纤维滤棒中线胶自动检测系统
2015-12-25冯新军赵松斌许玉江
冯新军,赵松斌,许玉江
(河南中烟工业有限责任公司洛阳卷烟厂,河南洛阳 471003)
1 存在问题
目前,国内烟草生产企业广泛使用ZL22滤棒成型机组,滤棒条生产速度为400 m/min。实际生产中,由于存在成形纸输送速度快、胶水结团、中线胶涂胶器堵塞等情况,导致经常出现中线胶断流、宽度超标等质量问题。中胶线是滤棒生产过程中需要严格控制的一项质量指标。为保证滤棒条和成形纸的粘连,有效防止丝束棒从滤棒或滤嘴中脱落,必须确保滤棒中线胶喷涂质量。滤棒成型机组原设计没有中线胶自动检测功能,中线胶喷涂质量完全依靠生产操作人员频繁用眼观察,发现滤棒没有中胶线时,停机进行处理。滤棒成型机的运行速度极快,生产速度最高可达4000支/min(400 m/min),生产操作人员发现中胶线质量问题时,往往已经生产出大量不合格品。若不能及时发现中线胶断流,轻则产生质量缺陷,重则造成质量事故和生产材料损失。
为此利用现代视觉检测技术设计制作1套纤维滤棒中线胶自动检测系统,取代人工劳动。
2 硬件构成
中线胶检测系统硬件主要由CCD图像处理器、PLC、触摸屏和VGA采集卡组成。CCD图像处理器若检测出中线胶断流、宽度超标时,将信号传送给PLC,由PLC执行是否停机、报警等功能;VGA采集卡将图像处理器的实时影像显示到触摸屏,并由CCD图像处理器对涂胶效果进行有效地实时监控与结果判定。
2.1 图像处理器
CCD图像处理器采用基恩士CV-5001智能相机系统,通过图像灰度值处理,胶水带和滤棒盘纸有明显区别,图像稳定且易于分析计算。光源与CCD相机镜头安装在涂胶出口处附近。运行时CCD相机每30 ms拍1张照片作为检测对象。相机取像后,图像处理器将在相片中寻找中线胶,并计算其宽度和角度,若有断胶情况,则寻找失败,同时将检测结果发送到PLC。
2.2 PLC
为保证PLC和CCD图像处理器的兼容性,PLC采用基恩士KV-1000控制器。PLC主要负责控制CCD图像处理器,接收CCD图像处理器的测量结果并判定输出。由于运行时CCD相机每30 ms拍1张照片,CCD图像处理器检测频率约为33次/s,故选择响应速度快的PLC作为图像处理器结果接收端。图像处理器的运行信号、检测信号和不良结果信号连接到PLC输入端。结合运行信号,可以统计检测数量和不良数量。不良结果分为中线胶断流、中线胶宽度超标和中线胶位置超标等3种类型,这些检测结果数据通过RS232串口通信方式从CCD图像处理器传送到PLC。在PLC程序中,当PLC接收到成型机生产开始信号,并达到开机延时设定时间(一般为3 s),PLC触发LED光源启动、CCD相机取像和CCD图像处理器运算判断。CCD图像处理器将检测结果输入到PLC中,当PLC接收到的不良检测结果(NG信号)连续累计达到预设次数(一般为30次)时,PLC输出报警信号及停机信号,触发报警器启动,成型机停机。
2.3 触摸屏
触摸屏采用基恩士VT-S10,显示图像处理器的实时影像及测量结果,统计显示检测次数及不良数量,设定预设参数。
3 工作原理
系统采用1个黑白CCD相机对生产过程中的纸带进行拍照,采用内部触发模式(触发时间为30 ms)使拍摄到的图像进入图像处理单元CV5001。在图像处理单元根据边缘宽度、边缘缺陷检、明亮度等检测工具检测纸带是否有胶水。通过各通道的图像进行分析,若纸带无胶水或胶水过细时,则图像处理单元给PLC发出NG信号,当连续NG信号达到预设次数时,PLC输出报警信号及停机信号。本机采集机器停/开机信号,根据现场需要可在成型机开机后延时,本机才进行检测,机器停机不做检测,检测流程见图1。
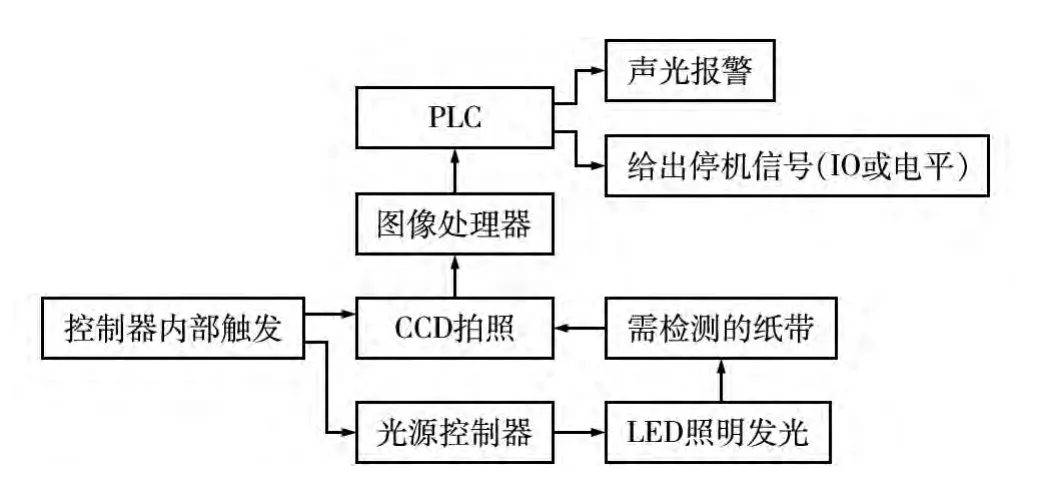
图1 检测流程
4 应用效果
纤维滤棒成型机投用中线胶自动检测系统后,系统运行稳定,故障率极低,符合设计要求。截至目前,已使用1年多时间,从未发生系统冲突及其他异常。生产中系统能及时发现中线胶断胶、中线胶位置和宽度超标问题,并进行报警和停机,有力保证了滤棒质量。检测系统简单实用,维护方便,完全取代人工劳动,操作工劳动强度明显降低。