不锈钢微丝拉丝机问题分析及改进
2014-04-21刘金涛
刘金涛
(大连金玛硼业科技集团有限公司,辽宁大连116600)
0 引言
不锈钢丝是一种应用广泛的工业原材料,主要应用于编织丝网、电子产品、纺织、印刷、化工、计量等各个方面,随着不锈钢丝应用领域的不断扩展,对不锈钢丝性能及几何尺寸的要求也越来越高,在不锈钢丝领域中又逐步拓展了新的品种——不锈钢微丝,市场对不锈钢微丝长度及其圆柱度又提出了更高的要求,直径0.05 mm以下,长度100 km不断。
所谓不锈钢微丝是指截面直径在0.05 mm以下的不锈钢丝,不锈钢微丝的生产过程:用直径比较粗的软态(经过退火)的不锈钢丝,在不锈钢微丝拉丝机上,经过多道内孔逐渐减小的不锈钢拉丝模具,对不锈钢丝进行拉伸,在拉伸过程中,不锈钢丝的直径逐步减小,直至达到所需要的尺寸。
1 传统的不锈钢拉丝机
1)传统的不锈钢拉丝机主要结构如图1所示。
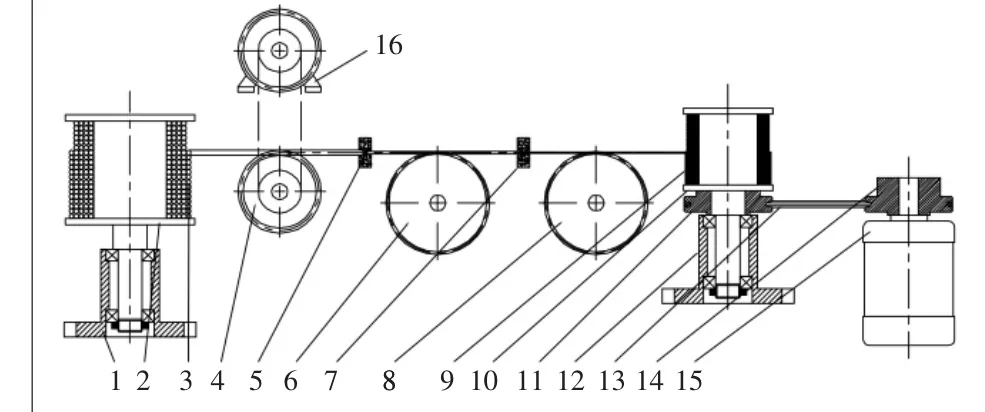
图1
2)工作原理。
先将缠绕有不锈钢丝原料线盘2放置于轴承座1上,使不锈钢丝缠绕输送辊4上,然后再通过拉丝模5,在拉丝辊6的拉伸下,不锈钢丝的直径将会变细,完成第一次拉伸;再将拉伸后的不锈钢丝通过拉丝模7,在拉丝辊8的拉伸下,不锈钢丝的直径再次变细,完成第二次拉伸,以此类推,经过多次拉伸后,不锈钢丝的截面直径逐步减小,直至达到所需要的尺寸。把达到需要尺寸的不锈钢丝产品9缠绕于产品线盘10上,由电动机15上的带轮14通过与三角带13的摩擦力带动带轮11转动,带轮11再带动产品线盘10转动,随时将已经拉伸好的不锈钢丝缠绕于产品线盘10上,完成整个生产过程。
3)易出现的问题。
采用传统的不锈钢拉丝机生产不锈钢微丝主要存在以下几个问题:(1)不锈钢微丝产品重量轻(长度短),很难生产出重量大的产品;(2)不锈钢微丝圆柱度低:不锈钢微丝截面椭圆形或是矩形俗称为“花丝”;(3)不锈钢微丝轴线方向一致性差:一段粗一段细,俗称为“竹节丝”。
4)问题分析。
采用传统的不锈钢拉丝机生产不锈钢微丝在生产过程中出现的以上几个问题,通过分析可以看出是由于不锈钢拉丝机自身所存在的缺陷造成的:
