GDX2包装机小盒透明纸上机适应性研究
2015-12-25邵永亮彭艳旭
邵永亮,史 晓,彭艳旭
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河 462000)
1 问题
河南中烟漯河卷烟厂卷包车间,在使用湖北富思特材料科技集团供给的小盒(21 μm×120 mm×2900 m)高收缩膜生产红旗渠(银河之光)卷烟过程中,发现包装后的小盒存在透明粘不牢、飞包等质量问题(图1)。尤其是放置一段时间后小盒透明粘不牢、飞包现象还会加重,极大地影响了卷烟产品包装的美观度,也不符合GB 5606—2005《卷烟》的相关技术要求。
2 试验材料与方法
造成小盒包装透明粘不牢、飞包的因素较多,首先对引起小盒透明粘不牢、飞包的可控因素进行分析确认,利用正交试验方法,设计试验方案,并通过直观分析法和方差分析法,对试验结果进行分析,确定主次因素及最佳温度组合。

图1 顶部飞包和侧边粘接不牢的烟包
2.1 试验材料与仪器设备
红旗渠(银河之光)牌卷烟烟支(河南中烟工业有限责任公司产品);小盒透明包装材料(湖北富思特材料科技集团有限公司提供的规格为(21 μm×120 mm×2900 m)的高收缩膜,横向收缩率8.5% ,纵向收缩率8.8%。);GDX2型包装机(上海G.D烟机公司)。
2.2 试验方法
