190T/H干熄焦提升机走行系统改造
2015-12-22孙继华
孙继华
(安阳钢铁股份有限公司)
0 前言
安钢焦化厂190 T/H 干熄焦于2012年11月6日开始装红焦投产。干熄焦的主要运行设备是提升机,所谓提升机就是运行于提升井架和干熄炉顶轨道上,将装满红焦的焦罐提升并横移至干熄炉炉顶,与装入装置相配合,将红焦装入干熄炉内。装完红焦后又将空罐经提升、走行和下降落座在焦罐台车上。提升机由PLC 与其他设备联动,机上无人操作,采用变频调速。提升机主要由提升装置、走行装置、润滑装置、吊具、焦罐盖、机械室及各限位检测装置等组成。
1 存在问题
在提升机调试运行过程中,发现其走行系统有问题,主要有3 种现象:
(1)在提升机走行启动时,有时启动困难。
(2)在提升机走行运行过程中在干熄炉口停车对位时,对位不准,有时出现没有到位就停车了,有时过了干熄炉炉口中心才停车。
(3)走行电机在调试过程中就出现烧损,基本每月烧2 台电机。
2 原因分析
2.1 提升机走行系统控制工作原理
提升机运行机构采用两台全数字式矢量型变频传动系统分别控制两台37 kW 鼠笼式变频电机,强迫通风形式保证了电动机在频繁制动和低速运行时能够输出额定的力矩。当一台电动机发生故障时,另一台电动机能够以一半的额定速度运行。走行传动部分示意图如图1 所示。
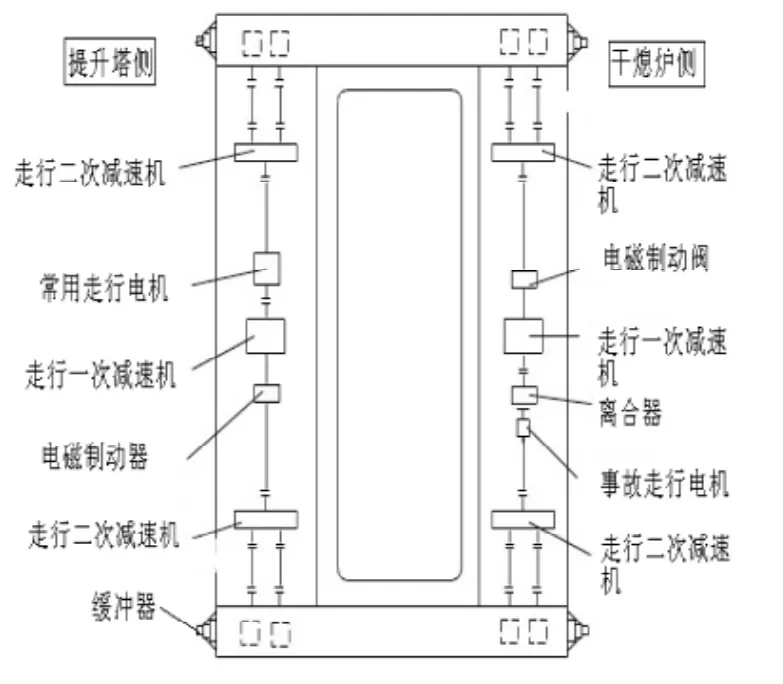
图1 走行传动部分示意图
起重机在井架处将满焦罐提升至上限后,以高速向干熄炉驶去。当起重机行驶至干熄炉中心前某一距离时,无触点减速接近开关发出减速指令,起重机以低速向前行驶。在至干熄炉中心前,起重机依靠设置在干熄炉两侧走台上的无触点接近开关,检测出过走或欠走的行程并进行适当的补走,最终可保持对位误差在±20 mm 以内。起重机走行接近干熄炉时,向装入装置发出炉盖打开指令(起重机操作室也可进行此项操作的手动操作),待起重机完成对位动作后,装入装置正好完成打开炉盖﹑对上装料料斗的动作。
装料完成后,起重机将空焦罐提升至上限,随后向装入装置发出关闭指令,并以高速向提升井架驶去。当起重机行驶到提升井架中心前,无触点减速接近开关动作发出减速指令,起重机继续以低速向提升井架驶去。依靠设置在提升井架两侧走台上的无触点接近开关,检测出过走或欠走的行程并进行适当的补走,最终可保持对位误差在±20 mm 以内。
2.2 提升机出现上述现象的原因分析
通过对提升机走行控制系统原理进行分析及现场控制柜接线情况的查找,没有发现问题,经过现场多次试验最终发现是:提升机在走行过程中从高速走行接近减速接近开关后,减速接近开关发出减速指令,提升机应以原速度的30%的速度行驶,但该速度高于设计速度。对照设计说明发现,本次制造的减速机一级减速机的速比设计存在问题,减速机实际速比为6.288/12.576,而设计速比为17.655/35.310,由于减速机速比小,在提升机走行的过程中造成减速后运行时减速机输出转速较快,行驶速度较高,惯性增大,当抱闸动作时,导致停车精度不准。同样提升机在走行启动瞬间因输入端工作转矩大,造成电机转矩超过额定转矩,电机就会启动困难或烧损。
