船用钢薄板焊接工艺
2015-12-25李莉
李 莉
大型船舶建造中,船舶的载重量和航速是重要的建造指标。因此,在船舶的上层建筑、外板骨板等的选材上,主要采用高强度船用薄钢板为建造材料,同时采用合理的焊接工艺来保证薄板焊接的质量。
1 焊接方法的选用
薄板焊接时,由于焊接局部加热的特点,容易烧穿和波浪变形。为了避免这一现象的发生,应采用热量集中、焊接变形小的焊接方法。CO2气体保护焊以焊接效率高、焊接变形小的特点在高强钢薄板的焊接中得到广泛应用。大型船舶上层建筑薄板可选用CO2气体保护焊进行焊接。
2 焊前准备
2.1 坡口的准备
对接焊接接头坡口形状如图1所示,焊缝要求如表1所示。T形焊接接头的接头型式如图2所示。坡口及距坡口每侧边缘20 mm范围内,需用砂轮打磨干净并露出金属光泽,清除油污、锈、水、氧化皮等杂物。坡口加工尽量采用机械加工或等离子弧切割,以保证割口质量。

图1 对接焊接接头形状
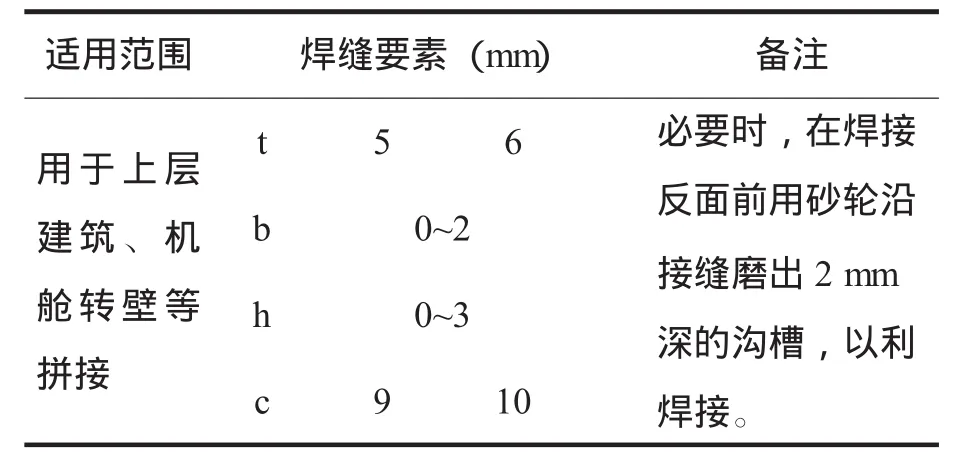
表1 对接焊接接头焊缝要求
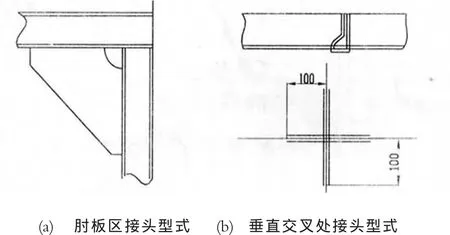
图2 T形焊接接头型式
2.2 焊接材料
焊接材料选用Φ1.2 mm的药芯焊丝进行焊接,焊丝应经相应船级社认可,并具有质量合格证书。保护气体应符合HG/T2537-93标准中优等品要求,气体纯度不低于99.9%,含水量不超过0.005%。
3 焊接工艺参数
为减小焊接变形,应采用细焊丝、小电流、低电压的焊接工艺进行焊接。其焊接工艺参数可参考表2。

表2 药芯焊丝CO2气体保护焊参数
4 焊接工艺要点
1)对于T形接头,一般部位采用双面交错间断焊,有要求的部位采用双面连续焊。艉楼构件采用间断焊时,对肘板区域、垂直连接构件的垂直交叉处、各种构件的切口、切角和开孔端处、内外围壁、短型材(长度小于等于1 m)、辅助设备等应采用双面连续焊。
2)各种构件的切口、切角及开孔端处,焊缝长度应不小于75 mm,并采用包角焊。
3)平台拼焊前,应保持板材平整,并采用合理的焊接顺序减小焊接变形,其焊接顺序如图3所示。

图3 平台拼板的焊接顺序
4)扶强材的焊接,采用跳焊法,先中间后两边的焊接顺序,如图4所示。
5) 围壁合拢焊接,由4名焊工同时进行,采用跳焊法。焊接工位和每一工位焊接顺序如图5所示。
6) 定位焊的间距不应过大,并不得有气孔、夹渣、烧穿等缺陷,定位焊的长度和间距应均匀一致。一般对接缝的定位焊缝长度约20 mm,间距50 mm。角接缝的定位焊缝长度30 mm,间距60 mm。
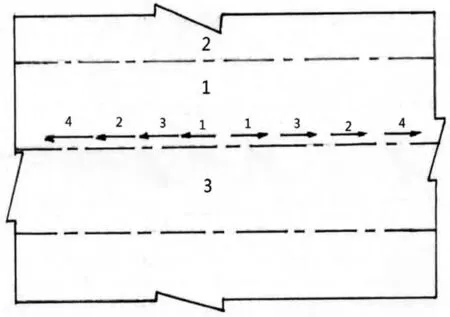
图4 扶强材焊接顺序

图5 围壁合拢焊接顺序
7)采用自动焊焊接的接缝,应在接缝始末端分别装上引弧板和引出板。
5 焊后质量检验
焊后按照GBH518-20-03的规定对焊缝进行质量检验,焊缝质量检查不合格的部位,应及时进行修补,并按GBH518-20-03的规定进行验收。
6 结论
将以上的焊接工艺应用于大型船舶的上层建筑等薄板结构,焊接接头的质量将满足船舶建造的质量要求。
[1]齐伟,朱斌,成进,等.船体薄板的焊接工艺[J].金属加工(热加工),2013(2):41-43.
[2]明瑞云.薄板焊接变形分析及控制[J].安装,2010(12):44-46.
[3]陆雪冬.AH36薄板焊接质量控制技术研究[D].镇江:江苏科技大学,2012.
[4]邓洪军.焊接结构生产[M].北京:机械工业出版社,2009.