(1)在生产过程中,由于原料线盘2是被不锈钢丝拉动而被动转动的,所以其转动很不稳定,始终处于时快时慢的交替变化中,造成缠绕输送辊4上的不锈钢丝时紧时松,严重影响不锈钢丝输送速度的稳定性,也就是说,不锈钢丝在拉伸过程中的拉伸力也是时大时小,非常容易将不锈钢丝拉断,或者容易形成“竹节丝”。
(2)上述原因造成缠绕输送辊4、拉丝辊6、拉丝辊8上的不锈钢丝时紧时松,输送辊4、拉丝辊6、拉丝辊8与缠绕其上的不锈钢丝必将产生相对滑动,造成不锈钢丝的非正常磨损,使不锈钢微丝截面形成椭圆形或是矩形,严重影响不锈钢丝的圆柱度。
(3)产品线盘10在生产过程中其直径越来越大,线速度也越来越大,与输送辊4、拉丝辊6、拉丝辊8线速度差也越来越大,只能通过三角带13与带轮11产生相对滑动来克服线速度差,当线速度差大到一定程度时,三角带13与带轮11之间产生的摩擦力超过不锈钢微丝的抗拉强度时,不锈钢微丝就会断裂,造成不锈钢微丝不能生产大重量产品的现象。
(4)在不锈钢丝拉伸加工过程中,都要经历启动、加速、减速、停止的过程,拉丝速度变化很大,由于收线电机15不能与设备主电动机16同步变化,所以不锈钢丝很容易在这些变化过程中折断,造成很大的损失。
2 改进设计
通过以上的分析可以看出:传统的不锈钢拉丝机已经不能满足生产高品质不锈钢微丝的要求。
为满足生产高品质不锈钢微丝的要求,克服传统不锈钢拉丝机不能生产很长的圆柱度要求很高的不锈钢微丝的缺陷,现设计制造了全自动不锈钢微丝拉丝机,通过实践检验,各项指标完全达到了设计要求,完全可以满足生产高品质不锈钢微丝的要求。
1)解决方案简述:(1)在原料线盘2的转动轴上增加可调阻尼器23,可调阻尼器23是由摩擦件、加力弹簧及调整件等组成,工作时,可以调整阻力的大小,增加原料线盘2转动时的稳定性;(2)在不锈钢丝进入拉丝模8前增加了由配重锤4、浮动辊5、导丝辊6等组成的预紧力控制装置,使不锈钢丝在工作过程始终保持与拉丝辊之间有稳定的摩擦力,增加拉丝速度的稳定性;(3)在不锈钢丝进入产品线盘17之前,增加了由导丝辊12、角度传感器13、摆杆14、摆动辊15组成的张力控制装置,用于控制收线的张力;(4)增加了PLC(电脑)及角度传感器等元件,用于自动控制不锈钢微丝的收线张力,提高设备工作的稳定性及自动化程度;(5)增加收线电动机变频器,可以根据PLC(电脑)的指令随意改变收线的速度,控制不锈钢丝的张力,可以根据拉丝速度的变化同步改变收线的速度。
