二次电泳工艺介绍
2015-12-24赵志英王建辉曹晓根
赵志英,王建辉,曹晓根*
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
【涂装】
二次电泳工艺介绍
赵志英,王建辉,曹晓根*
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
对于已建成或投入使用的连续式及步进式生产线,为解决因时间不够造成的电泳漆膜厚不足问题,通过实验探讨了二次电泳工艺所得漆膜的外观及性能,并说明了工艺控制要点。该工艺解决了电泳漆膜增厚的问题,适用于要求相对稍低的汽车零部件、日用品、玩具等的涂装。
二次电泳;膜厚;产品性能;控制要点
First-author’s address:Technical Center of Great Wall Motor Co., Ltd., Hebei Automobile Engineering Technology Research Center, Baoding 071000, China
带电颗粒在电场作用下向与其电性相反的电极移动称为电泳。20世纪60年代,福特汽车公司最先将电泳漆应用于汽车底漆。电泳漆具有防腐能力好、排放低、利用率高、容易涂覆外形复杂及表面积小的工件等优点。对于前处理和电泳生产线而言,其品质和生产能力的高低往往受膜厚和烘烤时间的影响。自2000年以来,涂料公司升级了电泳涂料,排放、烘烤时间和温度大幅降低,如PPG公司的ED7000电泳漆能在160 °C × 15 min (达到160 °C后保持15 min)的条件下固化,立邦公司的POWERNICS 301电泳漆可在160 °C × 10 min的条件下固化。如此一来,因烘烤不足造成的制约已不明显。而电泳时间虽较起初的180 s有减少,但一般仍需150 s以上,对于已建成或投入使用的连续式及步进式生产线,依然存在制约。因时间不够造成电泳漆膜厚不足是最难解决的问题,往往制约着膜厚增加或提产的幅度甚至成败。为解决该问题,本文通过设计试验方案测试了二次电泳技术所得漆膜外观和性能等,考察了工艺设置与目前的电泳工艺有何不同,验证了该工艺能否满足要求。
