊接的实际情况,确定组对间隙为2.5mm。
②采用手工钨极氩弧焊,每道焊口沿圆周均匀点焊4处,每处点固长度20~30mm,高度不超过壁厚的2/3。同时要将定位焊的焊缝两端打磨成带斜坡的凹槽,以使接头部位能熔合良好。
③定位焊接在全保护下进行,定位焊缝不能有裂纹、气孔、夹渣及氧化变色等缺陷,当发现缺陷时应及时消除。
2.焊前准备
(1)场地要求。
由于C-276管道在烟道与吸收塔连接段之间采用两段法兰活套连接,所以焊前做了如下准备:预制间要求平整、洁净、干燥,严格控制粉尘等污染和空气对流;焊接劳保用品保存在预制间;氩气输送管采用塑料软管,不使用橡胶软管,防止焊口被橡胶颗粒污染;焊接时采用ф20mm的大直径喷嘴保护熔池,喷出的氩气能够保持稳定的层流状态,焊接时喷嘴距焊件的距离尽可能小,以获得良好的保护效果。
3.焊接工艺参数及焊接操作要点
(1)焊接工艺参数。
C-276的焊接电源采用直流正接,焊缝层次为三层,焊接工艺参数见表3。
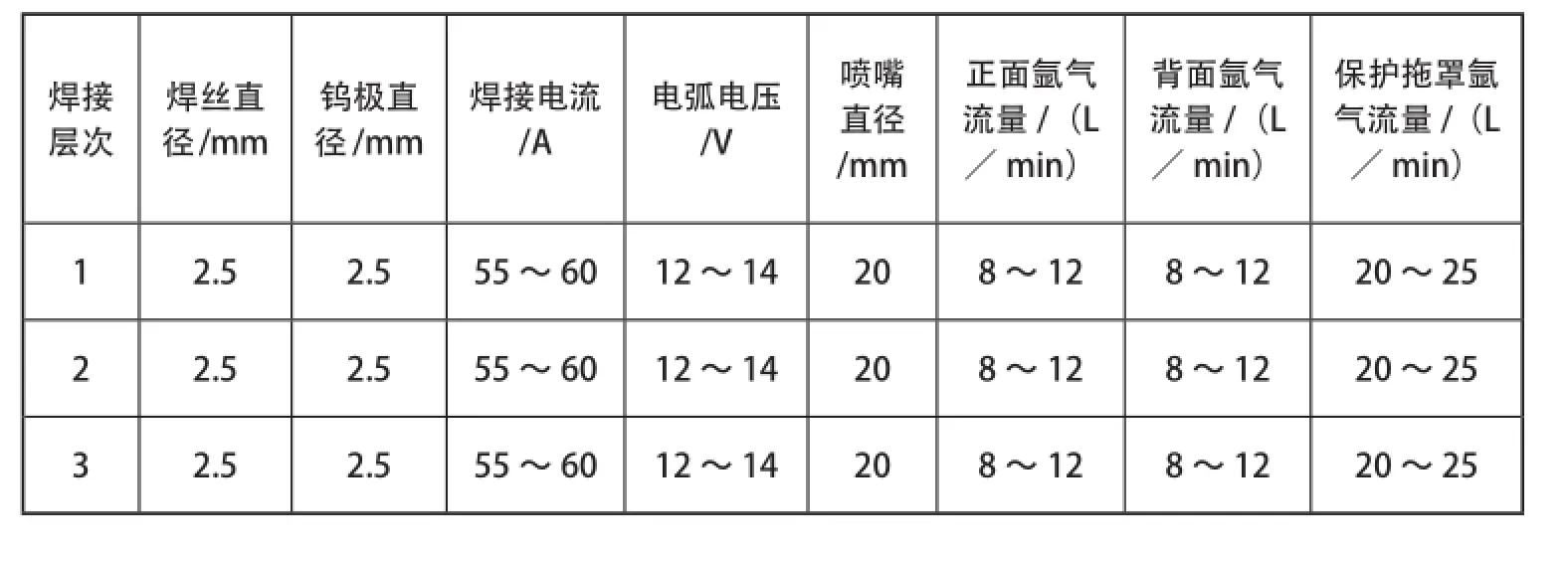
表3 焊接工艺参数
(2)焊接操作要点。
①正式焊接前,对定位焊接好待焊接的焊口,都用自粘胶带对坡口进行密封,在管子两端采用木塞密封,其中一木塞中间插入充氩管预先通氩气10min进行置换后,使用配不锈钢丝刷的角向磨光机,再对待施焊的一道坡口清理一遍,清除掉一些不可见的附着在坡口表面的氧化物和其他杂质,并用丙酮清洗后方可进行焊接作业。
②焊接过程中,在焊枪后面增加一个通氩保护拖罩(拖罩宽为40mm,长为80mm),同时在管内要充氩保护。在焊接过程中,拖罩和喷嘴的距离始终保持在20~30mm范围内,当焊接结束后,拖罩保护和管内充氩保护不能立即结束,必须等焊缝温度降至200℃以下,才能停止送气。
③为了保证焊接过程中热量不集中,焊接时采用分段焊接,分段长度为100mm左右,每一分段焊接停止后,冷却到手摸不烫,严格保证焊缝层间温度不高于90℃。
④钨极的伸出长度要短,以不妨碍观察熔池为限;氩气流量要适中,流量过大不容易形成稳定的气流层,反而会在保护区内形成紊流,使有害气体浸入熔池,另外,过大的气流使得熔池冷却速度加快,焊缝表面容易出现裂纹;过小的气流保护不到位,达不到保护效果,焊缝打底焊时,背面氩气流量不宜过大,否则会影响正面保护效果。
