八钢欧冶炉氧气风口破损分析
2015-12-25宝钢集团八钢公司炼铁分公司
(宝钢集团八钢公司炼铁分公司)
田果
八钢欧冶炉氧气风口破损分析
(宝钢集团八钢公司炼铁分公司)
田果
对八钢欧冶炉生产近两个月的氧气风口工作及使用周期情况进行分析。结合高炉风口工作成熟经验,提出了在高f值条件下适合熔融还原炼铁工艺的风口小套,氧气风口小套长寿的操作维护方法及参数调整方向。
风口;参数;全氧
1 前言
氧气风口小套是非高炉炼铁系统熔融气化炉的关键性设备,也是热交换极为强烈的冷却元件。由于其在高温状态下不间断地受到液态渣铁的冲刷,是熔融气化炉的易损关键设备。氧气风口小套(以下简称氧口)的破损与更换已成为熔融还原炉无计划休风率升高,影响作业效率的主要原因。为此,对八钢欧冶炉开炉生产2个月的氧口使用状况进行分析。
2 八钢欧冶炉氧口工作状况
八钢欧冶炉于2015年6月18日投产,20日开始出铁,截至2015年8月26日检修,期间共更换氧口统计情况见表1。

表1 欧冶炉阶段生产氧口更换统计
通过统计可知,欧冶炉开炉生产2个月时间共更换氧口小套14个,6月24日更换一次,7月15~7月16日更换3个,至8月26日更换10个。7月16日前更换小套与欧冶炉采用全焦冶炼工艺操作氧口理论燃烧温度持续居高存在不可分割的关系。
2.1 全焦工艺氧口工作影响
欧冶炉全焦冶炼是熔融还原炼铁工艺在适应地区优势资源条件情况下进行的尝试和实践,是使用新疆的煤炭资源炼制国标等级以外的劣质焦炭进行钢铁冶炼的新方法。虽然全焦、全氧冶炼条件下铁水硅成分较高,但是摸索出了欧冶炉系统在全焦、全氧操作下的控制模式状态,为混合燃料结构进行熔融还原炉炼铁工艺进步提供了实践依据。
参考韩国浦项FINEX与宝钢罗泾C-3000风口理论燃烧温度情况可知(见表2),熔融还原炼铁工艺即便是进行工艺创新的情况下,核心反应区域炉缸、风口环面的热制度热交换,氧口关键设备的工作条件依然比较恶劣。

表2 韩国浦项FINEX与宝钢罗泾C-3000风口理论燃烧温度对比
关于高炉炼铁实践操作及理论研究表明,良好的炉缸透气透液性、合适的理论燃烧温度,即良好的炉缸工作条件是风口小套关键设备长寿的技术核心要求。
然而熔融还原炼铁在技术创始之初的目标是不使用焦炭进行冶炼,那么炉缸的工作条件就无法达到高炉炉缸的透气性、透液性的效果。因为熔融还原炉主要燃料是煤,任何煤在4~6h的高温条件下其热态强度及反应性在炉缸中的骨架作用效果是值得商榷的。这也就迫使熔融还原炉必须使用焦炭确保炉缸的工作状态。
研究表明,铁水中的[Si]基本是焦炭灰分中Si在高温状态下还原进入铁水中的。同时超高的温度造成风口关键设备的损坏。在这个基础上欧冶炉尝试性地采取了多项措施以确保系统冶炼顺行。
2.2 氧口鼓入介质对氧口工作影响
已有的结论是[3]∶纯氧操作时,风口理论燃烧温度为3877℃,每添加5%的氮气,风口理论燃烧温度下降约100℃,风口前的热量基本不变。风口f值的降低是改善风口工作的条件,在很大程度上对风口进行了保护。
欧冶炉在实际生产中对混合介质,熔融还原炉鼓风进行了实践,借鉴罗泾生产经验,将鼓风氮气量从5%提高至15%的操作。实践结果表明,铁水温度在增加鼓入氮气比例的前后出现的明显的下降。一些观点认为∶风口混合鼓风鼓入氮气是由于理论燃烧温度降低,改变了渣铁穿过风口区域热交换,铁水温度会降低,但因风口前热量基本不变,硅还原条件仍然很好,故对铁水硅含量影响不显著。氮气对风口理论燃烧温度的影响见表3。
然而氮气作为气体介质进入风口实际上是人为增加炉腹煤气量,利于煤气作为热量的载体进行热传输。根据能量守恒定理,氮气带走的热量没有进入铁水中应该是进入了其他炉料层(气化炉内的软融带或滴落带)或被煤气带走。
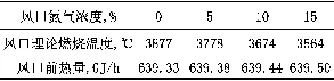
表3 氮气对风口理论燃烧温度的影响
罗泾C-3000生产实践表明,5%的氮气混合氧气95%鼓入可以大大延长风口的使用寿命,那么采取降低风口理论燃烧温度的方式延长风口的使用周期的操作就是有效的。
3 氧口小套破损分析
罗泾1#C-3000开炉至2010年11月共破损风口347个,月平均破损10个。风口平均寿命约60天,最长的超过160天,最短的仅1~3天。风口大量频繁破损导致非计划休风次数增加约30%[6],成为熔炼率、作业率和生产成本改善的限制因素之一。风口损坏的形式主要有两种(见图1)。