二次电泳分2种形式:一种是在湿膜状态下进行第二次电泳,2道电泳漆膜一起固化干燥(类似于湿碰湿工艺);另一种是在第一次电泳漆膜固化干燥后,再进行第二次电泳并固化干燥。其原理是在第一次电泳后,漆膜厚度合适的情况下,湿膜或干膜的电阻不足以阻止第二次电泳,在第一次电泳所得漆膜的外表面形成电泳漆膜。2次可采用相同的电泳漆,也可不同。当第二次使用不同的电泳漆时,从理论上讲,最终涂层可能会获得单一涂层不具备的特点。如第一次电泳时采用环氧树脂体系电泳漆来获得良好的防腐性能,第二次电泳时采用丙烯酸树脂体系电泳漆以提高漆膜的耐紫外性,使最终涂层具有一定的抗老化能力。二次电泳技术已实际应用在日本一些零部件工厂。工艺对最终产品影响很大,第二种工艺相对成熟,戴彦琳[1]、陈卫东[2]等已就涂料制备、施工工艺进行了相应的研究。现以在湿膜状态下进行第二次电泳为主进行说明。
1 实验
1. 1 性能与表征
用北京时代辰天公司TR200粗糙度仪测漆膜粗糙度Ra;德国BYK公司4446光泽仪测漆膜光泽。德国尼克斯QuaNix8500型膜厚仪(50 μm以下误差不超过1 μm)测膜厚,用试板进行校零。参考GB/T 1732-1993《漆膜耐冲击测定法》测漆膜的耐冲击性。按GB/T 9286-1998《色漆和清漆 漆膜的划格试验》测试附着力,划格间距1 mm,施加胶带。通过ASS试验测漆膜的耐蚀性,方法为:在5%的氯化钠溶液中加入适量冰醋酸使其pH降至2.8 ~ 3.1,将试板浸(保持2/3到3/4高度在液面以下)入(35 ± 2) °C的开口容器中,连续放置240 h,观察并记录漆膜表面起泡等不良状态,然后用纯水清洗,自然晾干后用小刀除去表面的浮漆,用直尺(最小刻度0.5 mm)测量最大的扩蚀宽度。
1. 2 二次电泳对产品外观的影响
1. 2. 1 基材处理
取上海宝钢生产的DC04冷轧钢板作为试板(150.0 mm × 70.0 mm × 0.8 mm),共4块依次编号为1#、2#、3#、4#。在手执部分标出编号及正反面,每面取6个测量点(图1)。用400或以上标号的砂纸打磨表面浮锈,然后用溶剂或脱脂剂清洗表面油污,用洁净的自来水洗净并用纯水冲洗2次,最后用压缩空气吹去表面的水分。
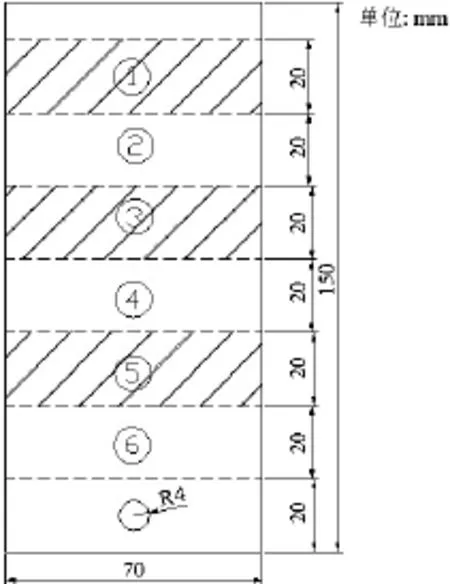
图1 试板示意图Figure 1 Schematic diagram of test panel
1. 2. 2 电泳
无需磷化,采用PPG公司的ED7000薄膜电泳漆(标准膜厚15 μm),在实验室进行电泳。电泳条件:软启动20 s,一段电压230 V保持25 s,二段电压250 V保持135 s,将膜厚调整至(15 ± 0.5) μm。