2.2.1 影响因素分析。通过对红旗渠(银河之光)牌卷烟的小盒透明包装过程分析可知,为保证小盒透明包装质量,在包裹透明纸后,需要使用加热烙铁对透明纸进行熨烫粘合,以达到充分粘合、收缩、平整的效果。如果各加温烙铁的温度设计过高、过低或配合不佳,就容易造成小盒透明粘不牢、飞包。通过排查、分析,最终确定左长边、右长边、出口前、出口后、拼接处等5个烙铁温度的设定及配合,为影响小盒透明包装质量的主要影响因素。
2.2.2 实验方案设计。在选取的5个因素中,各确定4个水平(表1)。利用5因素4水平正交试验设计表L16(45),共设计16组试验(表2)。

表1 试验因素及位级方案
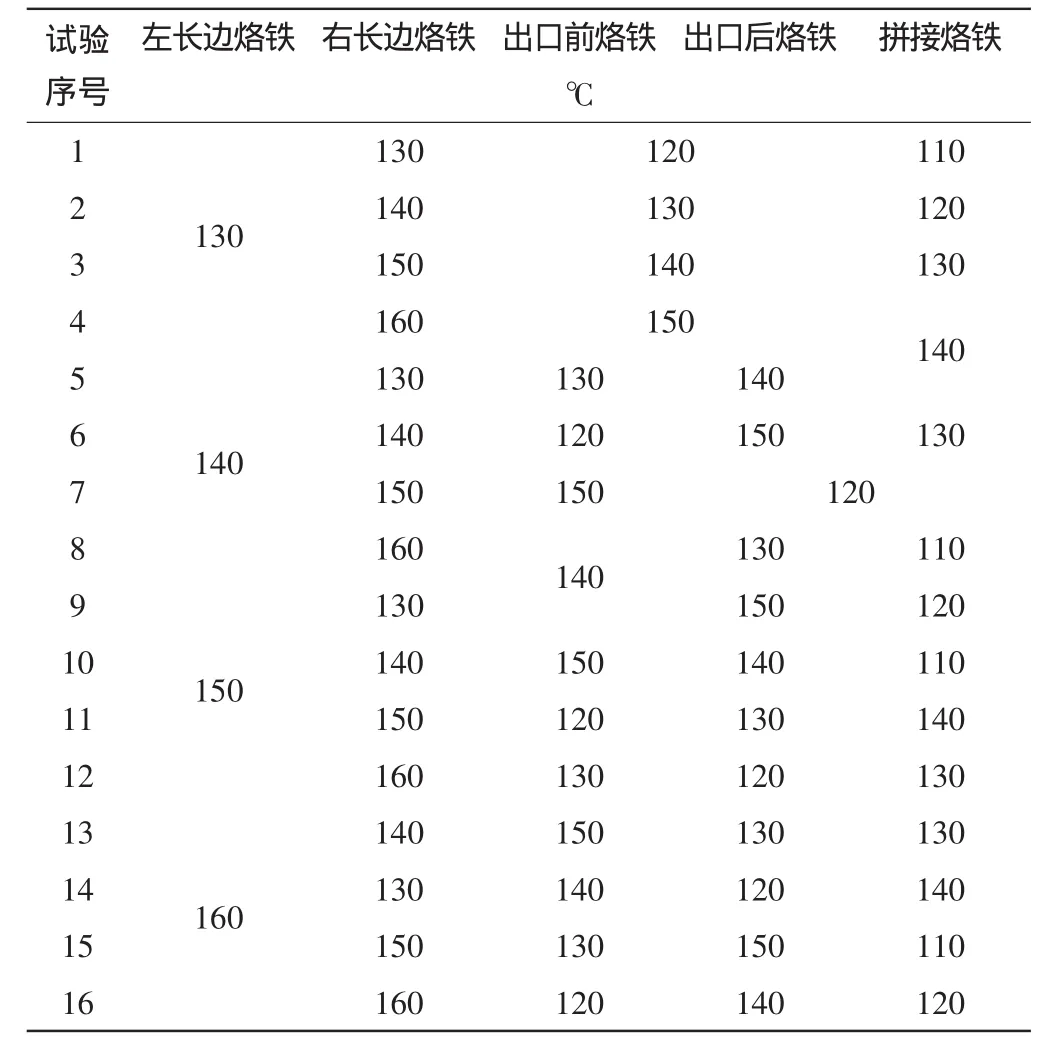
表2 正交试验L16(45)设计表
2.2.3 试验过程。固定红旗渠(银河之光)牌号烟、7#GDX2包装机台、乙班7#GDX2机台操作人员,根据表2正交试验L16(45)设计表的设计参数方案,分别进行16组试验,每组试验在包装完条盒透明后各取卷烟2条。将样品在标准试验条件下放置48 h后,打开条盒包装,按企业内控标准检查对比小盒透明表面是否有透明粘不牢、飞包的烟包,并记录小盒缺陷的盒数。由于缺陷指标是一定性描述指标,为便于比较,将定性描述转化为定量比较,即不合格盒数,每出现1盒透明粘不牢或飞包即为1盒不合格。然后再利用直观分析法和方差分析法对结果进行比较,对影响小盒透明粘不牢、飞包的5因素的影响显著性程度进行排序,以便确定最佳的生产烙铁设定参数。