图1 罗泾1#C-3000风口扩孔破损状态照片
(1)扩孔。所有风口无论破损与否均存在不同程度的扩孔,绝大部分风口都是因扩孔严重发生前腔漏水而破损的。扩孔有喇叭口和碗口2种形式。
(2)风口灌入渣焦。约98%的风口无论破损与否都灌入渣焦粉末。但因熔损、灌渣造成的破损很少。
分析发现∶导致风口扩孔的原因和机制有温度、煤气流、氧气流等[1]∶(1)风口前温度集中。在纯氧燃烧条件下,COREX风口前理论燃烧温度高达3847℃。目前冷却条件下,最低使铜壁氧化(250℃)的回旋区温度为2848℃,在风口前理论燃烧温度高达3800℃情况下,有达到铜软熔(400℃)的可能。(2)风口端部存在煤气回流。高速氧气流在端口产生低压区,风口前端有显著的煤气回流,对风口端口具有卷吸冲刷作用。风口前温度越高、回旋区透气阻力越大、氧气流速越高,煤气回流越强。
八钢欧冶炉15年6月18日开炉生产至8月26日休风检修,共更换风口14个,其中一个因灌渣清理时机械破坏。平均每月损坏约7个,平均寿命最长68天,最短30天。分析破损原因∶(1)风口端面熔损、点蚀坑洞等造成泄漏无法使用。(2)端面距离中心孔55~50mm位置圆环为主要裂缝熔损泄漏,达到80%。(3)小套端口出现明显扩孔,扩孔呈上大下深状态。泄漏风口位置集中在铁口两侧18#~13#,24#~4#。

图2 八钢欧冶炉风口破损典型照片
分析八钢欧冶炉风口破损典型照片(图2)发现∶欧冶炉风口破损扩孔状态与罗泾C-3000扩孔破损原因是一致的。然而风口端面环缝出现开裂变形确是与罗泾风口破损不同。同时欧冶炉破损的风口均出现了不同程度的熔损,即便不扩孔泄漏、不环缝裂开泄漏,也要熔损泄漏。
欧冶炉小套结构形式与罗泾C-3000风口小套结构形式尺寸,内部导流腔设计全部是一致的,解剖罗泾风口小套发现环裂缝位置基本在小套环腔内壁位置(见图3)。
4#、1#、3#、17#、24#风口小套为罗泾原备件在欧冶炉上使用,除1#、17#由于端面点蚀熔损更换外,其余3个均是扩孔环缝裂开加熔损;13#、18#、7#、27#、9#风口小套属于欧冶炉工程新购小套,除13#为扩孔环缝裂开加熔损泄漏,其余4个均是扩孔加熔损,18#是端面大面积熔损泄漏。
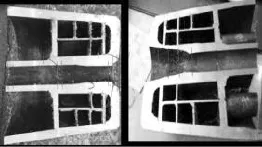
图3 罗泾C-3000风口小套解剖照片
18#风口熔损端面观察发现小套明显有一环形加工缝出现,无法获知这是由于小套制作工艺造成还是其他什么原因造成(见图4)。

图4 罗泾18#风口小套端面熔损照片
4 欧冶炉氧口小套破损预防对策
欧冶炉风口寿命从统计数据结果显示优于罗泾C-3000小套使用寿命,分析其主要原因∶欧冶炉开炉期间使用全焦冶炼,炉缸透液性透气性是要优于罗泾200kg/t焦比的状态;其次欧冶炉继续坚持罗泾已经成功的经验,风口介质混合鼓入5%比例氮气有效降低风口理论燃烧温度的操作。
4.1 结构形式工艺制造改进
经过计算欧冶炉小套水流速,风口前腔水流量达到设计指标25 m3/h,水速达到11.3m/s。首秦[5]高炉使用风口达到25个月的长寿命,其采用的风口形式除内径风口尺寸与前腔环室结构外,与欧冶炉风口形式基本相同,见图5,左侧为首秦高炉风口结构形式,右侧为欧冶炉小套解剖图。

