FMEA在NF公司过程质量管理中的应用研究
2015-12-21肖启聪福建南平南孚电池有限公司福建南平353000
肖启聪(福建南平南孚电池有限公司,福建 南平 353000)
XIAO Qi-Cong(Fujian Nanping Nanfu Battery Co.,Ltd. Nanping 353000, Fujian, China)
FMEA在NF公司过程质量管理中的应用研究
肖启聪
(福建南平南孚电池有限公司,福建 南平 353000)
FMEA(潜在失效模式与后果分析),作为一种控制质量风险,提高产品可靠性的应用技术,已被广泛运用于航天、航空工业,汽车、机械、电子工业等对可靠性要求较高的行业。文章通过创新应用FMEA 在NF公司解决过程中潜在风险的控制与推行,有效降低了产品的不合格率,提高了产品的质量水平和可靠性的实例作为其研究成果。为当今国内制造业在根据自身的实际情况来灵活运用FMEA管理技术,提升产品质量水平和可靠性,降低不合格率方面提供参考。
失效模式和效果分析;质量控制;LR6 PA密封圈
1 研究的背景和意义
1.1 研究的背景
现阶段要提高产品的质量,企业可以通过提升自已的质量管理能力,从而为提高、保证产品的质量作出贡献,也为先进的生产技术的发展提供了广阔的市场空间。
1.2 研究的目的和意义
从质量管理的角度来看,运用FMEA对质量管理系统进行优化,对其产品进行有效的控制,缩短判定质量缺陷时间与新产品的开发、上市时间,从而提高经济效益,确保企业自身在激烈的市场竞争中的生存与发展。
当今在国际潮流与客户要求的多重压力下,实施FMEA管理将会越来越多,相信在不久的将来,FMEA将成为客户选择合作伙伴或供应商的重要条件之一,尤其在QS9000,5S,精益生产,6σ等管理体系[1]的逐渐推广和普及的情况下,以预防为出发点的质量改善工具FMEA的重要性将显得更加突出。
2 FMEA理论与发展状况的研究
2.1 FMEA
FMEA (Failure Mode and Effect Analysis,失效模式与效果分析)[3]是质量管理方法中的一种预防、控制质量风险的方法。
产品故障可能与设计、制造过程、使用方式、第三方承包商、供应商以及服务等都有相关,FMEA方法能对其中可能的质量风险进行评估、分析,以便在现有技术基础之上,消除这些潜在的风险或将其降到可接受的水平。
2.2 国外研究现状与发展趋势
FMEA是一种起源于美国的可靠性分析方法,20世纪50年代初,由格鲁曼Grumman飞机制造公司首先提出FMEA的思想并把其用于战斗机操控系统的设计与分析,取得良好的效果。在60年代美国国家航空总署NASA成功地应用于太空计划,到70年代末FMEA在美国已从汽车工业逐步渗透到机械、医疗设备等民用工业领域,80年代初FMEA开始进入微电子工业,到了1988年,美国联邦航空局要求所有航空系统的设计、分析都必须使用FMEA方法进行;1994年FMEA成为了QS-9000五大核心分析工具之一[2], 2005年D. H. stamatia博士对FMEA分析所需的辅助工具及其关系进行了系统的研究。
在国外FMEA为当今工业界盛行的“六西格码”技术中的重要项目。公司不仅自身严格执行FMEA,而且还要求他们的合作伙伴、供应商开展FMEA。在电子元器件行业,特别是微电子行业,如索尼、东芝、英特而、iPhone 等均采用了FMEA技术以提升和控制其产品质量和可靠性。
2.3 国内研究现状与发展趋势
我国在60年代开始重视和引进可靠性技术,到了80年代初 FMEA开始逐渐在各个领域得到了相应的运用,同时在国标和国军标中也增加了该项技术的相关内容。
国内从2000 年左右开始FMEA 的研究,目前在航空、航天、兵器、舰船、电子、机械、汽车及家用电器与医疗器械方面均获得了一定程度的认可与应用,一些知名企业已逐步采取FMEA分析,在规避风险方面起到了非常重要的作用。
3 FMEA在NF公司过程质量管理中的运用