2.2.4 试验结果验证。根据试验确定最佳参数,并进行验证试验。对每次各取2条包装后的卷烟,分别打开观察是否有小盒透明粘不牢、飞包情况,并记录每次不合格烟包数量,见表3,其中合格率为每百包透明纸粘接合格数。然后将16个试验中的最佳结果进行对比,从中选出最好的参数组合为优化方案,并将优化后的方案列入常规生产流程。
3 试验结果与分析
3.1 直观分析法
对试验结果采用直观分析的方法,计算各因素所取每一水平的算术平均值,然后计算出各水平之间的极差,见表4。通过对比可知,在对红旗渠(银河之光)牌卷烟小盒透明粘不牢、飞包的影响因素中,小盒透明出口后烙铁温度极差最大,为346;其次是出口前烙铁温度,其极差为210;而小盒拼接烙铁温度的极差最小,为32。因此,影响小盒透明粘不牢、飞包的主要因素为小盒出口后烙铁温度,其次是出口前烙铁温度、左长边烙铁温度、右长边烙铁温度。通过对各因素每一水平的平均值进行对比可知,5因素的最佳水平分别为出口后烙铁温度150℃;右长边烙铁温度140℃:左长边烙铁130℃;出口前烙铁130℃;拼接烙铁110℃。
3.2 方差分析法