电泳完成后,用压缩空气吹去试板表面的水分,测量膜厚并记录。
1. 2. 3 膜厚测量
(1) 用20 mm宽的耐高温胶带遮蔽如图1所示的1#、2#试板正反面的阴影部分;
(2) 将3#、4#试板进行烘烤固化,记录测量点②、④、⑥的膜厚。
(3) 对1#、2#、3#、4#试板按1.2.2重新进行电泳。
(4) 揭去1#、2#试板表面的胶带;烘烤固化1#、2#、3#、4#试板并测量膜厚。
1#、2#试板中①、③、⑤测量点的平均值为一次电泳的膜厚;②、④、⑥测量点的平均值为二次电泳的膜厚;3#、4#试板 3个测量点的平均值为二次电泳的膜厚。计算各试板的膜厚,并测试粗糙度、光泽,目视观察漆膜外观,结果见表1。由表1可知,在相同的电泳条件下应用二次电泳工艺,膜厚能够得到增长。在干膜状态下进行二次电泳,膜厚增长不明显(约3 μm);而在湿膜状态下,膜厚增长明显(约11 μm)。采用标准膜厚为20 μm的电泳漆进行试验,膜厚可达到30 μm以上。当提高二次电泳电压后(提高20 V),膜厚增长超过5 μm。这说明该工艺对不同型号的电泳漆均有类似的效果,在湿膜状态下采用二次电泳的工艺可达到较高的膜厚。
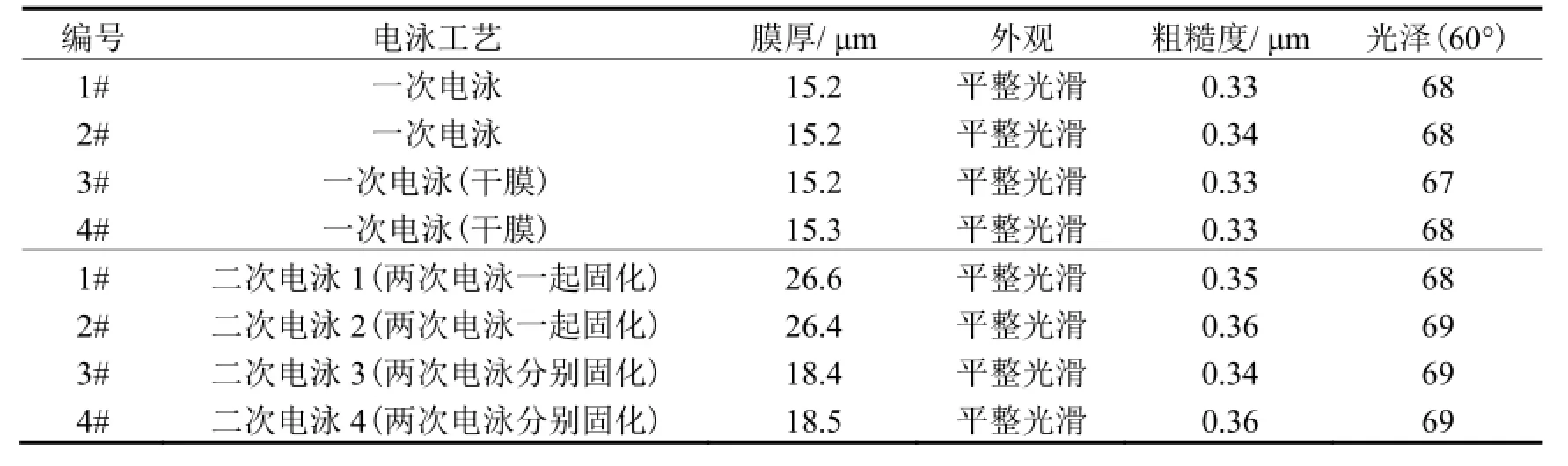
表1 二次电泳膜厚及外观Table 1 Thickness and appearance of the coating obtained by two-step electrophoresis
采用2种不同供应商不同型号的电泳漆进行二次电泳实验(第一次是ED7000薄膜电泳漆,第二次为廊坊立邦公司的POWERNICS 301电泳漆),所得漆膜外观较采用相同型号电泳漆的外观明显变差,主要体现在表面出现小颗粒,粗糙度Ra在0.43 μm左右。
1. 3 二次电泳对产品性能的影响
将冷轧钢板试板(150.0 mm × 70.0 mm × 0.8 mm),随前处理生产线进行预脱脂、脱脂、水洗、表调、磷化(沈阳帕卡濑精PB-SX35RS锌系磷化剂)、纯水洗等工序,完成后用压缩空气吹干试板表面的水分,用膜厚仪粗略地测量,选出磷化膜厚度在3 μm以内(实测0.27 ~ 0.82 μm)的试板在实验室电泳槽中进行电泳,调整电压,使第一次电泳后膜厚不低于6 μm(需在160 °C下固化15 min,此膜厚含磷化膜厚度),第二次电泳后与第一次电泳膜厚差不小于5 μm。漆膜性能测试结果见表2,可知能够满足要求。