通过对NF公司近年来不良产品原因及收到的客户投诉的分析,笔者认为如能解决密封圈的可靠性的问题,将大幅降低电池的漏液率,故选定LR6 PA密封圈作为研究对象,前期在注塑车间过程控制中推行PFMEA。
3.1 FMEA在NF公司产品过程质量管理的推行
经过了解、沟通,公司决定成立FMEA项目推进委员会来保证任务的顺利实施。将整个项目分为两个阶段来实施:第一阶段,选定LR6 PA密封圈注塑车间来试运用PFMEA;第二阶段,再以此为模版在公司的所有过程中推行。[4]
3.2 成立项目推行组织
FMEA项目能否按照计划顺利的实施,组建一个强有力的推行组织非常关键。推行委员会负责制定FMEA的实施的方案,进度、处理项目过程中发生的突发情况以及建立监督和考核机制等。根据公司的ISO管理组织机构,成立以总经理为领导的FMEA项目推行委员会,将与过程控制有关的职能部门连接在一起,来保证项目的顺利进行;推行组织结构如图1所示。
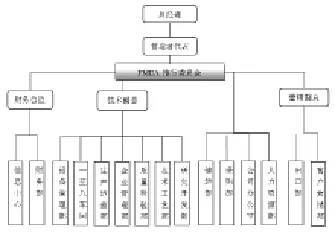
图1 FMEA推行组织图
3.3 LR6 PA 密封圈注塑过程FMEA项目的推行[3][5]
(1)时间进度表的制定
由项目经理负责协调、组成一个跨部门FMEA工作小组,预计在3个月内完成LR6 PA密封圈的PFMEA表,给注塑车间生产过程作为指引。
由项目经理负责制定进度表,召集PFMEA小组会议,研讨产品的每一过程或工序,分析潜在失效原因与特性,确定需要实施的工序项目、日期、实施状况与反馈效果,并提出具体的纠正、预防措施;第一阶段FMEA项目推行进度,如表1所示:
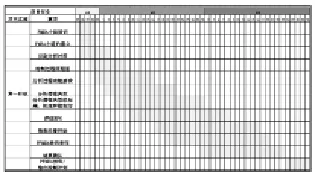
表1 FMEA项目推行进度表
(2)FMEA小组组建及要求
FMEA小组要求多学科或多背景的人员组成,可包括过程/工艺工程师(小组的领导)、质量工程师、可靠性工程师、加工工程师、设计工程师以及来自各工序的责任操作者等,人员控制在5~9人。以保证从不同的方面获取信息,收集数据,减小出现因个人单独进行FMEA出现的结果偏差,保证其科学、合理性。
(3)实施教育培训
内部的FMEA的培训教育,由项目经理负责对FMEA小组讲述PFMEA的理论知识和案例分析,使小组成员对PFMEA更加清晰明了以便工作顺利开展,如图2所示。
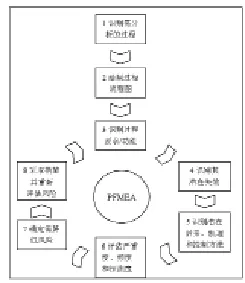
图2 P-FMEA 演示图
(4)实施PFMEA绘制过程流程图
根据原有的LR6 PA 密封圈注塑工艺流程图,将其生产过程控制点和性能特性一一列出,分清现场的五种作业类型(加工、移动、储存、检査和返工),辨别产品的关键过程、特性,绘制出LR6 PA 密封圈制造过程流程图,如图3所示:
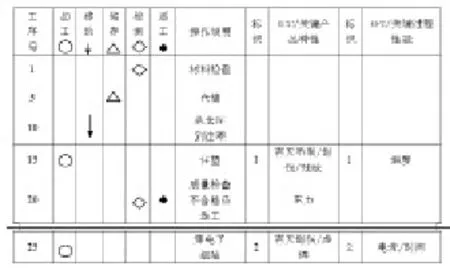
图3 过程流程图(节选)
(5)风险顺序数RPN的选择规则
① S=Severity 严重度
严重度是一个与给定的失效模式后果相符的值,建议在评价准则和排序体制上,对严重等级为10级和9级的不建议修改标准,为1级的失效模式不再进一步分析。
② O=Likelihood of Occurrence 发生频度
发生频度是表示失效特定要素发生的可能性,在 FMEA 中的发生率排序是一个相对值,所以其排序值相对绝对值而言会更有意义,建议使用1 到10的等级来评价。
③ D=Likelihood of Detection 探测度
探测度是与列出的探测控制栏中最佳探测控制相符的等级,是FMEA是失效项目的可探测率的相对排序,建议探测度使用1到10的等级来评价。
④ 根据RPN值确定优先措施
笔者选择应用风险优先系数RPN,来对过程的潜在失效模式实施风险评估,既RPN=S×O×D值的大小来进行优先排序的方法,用其来衡量可能的失效或缺陷,数值愈大表示潜在问题愈严重,RPN值的范围可以在1~1000之间,FMEA改进首先应针对RPN值高的项目进行。当严重度是9级或10级时必须优先处理,其次按照高严重度、高风险顺序的排序。使用RPN做为改进的参考,首先是严重度,再者是发生度,最后是探测度,如果是对于确定是否需要采取纠正措施,不建议不加思考的使用RPN 极限法。下表是南平南孚电池有限公司的要求:

表2 NF公司RPN建议评价规则
3.4 建立LR6 PA 密封圈注塑的PFMEA表
(1)PFMEA表头(A-H项)的编制
PFMEA表头应清晰且易于识别,包括编号、识别范围、设计责任、日期等,其包含以下要素具体,如表3所示:

表3 PFMEA表头格式
(2)PFMEA表内容填写
在填写FMEA表时建议各成员结合自身的实践经验,运用头脑风暴法、因果图等分析工具,对各项目进行科学的判定、填写,如表4所示:
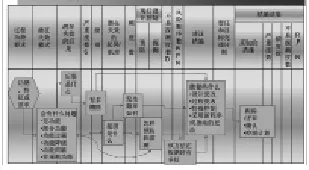
表4 PFMEA表内容的填写
(3)LR6 PA密封圈注塑过程FMEA表制作
结合各自的经验运用头脑风暴法、柏拉图、特性要因图、分层法、采取建议RPN规则等方法对生产的现状进行分析、讨论和评估后,将所有影响功能和安全的事项列出来,定义其失效项目,以此为依据来编写PFMEA表,表格节选如表5所示:
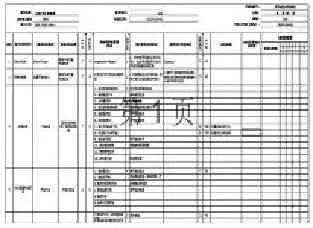
表5 LR6 PA 密封圈过程FMEA表
3.5 输出控制计划表
笔者将所做的PFMEA内容作为生产控制计划的重要输入,对LR6 PA密封圈生产过程可能的变化重新进行了全面的有效性鉴定,并输出控制计划表给生产管理人员、工艺员及IPQC做产前确认和过程控制指引,保证FMEA的有效输出如下表6所示:
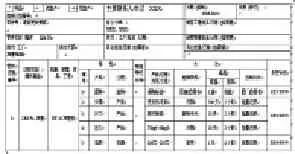
表6 LR6 PA 密封圈控制计划
3.6 效果确认和改进
在完成了PFMEA表后,再通过对FMEA表所列项目进行逐个的排査和解决,并跟踪确认PFMEA的有效性,笔者以产品的过程质量数据(LR6 PA密封圈的防爆压力控制和产品的不合格率数据)来说明PFMEA在LR6 PA密封圈注塑过程中实施的有效性;
例1:LR6 PA密封圈防爆压力控制改进前其CPK为0.99(图4),改进后其为1.84(图5);
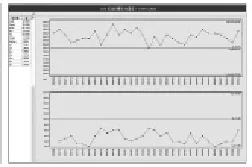
图4 LR6 PA密封圈防爆压力控制(改进前)
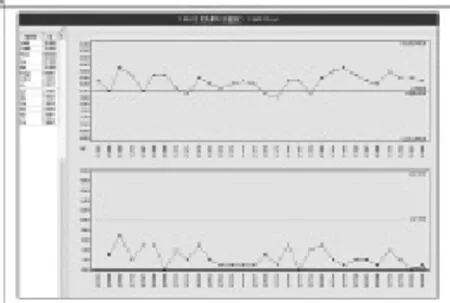
图5 LR6 PA密封圈防爆压力控制(改进后)
例2:LR6 PA 密封圈的不合格率从改进前的约300PPM下降到改进后的100PPM以下(图6)。
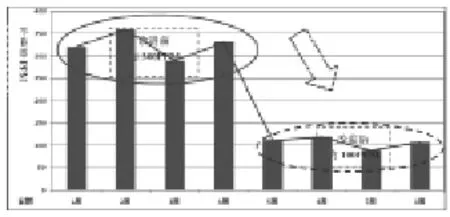
图6 LR6 PA密封圈改进前后不良率对比图
以上的数据说明LR6 PA密封圈的注塑过程,在经过PFMEA管理后其效果是明显的,过程能力得到了提高,同时不合格率也得到了降低。
4 FMEA在NF公司过程质量管理中的运用[6]
通过第一阶段FMEA在注塑车间LR6 PA密封圈生产过程中的试行,证明了FMEA的有效性,为全面推行FMEA树立了信心。
4.1 鼓励全员参与
公司推行FMEA不只是推行委员会与各车间/部门FMEA小组的事,同时也是设计、生产、供应、销售、服务过程中有关人员必须关注的;公司鼓励并开展有效改善提案活,作为推行FMEA基本条件,并建立相关制度如下:
(1)在内控系统中制订相应的奖励文件,对于合理化建议进行分类、奖励;(质量、精益生产、清洁生产等)。
(2)明确对于质量改善,降低质量风险,事故预防等行为进行奖励,激发员工参与的热情。
(3)在公司的OA系统上设立一个提案专区广泛、持久地开展,培养员工的问题意识和改善意识,使改善活动自主化、全员化,形成企业文化,为进一步推行FMEA提供保证。
4.2 建立细化的FMEA组织