对试验结果采用方差分析法进行分析,通过计算偏平方和、自由度和均方,计算出F值。通过比较可知,如果选定显著性水平a=0.05,则拼接烙铁温度因素的F值<F0,出口后烙铁温度因素的F值>F0,所以对于显著水平a=0.05,拼接烙铁温度因素对小盒透明粘不牢、飞包的影响最小,出口后烙铁温度因素对小盒透明粘不牢、飞包的影响最大,见表5。图2为实验后影响因素趋势图。如果考虑到交互作用(不考虑拼接烙铁),从图3可以看出左长边烙铁最佳温度为141~150℃;右长边烙铁最佳温度为136~160℃。图3是合格数与出口后烙铁、出口前烙铁的等值线图,从图中可以看出出口前烙铁最佳温度为130~150℃,出口后烙铁最佳温度为140~150℃。所以,此次使用7#GDX2包装机所做的试验,最佳区间温度左长边烙铁130±10℃;右长边烙铁140±10℃;出口前烙铁130±10℃;出口后烙铁150±5℃;拼接烙铁110℃。
3.3 试验结果验证
对选定的最优方案:小盒透明出口后烙铁温度150℃;右长边烙铁温度140℃:左长边烙铁130℃;出口前烙铁130℃;拼接烙铁110℃进行验证试验,见表6。将在7#GDX2机台上机试验,按选定的试验方案进行生产后,取样2条,存放48 h后,经检验未发现小盒透明粘不牢、飞包的情况,即合格品数为100%(图2)。由此可以确定,所得方案为解决红旗渠(银河之光)牌卷烟小盒透明粘不牢、飞包的最佳方案。
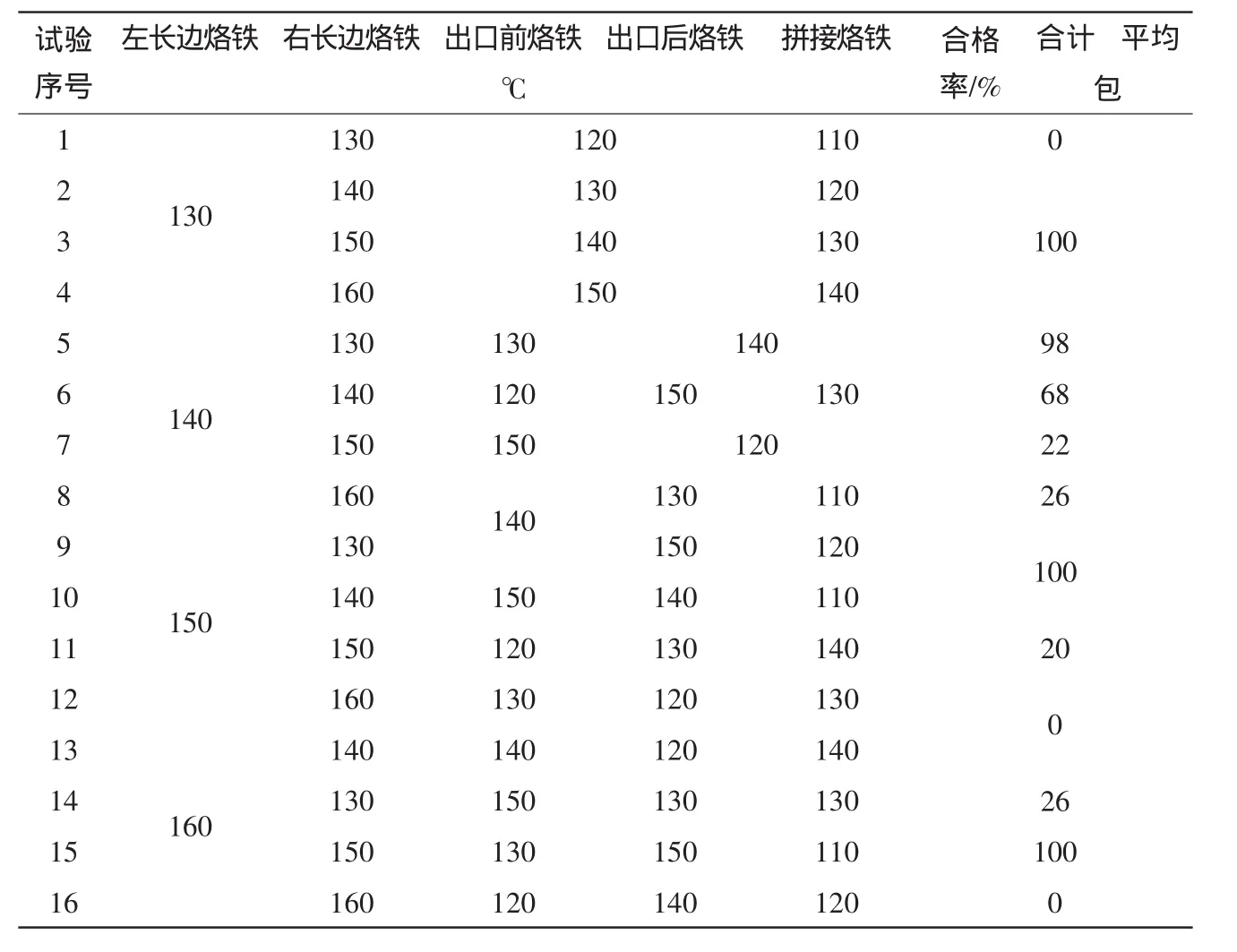
表3 正交试验L16(45)结果统计表
