数字式梳棉机自调匀整控制系统开发
2015-12-25李新龙马崇启周宝明
李新龙,马崇启,2,周宝明
(1.天津工业大学纺织学院,天津 300387;2.天津工业大学先进纺织复合材料教育部重点实验室,天津 300387)
梳棉机自调匀整装置是一种用来控制梳理机输出生条粗细不匀的自动调节装置,根据喂入纤维层不同时刻的厚度差异自动调节牵伸倍数,使生条单位长度粗细稳定在一定的水平,从而达到人们预期的要求[1]。早期的纯机械式自调匀整装置早已被淘汰,近年来的电子式自调匀整装置得到了较好的发展,国内外主要机型有法国SACM型、美国ST型以及无锡YZ-1型和青岛FT021型自调匀整装置等[2],但是国外先进机型技术由于保密等原因难以复制,国内短开环式自调匀整装置通常由于延迟时间、测量不准确以及采用定时法延迟控制算法等原因,难以实现针对性匀整。
本文研究开发了一种DSCa-11数字式梳棉机机后短开环式自调匀整控制系统,通过准确测量设备延迟距离并以定位移法设计延迟控制算法,从而实现针对性匀整,为纺制高质量生条奠定了良好基础。
1 自调匀整控制系统硬件构成
通常情况下,自调匀整装置主要由检测机构、控制机构和执行机构3部分组成[3]。DSCa-11数字式梳棉机自调匀整控制系统采用位移传感器作为检测机构,检测当纤维层通过握持钳口时给棉板位移的变化量,以给棉板位移的变化量反映喂入纤维厚度,如图1所示。

图1 给棉检测机构示意图Fig.1 Schematic diagram of feeding testing system
用欧姆龙CP1H-XA40DT-D型PLC作为控制机构,根据设定的理论厚度和检测到的实时厚度计算给棉罗拉电动机频率的调节方向和调节量。用SV-iG5 LS变频器和三相异步交流电动机组成执行机构,根据PLC输出的频率调节方向和调节量控制给棉罗拉的转速。给棉罗拉的转速经编码器反馈到PLC,具体构成如图2所示。
2 自调匀整作用的实现过程
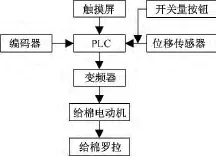
图2 自调匀整控制系统硬件组成图Fig.2 Diagram of hardware component of autoleveller system
当纤维层未进入握持钳口时提取位移传感器初始数据,5个值取平均(采用5块分段式给棉板),即得到初始位置值。当纤维层喂入钳口时,由于棉层厚度的存在,使给棉板偏离原来的位置,进而带动位移传感器运动到新的位置,此时提取理论位置数据,5个值取平均即为理论位置值。理论位置与初始位置的差值就是棉层的理论厚度。此后,每次采样即得到棉层的实时厚度,与理论厚度相比较,求出偏差,经过延时,根据偏差求出给棉罗拉电动机频率的调节量,进而调节给棉速度,达到匀整的效果。
3 系统延迟时间的确定
首先测试匀整机构的延迟距离[4]。DSCa-11数字式梳棉机采用的机后开环式自调匀整装置检测点在给棉罗拉、给棉板处,变速点为给棉罗拉,但刺辊抓取纤维在刺辊给棉板分梳点,改变喂入量的目的是使刺辊在单位时间内抓取到的纤维量保持均匀不变[5],因此匀整点应为分梳抓取点。机后开环总滞后τ0可表示为