以在注塑车间成功推行PFMEA为模版,进一步将FMEA活动在整个公司过程质量管理中展开,确定了其在过程质量管理中的位置并由各车间分别成立了FMEA小组,统一引导各自推行,如下图7所示:

图7 PFMEA的位置
根据生产过程的不同性质,笔者将PFMEA具体为三个部分进行:第一,原材料进货FMEA;第二,半成品生产过程FMEA;第三,成品生产FMEA。
4.3 FMEA在过程质量管理的中应用[8]
推行FMEA是为了更好地让公司的管理思路从由解决过程异常逐步转变为预防过程异常发生,由如何解决问题转变为如何去预防问题发生、去考虑如何消除潜在不可靠的风险。
通过公司FMEA的推行管理,根据自已的实际创新性地完善了质量管理体系与机制。
4.3.1 建立PFMEA 维护管理机制
FMEA 表是一个动态的文件,FMEA负责人认为必要时要主动联系相关部门,并对其设计更改和更新时进行评审,保证PFMEA和控制计划制不断更新来反应实际生产状况;另一方要定期组织对PFMEA 进行评审,同时FMEA管理经运行过认可后,纳入ISO 9000质量管理体系中进行受控管理,其目的在于标准化管理,将发现潜在的问题作为日常管理来实现。
4.3.2 完善质量问题的分析步骤
前面论述了运用PFMEA在PA产品的改进的实例,知道了 5M1E(人、机、料、法、环、测)对产品的质量起着关键性的作用,故在FMEA管理通过分析过程工序中5M1E变化点作为FMEA表中潜在失效原因的项目,帮助工程师和管理人员快速掌握FMEA方法,其次通过对过程工序5M1E的分析也可指出波动、变化异常的潜在根源,工序5M1E分析示意如图8所示:
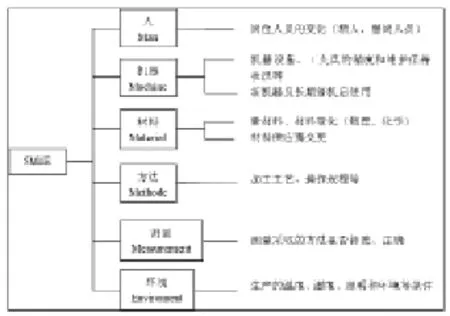
图8 5M1E分析示意
4.3.3 促进8D解决问题方法的实现
8D常用于客户投诉及对重大异常的处理,虽然它本身不能解决问题,但提供了一种逻辑性的解决问题的方法。FMEA与8D都是通过改善措施来提升质量管理系统的可靠性,其区别在于8D是对已经发生的问题的改进,而FMEA则着眼于问题预防性控制。因此笔者将FMEA扩展并应用于8D解决问题的方案。
4.3.4 与SPC统计过程控制相结合[7]
当生产中发生质量异常时,如何快速找到问题产生的原因并实施对策,对技术、工程师或管理人员都是考验,FMEA表的建立提前将问题潜在的因素呈现出来并列入预防控制,防止类似异常的重复发生成为了可能。结合公司的SPC系统及过程能力指数CPK进行控制的情况来看,常会出现波动或异常,笔者对判异的过程运用FMEA的方法进行分析,找出原因及可能存在的潜在失效模式,控制风险防止再发生,以提高产品的质量。
FMEA与公司的SPC相结合,在原有的SPC软件中的每个工序中增设一项FMEA表如图9所示,以保证可以及时、直观清楚的知道,在产品生产过程中每个工序的情况及其潜在的风险,更好的控制产品的质量。
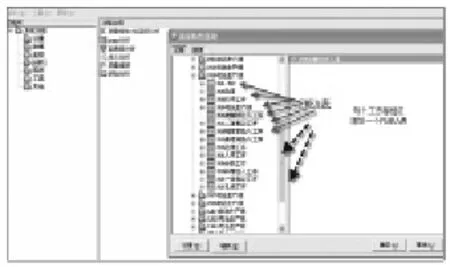
图9 SPC与FMEA结合示意
4.4 效果反馈与评估改进
NF公司将FMEA与现有的5S与SPC相结合进行管理,从改进问题分析方法,完善不合格品管理流程(包括进货、过程、出货),完善8D纠正/预防控制方案,等多角度去重新评审生产过程的合理性、科学性,同时使技术、研发与生产过程更加紧密结合,能够在设计时更加注意产品是否能在生产上的实现,从源头上避免缺陷的产生。
FMEA在公司全面推行以来,生产过程能力及合格品率均得到了有效的提高,例1:F66线的电液注入工序控制情况,其过程能力指数CPK由改进前的1.38(图10)提高到了改进后的1.86(图11):

图10 电解液注入工序(改进前)

图11 电解液注入工序(改进后)
例2:LR6电池陈化出仓不良率分类对比,较前其各项指标均有较明的降低如图12所示:
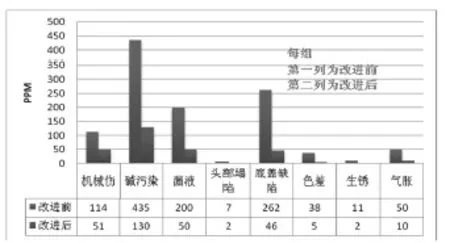
图12 电池不良率改进前后对比