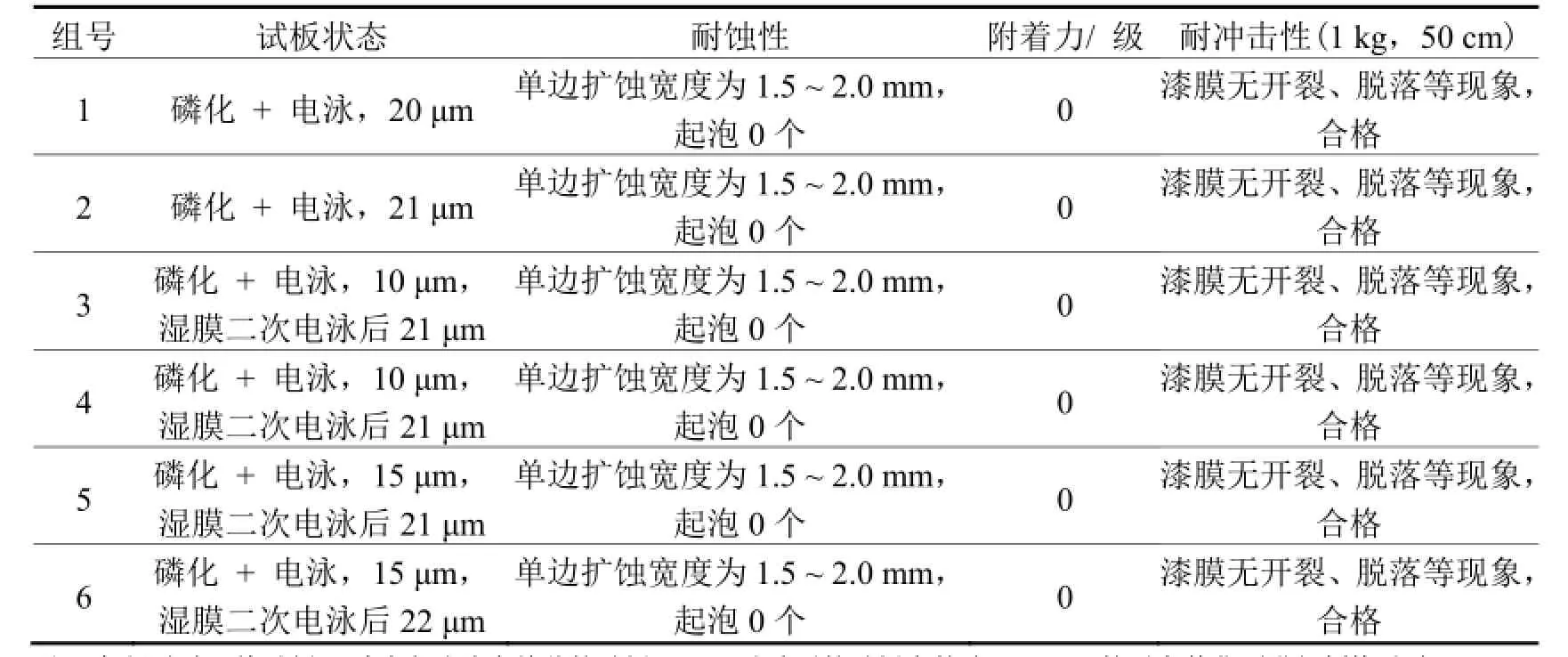
表2 二次电泳工艺所得漆膜性能Table 2 Performances of the coatings obtained by two-step electrophoresis
2 二次电泳工艺的控制要点
2. 1 膜厚的确定
实施二次电泳工艺时,第一次电泳采用低电压来控制膜厚,一般不超过250 V,膜厚控制在20 μm以内且不低于8 μm(电压低可能导致工件的内腔膜厚过低)。为保证外观,出槽时需用UF(超滤)液喷淋以除去大部分的浮漆,并采用浸洗的方式处理外形复杂的工件。第二次电泳时电阻较第一次电泳时大得多,电压应不低于第一次电泳时的最高电压,根据产品要求、电泳涂料的特性及线体设备来调整具体的膜厚。为保证漆膜的连续性和外观,第二次电泳的膜厚应不低于5 μm。
2. 2 控制要点
如果二次电泳采用相同的电泳漆,即第一次电泳和第二次电泳使用完全相同的材料,对于工艺设置来说就相当于多了一个电泳槽,整个电泳系统都无需调整(如图2a所示)。与传统电泳方式相同,只需保证2次电泳时的膜厚即可。
当二次电泳采用不同的电泳漆时,第一种电泳漆需采用单独的超滤系统,与第一个电泳槽相连但工件不经过此系统(如图2b所示)。为减少电泳漆的带出,电泳1后可增加一个沥液工序,沥液时间不少于30 s。
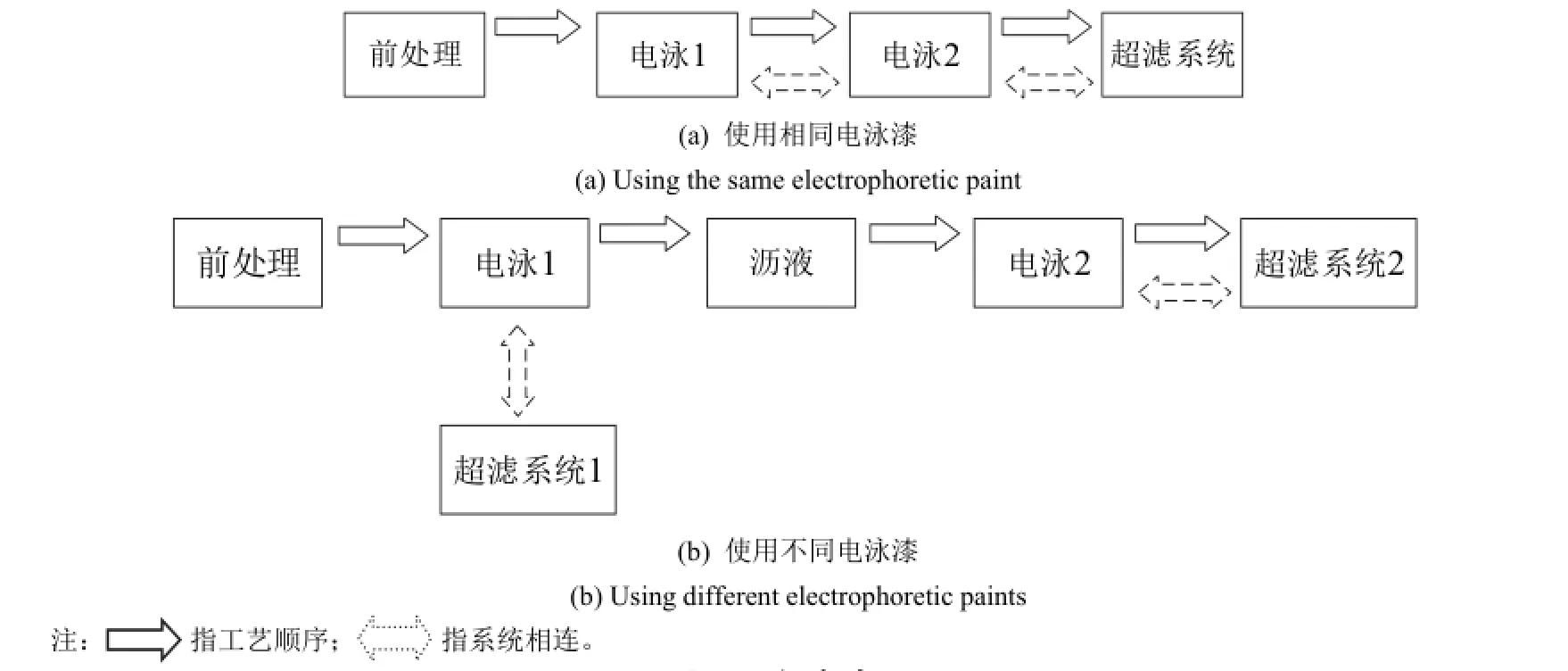
图2 设备布置Figure 2 Layout of equipment
为了保证漆膜质量,可从高往低设置二次电泳电压,实际的电泳电压不得超过破坏电压(需考虑整流电源的波动,一般取系数1.05,即最高电压 × 1.05 = 破坏电压),第一次电泳电压根据第二次电泳电压的90% ~ 95%进行设置。完成电压设置后再通过调整电泳时间来调整漆膜的外观,直到调整到较好的状态为止,建议采用正交表建立漆膜外观与2次电泳的电压、电泳时间这4个因子的关系图,通过调整得出较优水平。
3 结语
二次电泳,尤其是湿膜状态下进行的二次电泳,能够得到满足基本外观和性能需求的漆膜。在生产制造中,如需提升电泳的节拍或增加膜厚,但是受到条件限制,二次电泳不失为一种可选的解决方案。它能通过较低的投入实现膜厚提升或提产,可应用在对外观要求相对稍低的汽车零部件、日用品、玩具等场合。