式中:τ1为机后检测点到分梳点的时间;τ2为检测点信号通过开环各系统到给棉罗拉变速的时间。
开环式系统中一个关键是求出这个延迟时间τ0,但是由于 τ2通常比较小[6],本文忽略不计,因此重点是精确求出τ1。
由以上叙述可知,可通过计时先求出纤维从检测点到输出点所需的时间,然后再求出纤维从分梳点到输出点所需的时间,二者的差值即为所求τ1。具体试验步骤如下。
1)测试纤维从检测点到输出点所需的时间。在正常开车情况下,突然沿纤维层横截面方向铺入一层异色纤维带,然后观察显示屏,待传感器位置读数值变化时用一个红色纤维团在出条处做标记。之后开始观察出条,待条子表面出现异色纤维时开始计时并再持续纺制5 min,方可停车,然后测量条子上从红色纤维团到开始出现异色纤维之间的长度,重复操作10次,求出平均值L1(mm)。
2)测试纤维从分梳点到输出点所需的时间。在正常开车情况下,突然减小触摸屏牵伸倍数设定值,同时用异色纤维团在生条上做出标记。之后开始观察出条,待条子变粗时开始计时并再持续纺制5 min,方可停车,然后测量条子上从红色纤维团到开始变粗处之间的长度,重复操作10次,求出平均值L2(mm)。
再由式(2)即可求出延迟距离L。

式中:i为给棉电动机与给棉罗拉之间的传动比;E1为1)步骤中设定的牵伸倍数;E2为2)步骤中设定的牵伸倍数。
4 自调匀整控制算法的设计
开环式自调匀整控制算法的目标是实现针对性匀整,即当棉层的采样点从检测点到达匀整点时凭借该检测厚度调节给棉罗拉转速实现匀整效果,因此问题的关键是如何确定采样点是否到达匀整点[7]。
传统设备普遍采用延时控制算法[8],即预先计算棉层从检测点到匀整点所需要的时间,然后对采样点采样,经预先计算时间后再调节给棉罗拉转速实现匀整效果,但是在自调匀整装置运行条件下给棉罗拉速度频繁变化导致该延时不恒定,会导致累计误差,无法满足开环式自调匀整装置针对性匀整的要求。为此,本系统采用定位移延迟控制算法[9],即预先测量棉层从检测点到匀整点的距离,然后对采样点采样,经预先测量的距离后再调节给棉罗拉转速实现匀整效果。
4.1 定长检测与匀整脉冲数计算
对同样性质的棉层,检测点到变速点的距离基本都相等,即延迟距离L是常数。与给棉罗拉同轴的编码器采用脉冲给定位置控制的方式,当电动机带动给棉罗拉上的棉层位移L一定时,编码器发出的脉冲数就恒定,用P表示,对采样点采样之后,只需控制发给PLC的脉冲数恒为P就可确保检测点准确到达匀整点,即实现了针对性匀整的目标。棉层从检测点到匀整点所需的脉冲数P的计算公式为

式中:P为从检测点到变速点所需的脉冲数;Ss为编码器每转所发出的脉冲数;D为给棉罗拉的直径,mm;L为延迟距离,mm。
4.2 对列表的算法设计
定位移控制算法需要把棉层的采样数据以字的形式存储到定义好的队列表中,并且还要保证表的容量不能小于棉层从检测点到匀整点所采样的棉层厚度数据量,否则会丢失棉层厚度信息[10]。
设备延迟距离为L,于是将采样与匀整周期设定为L/10,每次检测的新厚度值由队列头端进入,尾端输出,如图3所示。每次由头端存入数据之前,先将原有数值依次后移1位,最后1位溢出,保证当头端数据到达尾端时进行匀整,便实现了定长检测,定长延迟,定长匀整的目标。

图3 对列表数据存储示意图Fig.3 Schematic diagram of column data storage
4.3 给棉速度控制
自调匀整控制系统要求恰当地调节给棉罗拉转速来实现匀整目的,定位移控制算法要求系统采用位置控制模式实现准确的速度控制[9];因此,如何准确控制给棉罗拉转速就显得十分重要。
本系统通过控制给棉电动机变频器的输出频率来实现转速控制,输出频率越高,电动机速度就越高,反之越低。给棉实时频率f计算公式为