从上面所举的公司过程控制与成品出仓的两个例子来看,进行FMEA管理之后,机器的生产过程过程能力指数得到了提升,同时产品的不合格率也降低了,说明推行FMEA的效果得以逐渐显现。
笔者调查了车间管理情况及员工的表现,发现通过科学的FMEA管理后员工更有意识的表达自己对产品质量的关注,分析问题更专业与标准化,形成了预防控制的前瞻性思维。
5 结论与创新
文中首先论述了在借鉴国内外FMEA管理的经验的基础上,通过NF公司注塑车间对LR6 PA密封圈的PFMEA应用,使产品的质量水平得到提升、不良率逐步下降,为进一步全面开展FMEA管理工作积累了可贵的经验,从而促使FMEA在NF公司的创新开展并取得成功。
通过NF公司FMEA的创新性运用实例,新形势下创新性的结合自身特点,建立、建全质量管理体系,为我国中小型企业引入FMEA管理,提高质量管理水平和经济效益提供了参考。
[1]马林,何桢. 六西格玛管理[M]. 北京:中国人民大学出版社,2011.
[2]嵇国光,王大禹,严庆峰.ISO/TS 16949五大核心工具应用手册(第2版)[M].北京:中国标准出版社.2010.
[3]失效模式与后果分析(FMEA)参考手册第四版[M].版权由戴姆勒克莱斯特、福特和通用汽车公司所,2008.
[4]吴磊,罗斌,王成勇.多阶FMEA在质量管理体系中的应用.质量技术奖专栏.成果选登.2010.17-20,29.
[5]李衔,卢志坚,周海伦. 浅谈质量风险管理工具的应用[J]. 流程工业.06-2011:42-45.
[6]高红云,曲强,刘洋.企业中FMEA方法应用研究[J].新技术新工艺•兵器工业技术交流 2011,12:105-107.
[7]林明,苏静.统计过程控制(SPC)在卷烟生产过程中的应用[J].中国科技信息.2012,01:89,100.
[8]么志丹.PFMEA在钼铁冶炼过程中的应用[J].统计与管理.2012,115-117.
Research on Application of FMEA in Process Quality Management of NF Company
As an applied technology that control quality risk and improve product reliability, FMEA (potential failure mode and effects analysis) is widely applied to the industries like space flight, aerial industry, car, machinery and electronic industry that request the higher reliability.Through innovative applications the FMEA to control and solve the potential risk in NF Company, we reduce the unqualified products effectively and improve the reliability of the products. It sets an example as the achievement in this research. This essay provides the reference to present domestic manufacturing industry applying FMEA to promote quality standard and reliability.
FMEA; Quality control; LR6 PA Gasket
XIAO Qi-Cong
(Fujian Nanping Nanfu Battery Co.,Ltd. Nanping 353000, Fujian, China)
2014-05-27
肖启聪,男,福建南平南孚电池有限公司质检部,工程师,硕士