[1] 戴彦琳, 范世宇, 丁鹤群, 等. 可二次电泳涂装的阴极电泳涂料制备[J]. 涂料工业, 2007, 37 (9): 32-33, 39.
[2] 陈卫东, 周伟博, 狄文伟, 等. 二次电泳工艺及其在汽车雨刮器上的应用[J]. 涂料技术与文摘, 2011, 32 (8): 18-20.
[ 编辑:杜娟娟 ]
Introduction of two-step electrophoresis process
ZHAO Zhi-ying, WANG Jian-hui, CAO Xiao-gen*
Aiming to solve the problem of thin electrophoretic coating caused by lack of time at continuous and step-type production line constructed or being operated, the appearance and performance of the coating obtained by two-step electrophoresis were studied experimentally. The process control points were described. This technology can solve the problem of electrophoretic coating thickening, and is applicable to automobile part, daily necessities, toys, and others with relatively low requirements.
two-step electrophoresis; coating thickness; product performance; control point
TQ639.2
A
1004 - 227X (2015) 14 - 0804 - 04
2015-01-26
2015-03-28
赵志英(1984-),女,河北阜平人,专科,工程师,主要研究方向为汽车涂装。
曹晓根,副高级工程师,(E-mail) caoxiaogen@gwm.cn。