2)新设备构成。全自动不锈钢微丝拉丝机,采用全新的机械结构,增加PLC(电脑),角度传感器及电动机变频器等先进自动化原件,主要结构如图2所示。
3)工作原理。先将缠绕不锈钢丝原料线盘2放置于轴承座1上,在轴承座上安装有可调式阻尼器23,通过调整阻尼器23的阻力大小,可以使原料线盘2在工作时均速转动;将原料线盘2中的不锈钢丝先通过导丝辊6再通过浮动辊5,(浮动辊5可以上下自由运动,在配重锤4的作用下,浮动辊5可以使不锈钢丝始终保持恒定的张力),通过导丝辊6后输送给输送辊7,不锈钢丝经过拉丝模8,在拉丝辊9的作用下,完成第一次拉伸,将拉伸后的不锈钢丝缠绕在拉丝辊9后,再经过拉丝模10,在拉丝辊11的作用下,完成第二次拉伸,以此类推。不锈钢丝经过多次拉伸后,由较粗直径的不锈钢丝原料变成所需要直径尺寸的不锈钢丝产品,将拉伸后的不锈钢丝产品缠绕在拉丝辊11后,再经过导丝辊12进入张力控制装置。张力控制装置由角度传感器13、摆杆14、摆动辊15等组成,张力控制装置的工作原理∶在工作过程中,当不锈钢丝张力增大时,将会带动摆杆14向上摆动,同时带动张力传感器转动,这种状态说明产品线盘17的收线速度已经大于拉丝辊11的收线速度,当不锈钢丝张力减小时,将会带动摆杆14向下摆动,同时带动张力传感器转动,这种状态说明产品线盘17的收线速度已经小于拉丝辊11的收线速度,张力传感器转动的同时将会把摆动的角度上传给PLC(电脑),PLC(电脑)根据角度变化的多少计算好电动机转速,并将这些数据传给电动机的变频器,通过变频来改变电动机的转速,以达到稳定控制拉丝时不锈钢丝的张力,在稳定的张力工作状态下,拉丝机可以拉伸出很长的不锈钢丝;在稳定的张力工作状态下,拉丝辊与不锈钢丝之间滑动现象也很轻微,也可以拉伸出圆柱度很高的产品;在不锈钢丝拉伸加工过程中,都要经历启动、加速、减速、停止的过程,虽然拉丝速度变化很大,但由于有张力控制装置,收线速度可以很好地与拉丝速度同步,可以完全避免断丝现象。
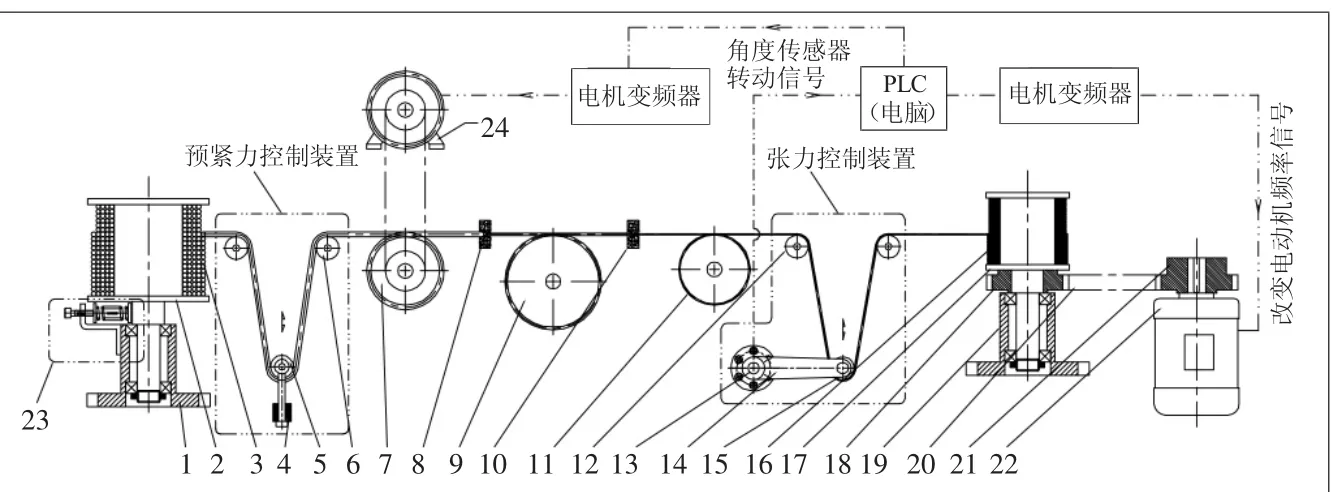
图2
3 结语
采用本设备加工不锈钢微丝,可以高速拉制出直径0.02 mm、长度100 km不断的不锈钢微丝,可以充分满足生产需要。