3 改造方案及实施
3.1 改造目的
通过对190 T/H 干熄焦提升机走行装置优化改造,克服原设备存在的问题,使提升机满足生产工艺要求,保证设备的稳定运行。
3.2 改造原理
在保证提升机总速比的情况下,二次减速机不变,只对一次减速机进行改造,尽可能降低改造费用。
3.3 改造方案
3.3.1 方案一
重新设计、制造减速机,速比达到原设计值,这样电动机正常工作约在49 Hz 下,可以达到额定的运行速度。此方案可以保证设备的安全可靠运行,但是现有结构设备现场改造工作量大(减速机中心高加170 mm,需要把减速机沉入平台才可以,平台改动困难,电动机座子等需要重新设计制作,重量体积加大,施工困难)。另外,进口品牌轴承等采购周期较长,预计制造周期在5 ~8 个月左右,改造后可以安全稳定运行。
3.3.2 方案二
利用同类型减速机改造,改造后减速机可以保证原有的安装尺寸不变,在保证安全可靠的前提下,速比可以提升到12.833,这样电动机正常工作约在36 Hz 下,可以达到额定的运行速度;在减速停车时惯性降低,能精确停车可保持对位误差在±20 mm以内。此方案同样可以保证设备的安全可靠运行,同时可以利用原减速机的轴承、箱体。设备的改造工作量小,预计制造周期在3 个月左右。改造后同样可以安全稳定运行。
3.4 方案选择与实施
两种方案的对比情况见表1。
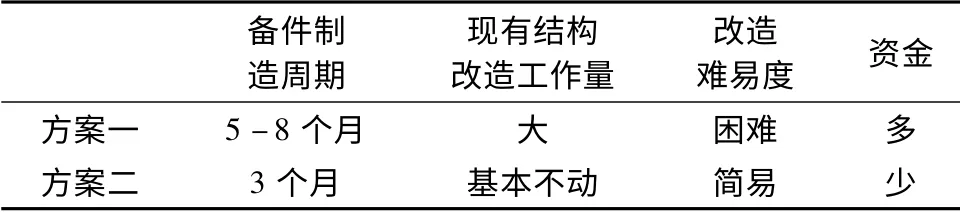
表1 两种方案的对比
经过认真分析和比较,方案二对生产影响相对较小,投资少,见效快。因此,得到的结论是按照第二种方案进行现场改造。
方案确定后,减速机制造单位用3 个月的时间对改造用减速机的部件制备齐,到达现场后用了3天的时间安装完毕,调试运行后使用情况良好。
4 改造效果
190 T/H 干熄焦提升机走行系统改造后,至今使用良好,电机使用周期延长,提升机工作平稳,提高了干熄焦干熄率,减轻了工作人员的劳动强度,保证了为大高炉提供优质焦炭。
5 效益分析
(1)节约备件费用,每月烧损电机2 台,每台电机1 万元,全年约节约24 万。
(2)增加发电量,排除故障更换电机,每次约需用2 h,节约51.9 万元。
(3)增加焦炭产量,检修减少干熄焦产量,检修2 h,减少干熄焦焦炭约为324 t,每吨干熄焦焦炭对炼铁带来的效益为14 元,共计11 万元。
(4)三项合计每年产生经济效益为86.9 万元。
6 结束语
提升机走行系统停车时不稳定,对位不准,有时启动困难。通过降低运行速度即提高减速机速比,可达到对位准确的目的,解决了提升机启动困难,不能稳定运行的瓶颈环节,为高炉顺行创造了条件,取得了巨大经济效益和社会效益。
[1]王力. 干熄焦提升机行星减速机传动比及行星轴承寿命的分析[J].冶金设备,2010(特刊):27 -29.
[2]肖军.干熄焦提升机研究[EB/OL].http://www. docin. com/p-657904918.html,2013 -05 -25/2015 -3 -28.