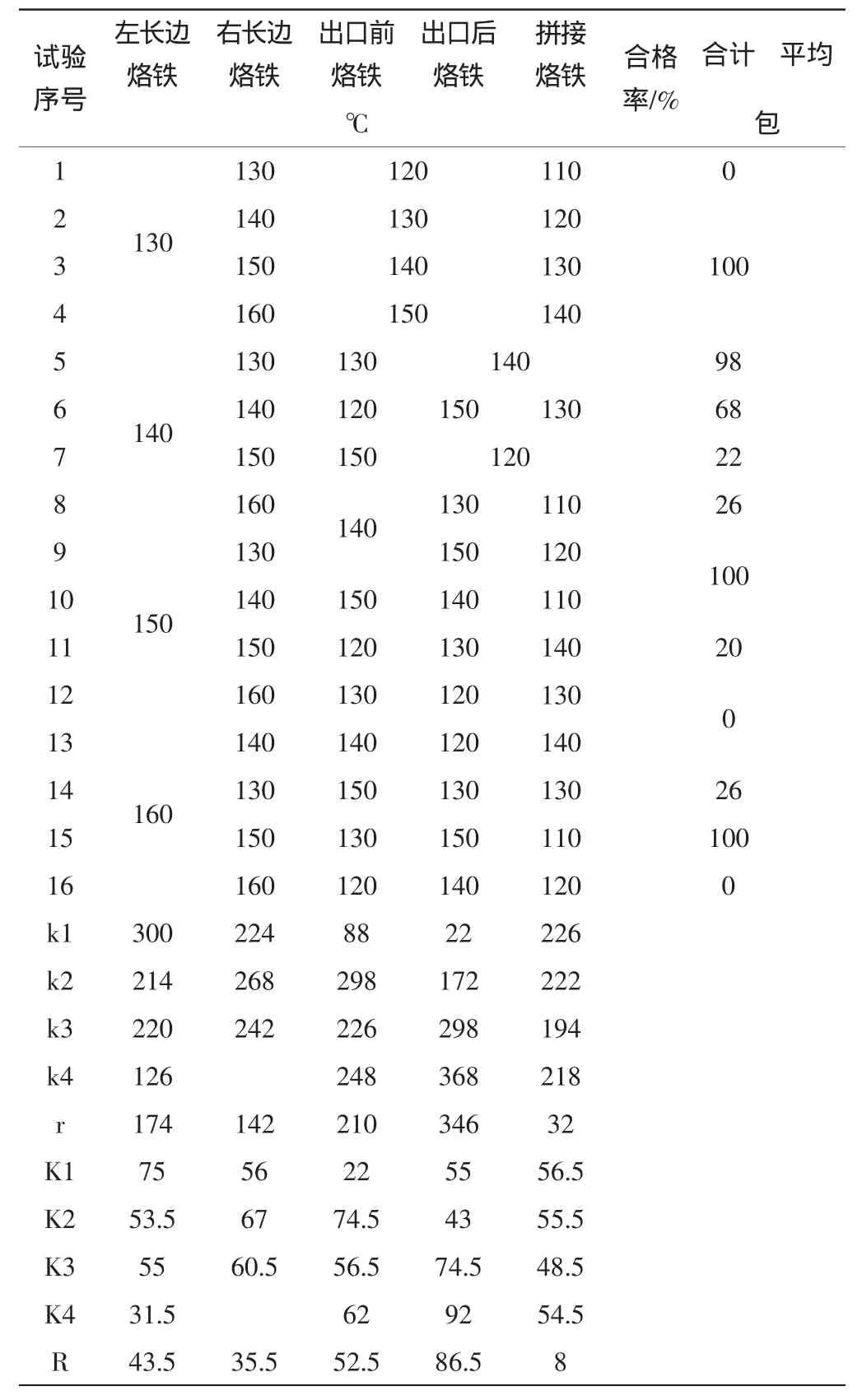
表4 正交试验L16(45)直观分析表

表5 方差分析表

图2 影响因素趋势图
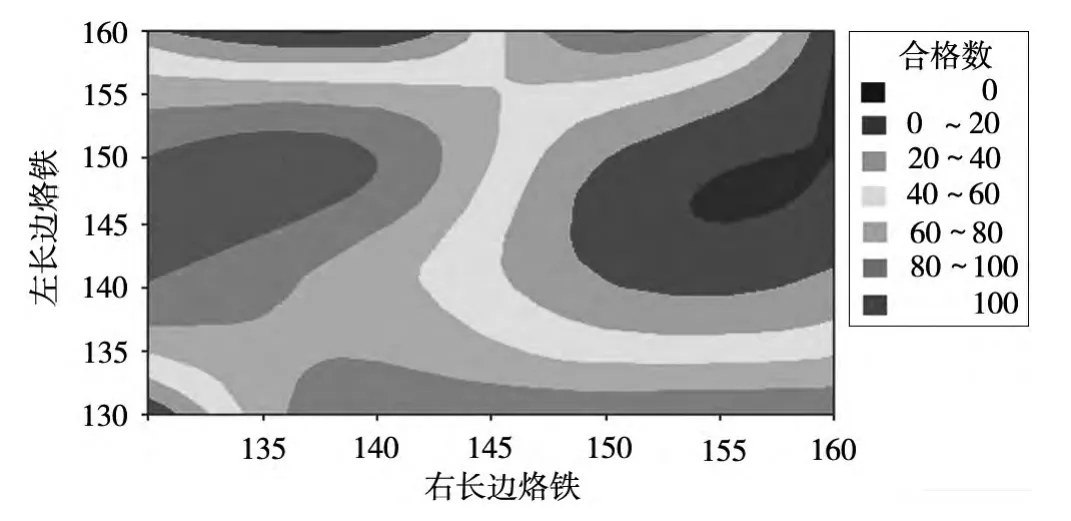
图3 交互作用图(不考虑拼接烙铁)

表6 最优水平排序表
4 结论
通过试验,确定的小盒透明纸湖北富思特材料科技集团供给的21×120×2900高收缩膜在GDX2设备上生产红旗渠(银河之光)牌号时,小包透明机5个烙铁温度设定为左长边烙铁130℃;右长边烙铁140℃;出口前烙铁130℃;出口后烙铁150℃;拼接烙铁110℃,为解决小盒透明粘不牢和飞包现象的最佳水平,此时的产品优质率最高。
影响卷烟小盒透明粘不牢和飞包的各因素中,小盒拼接烙铁温度的设值为次要因素,对小盒透明粘不牢和飞包没有显著性影响;而小包透明机的出口后烙铁温度、出口前烙铁温度、左长边烙铁温度和右长边烙铁温度是影响小盒透明粘不牢和飞包的关键因素,并依次显著性降低,这4个因素对小盒透明粘不牢和飞包缺陷有显著性影响,应在生产过程中加强管理和控制。
[1] GB/T 5606—2005《卷烟第三部分:包装、卷制技术要求及贮运》.
[2] 李云雁,胡传荣.实验设计与数据处理,北京:化学工业出版社.2008.
[3] GB/T 16447《烟工时及烟草制品调节和测试的大气环境》.