图5 首秦高炉风口小套与欧冶炉风口小套结构对比
首秦高炉风口小套工艺特点∶
(1)冷却水道的设计保证了冷却所要求的水流速度。根据供水条件,供水压力=1.6~1.8MPa;=30~35m3/h,合理布置各冷却水道的横截面积,并保证前端第一高速水室的水速≥15.0m/s。这一水速是保证小套在高炉一般条件下不被烧坏的要求。
(2)冷却水的流向,低温水由进水管直接导人风口前腔,回旋出来的高温水由后腔排出,这对于保证高热负荷区的可靠冷却是极为有利的。传统的贯流式风口小套则不同,它的低温冷却水首先流人风口的大内空腔低速区,进而流向导流器内腔压人前端第一高速水室环流一周后,然后通过出水管流出风口小套。旋流式结构与传统的贯流式风口比较,具有强化前端部冷却和减少热风与低温水的热交换数量的优点。
(3)根据国外的研究成果认为,水道隔板厚度>5mm将产生热的死点,在此部位容易发生烧坏。因此,水道隔板一律采用≯5mm的结构尺寸。
4.2 生产操作技术优化提高
罗泾C-3000生产经验表明∶入炉燃料平均粉率高、煤的灰分高,则风口破损增加。风口破损数量与焦比有密切关系。
同时气化炉布料同样影响风口使用寿命,气化炉内区域料面和DRI分布不均匀,造成气化炉气流分布不均,容易引起管道,恶化风口前状态,熔化不良,导致对应区域风口被渣铁糊死和烧损。对风口破损影响较大。
欧冶炉风口小套破损与高炉风口破损同样原因复杂,需要继续进行稳定焦比改善炉缸透气性透液性的基础改善风口工作环境,全开风口、降低氧气流速、缩短出铁间隔以及添加额外氮气等,降低风口破损的最优的操作实践。
降低风口前理论燃烧温度的方式有多种,罗泾C-3000及八钢欧冶炉已经使用了混合氮气降低风口氧气浓度的操作方法,实践证明是有效的,然而氮气在经济成本造成的劣势也不能忽略。
风口鼓全氧,没有N2,燃烧形成的煤气量较大气鼓风或富氧鼓风小很多,这是理高的根本原因。解决的办法是加湿鼓风,其作用∶(1)用H2O分解耗热来增加燃烧带内热量支出[4],使计算式中的分子(C+焦-分)数值降低;(2)由于加入H2O燃烧后形成煤气中H2增加略使煤气量增大一点,也就是计算式中分母煤气增大,这两者就可降低f。增加多少蒸汽,可参考理论计算公式∶
前苏联是喷吹大量天然气和加大湿度,来降低全氧炼铁实验时的,由于C-3000喷吹煤粉尚未研究完,目前无法实现比增加喷吹煤粉来降f,所以C-3000只有加大风口鼓风湿度来降低f值。
5 结论
(1)欧冶炉风口小套破损与高炉风口破损同样原因复杂,需要继续进行实践探索。
(2)生产操作维护结果显示,延长风口小套使用寿命的效果明显,还需要进一步深入研究。
(3)现在在熔融还原系统气化炉使用的风口小套是否存在缺陷有待进一步研究和确定,然而其在气化炉工作环境下的冷却介质流速流量低于高炉还需要进一步确定是否合理。
欧冶炉的冶炼工艺系统需要生存,在当今市场环境条件下必须进行“钢铁化工”到“化工钢铁”的转变,其优势是高炉冶炼无法比拟的,所以对欧冶炉系统气化炉核心反应区关键设备的科技研究具有深远的意义。
致谢:感谢北京科技大学王筱留教授对C-3000降低风口理论燃烧温度的方式方法方向上的指导!
[1]田广亚,李京杜,杨宏博.COREX风口破损原因及对策.钢铁研究学报,2013年,(10).
[2]吴铿,张二华,万鹏,屈俊杰,李康,杨森.关于COREX流程熔融气化炉风口前理论燃烧温度的思考.煤炭学报,2010年,(10).
[3]姚晓光,徐万仁,郑少波.采用炉顶煤气循环和风口喷吹技术降低COREX/FINEX燃料消耗的理论分析[J].宝钢技术,2008,(6).
[4]王筱留.钢铁冶金学.北京∶冶金工业出版社,2009.
[5]韩庆,丁汝才,王效东,王景志,单洎华.首秦高炉风口长寿技术分析.
[6]钱良丰,宋文刚,郭丽.COREX-3000投产以来运行分析及对今后的展望.
Analysison Damage of Oxygen Tuyere of OY Furnace in Bayi Steel
TIAN Guo
(Ironmaking Branch,Bayi Iron&Steel Co.,Baosteel Group)
It focuses on analyzing the operation condition and use periods of oxygen tuyere for OY furnace nearly two months.Combining with the mature experience of BF tuyere,it puts forward the small tuyere sleeve to suitable for smelting reduction process under highf,conditions,oxygen tuyere small sleeve long campaign life operation maintenance methods and parameter adjustment direction.
tuyere;parameter;oxygen
TF557
B
1672—4224(2015)04—0008—04
联系人:田果,男,30岁,本科,工程师,乌鲁木齐(830022)宝钢集团八钢公司炼铁分公司第一炼铁分厂
E-mail:tianguo@bygt.com.cn.