式中:f1为给棉电动机初始频率;i1为给棉电动机传动比;h0为初始棉层厚度;h1为棉层实时检测厚度。
4.4 自调匀整控制流程
首先上电完成系统的初始化,然后读取触摸屏输入的工艺参数,再根据纤维层初始厚度计算出理论的给棉频率。之后,通过编码器发出的脉冲数来对棉层进行定长检测。每个检测值放入对列表的头端,同时使原有数据依次后移,经过延迟,待其到达对列表尾端即检测点纤维到达匀整点时按照此厚度值调节给棉罗拉转速即进行定长匀整,以此来保证单位时间内喂入纤维量恒定不变,实现自调匀整的目的。其具体流程如图4所示。
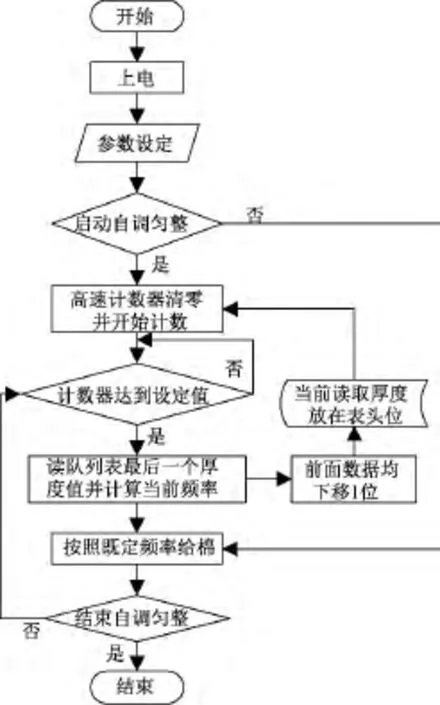
图4 自调匀整延迟控制流程图Fig.4 Flowchart of autoleveller delay control system
4.5 试验结果
分别使用棉纤维与棉型腈纶纤维验证自调匀整控制系统的使用效果,其物理指标如表1所示。
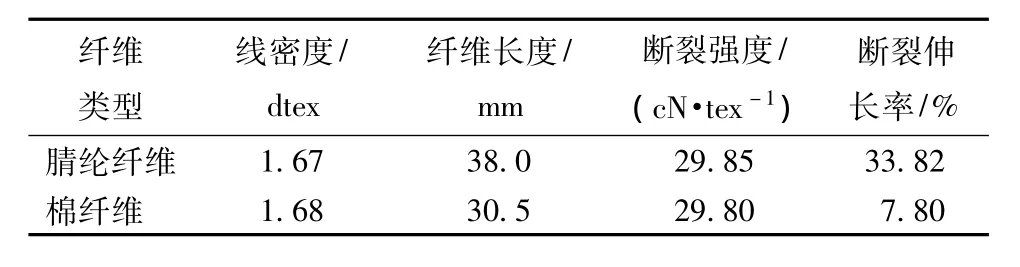
表1 棉纤维和棉型腈纶纤维的物理性质Tab.1 Index of cotton and acrylic fiber
首先利用式(2)计算得到延迟距离为18 mm,然后设定此延迟距离并开启自调匀整纺制生条,测试条子每1 m与每5 m的质量不匀率,并将测试结果与关闭自调匀整装置条件下条子不匀率作对比,以测试自调匀整装置的匀整效果,设备工艺参数设置如表2所示。
试验中,由于梳棉机结构比较复杂,各个机件由启动到慢速运行再到正常运行需要较长的过渡期,因此规定每次在开车1 h之后开始连续取样,分别测试开启和关闭自调匀整装置条件下生条50 m长度范围内1 m与5 m的质量不匀率,连续做5 d,对比生条的质量不匀率,结果表3所示。
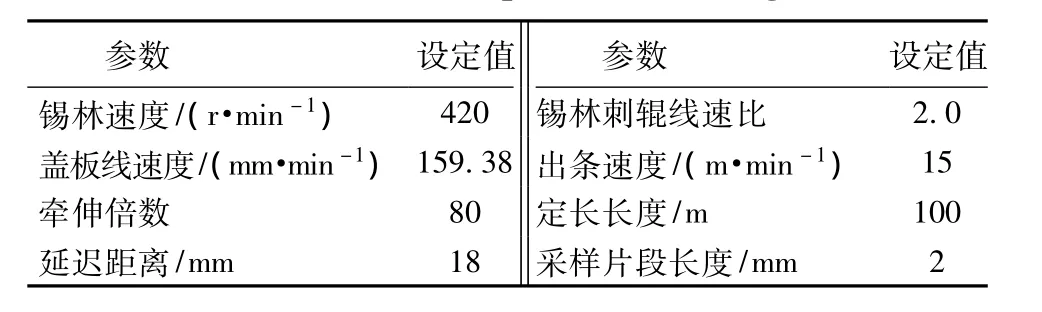
表2 工艺参数设置Tab.2 Process parameter setting