⑤焊接过程中电弧保持稳定,防止钨极与焊件或焊丝接触造成夹钨;打底层采用短弧焊、快速焊,焊枪和焊丝采用直线移动,不作摆动。盖面层焊枪也只能作微幅慢速摆动。
⑥焊丝端部在焊接过程中不能脱离保护范围,否则焊丝端部会被氧化,如发现焊丝端部已经氧化,须将氧化部分去除然后才能使用。
⑦焊接时,确保起弧与收弧的质量,起弧和收弧点必须是在坡口内进行,收弧时必须将弧坑填满。送丝的时候不能将焊丝快速地一送一抽式移动,应当慢速均匀地将焊丝往熔池里面填,否则会造成保护气体紊乱,影响保护效果。
⑧盖面层焊接前,必须再次用配不锈钢丝刷的角向磨光机进行层间彻底清理以及管内充氩保护,在焊接过程中,层间温度不得高于90℃。盖面层的焊接,层间接头应相互错开。
⑨焊接结束或中断焊接前,应在关掉高频开关后,保持焊炬不动,慢慢熄灭电弧直至中断,之后让喷嘴与保护拖罩仍然在原焊接位置停留,焊接结束后,焊接区的温度降至200℃以下才能停止管内充氩保护并取下拖罩。
⑩焊接时焊接现场(预制间)始终保持干燥、清洁,环境温度应控制在15℃以上,确保时焊接区域没有空气对流。
4.焊后检查
该段管道一共9道焊口,外观检查无气孔、裂纹、未熔合等缺陷,焊缝颜色大部分为银白色,少部分为淡黄色和金黄色,证明保护效果好。经100%X射线探伤和1.25倍压力试验,合格率均为100%。
三、结语
实践证明,在二期烧结烟气脱硫工程中哈氏合金C-276管道采用钨极氩弧焊焊接工艺切实可行,焊缝性能能够保证。改造后自2014年2月至今运行良好。
[1]陈恭珉.哈氏合金及其应用[J].上海化工,2004(10):55-56.
[2]王致宏.哈氏合金设备的设计与施工[J].化肥设计2003.
[3]乐精华.耐蚀阀门用哈氏合金[J].阀门,2003(1):34-36. [4]焊接手册第二卷[M].北京:机械工业出版社,2001.
[5]英若彩.熔焊原理及金属材料焊接[M].北京:机械工业出版社,2011.
TG44
B
1671-0711(2015)03-0055-03
2014-12-10)