表3 试验结果Tab.3 Experiment results
5 结语
1)对于梳棉机开环式自调匀整系统延迟时间不宜测量的问题,本文研究采用测长标记法能够比较准确地测量其延迟时间,为准确设定延迟距离提供了有力保障。
2)采用定位移法设计延迟控制程序较好地实现了开环式自调匀整装置的针对性匀整要求。
3)在DSCa-11数字式梳棉机上加装本自调匀整装置,可有效改善生条质量,相比于无自调匀整装置时,棉纤维生条1 m和5 m质量不匀率分别可改善15.36%和6.42%,腈纶纤维生条1 m和5 m质量不匀率分别可改善14.85%和6.82%,为后续纺纱工序打下良好基础,应用前景较好。
[1] 姚杰,叶国铭.新型开环自调匀整装置的分析与设计[J].纺织学报,2005,26(3):44-46.YAO Jie,YE Guoming.Analysis and design of new typeopen-loop autoleveller of drawing frame[J].Journal of Textile Research,2005,26(3):44-46.
[2] 李伟.梳棉机机后开环式自调匀整装置的研究[D].青岛:青岛大学,2003:1-9.LI Wei.Research on the open-loop autoleveller in the rear ofcardingmachine[D]. Qingdao:Qingdao University,2003:1 -9.
[3] 李宏亮,周武能,王新厚.并条机自调匀整双开环控制系统[J].纺织学报,2010,31(2):106-109.LIHongliang, ZHOU Wuneng, WANG Xinhou.Dualopen-loop control system on autoleveller of drawing frame[J].Journal of Textile Reaearch,2010,31(2):106-109.
[4] 曲长义.国产毛C07自调匀整装置延迟时间的探讨[J].纺织学报,1980,34(7):408-411.QU Changyi.Discussing of delay time for domestic C07 autoleveller system used for wool textile[J].Journal of Textile Reaearch,1980,34(7):408-411.
[5] 赵强,孟祥龙.增强自调匀整混合环控制稳定性的研究[J].纺织学报,2004,25(6):7-9.ZHAO Qiang,MENG Xianglong.Study of the stability of enhanced mixture-loop autoleveller system[J].Journal of Textile Reaearch,2004,25(6):7-9.
[6] DUAN Xuechuang, ZHOU Wuneng. A typeof autoleveller of high speed drawing frame based on minimum variance control[C]//2011 Eighth International Conference on Fuzzy Systems and Knowledge Discovery:IEEE.Shanghai:[s.n.],2011:579-582.
[7] YIN Peng, YANG Gongyuan. Gill autoleveller intelligentcontrolsystem[C]//2011 International Symposium on Computer Science and Society,Malaysia:[s.n.],2011:55 -58.
[8] 张宝贵,邹泽明,陈宗雨,等.一种并条机开环自调匀整中的延时控制[J].青岛大学学报,2005,20(2):58-61.ZHANG Baogui,ZOU Zeming,CHEN Zongyu,et al.A kind of delay control ofopen-loop autoleveller system on drawing frame[J].Journal of Qingdao University,2005,20(2):58-61.
[9] ZHU Yaolin,LI Lanjun,WANG Yannian.A real-time length-delay computation in open-loop autoleveller system of drawing frame[C]//Proceedings of 2009 International Textile Science and Technology Forum.Beijing:China Textile& Apparel Press,2010:225-229.
[10] 陈荣军.并条机的自调匀整及网络化控制系统设计与实现[D].广州:广东工业大学,2007:40-42.CHEN Rongjun.The design and realization of autoleveller and network control system of drawing frame[D].Guangzhou: Guangdong University of Technology,2007:40-42.
