沿海斜流式循环水泵叶轮开裂原因分析及处理措施
2015-12-20余铸忠
余铸忠
(浙江大唐乌沙山发电有限责任公司,浙江宁波315722)
近年来,我国沿海各大容量、高参数火力发电机组持续投产,极大支撑和保证了沿海地域的经济发展;同时,由于安装质量、部件材质和结构设计等原因产生的循环水泵叶轮开裂等缺陷,造成机组限负荷甚至非正常停机的现象也在逐年增多,很大程度上决定着机组运行的可靠性,甚至影响着电网供电的稳定性。
沿海电厂循环水泵目前较为常见的是采用典型的88LKXB-19型立式单级单吸导叶式、内体可抽出式斜流泵,冬季一用一备,夏季同时开启,提供充足循环水量,保证机组的安全可靠和经济稳定运行。笔者通过该类型循环水泵运行状况和解体现象的论证分析,归纳叶轮开裂的主要原因,总结消除叶轮开裂的具体措施。
1 设备概况
循环水泵的作用是向凝汽器、闭式循环冷却水热交换器和水环机械真空泵冷却器供给冷却水,其工作特点是冷却水量大、压力低,故要求循环水泵具有大流量、低扬程的特性,属高比转速泵[1]。88LKXB-19型立式单级单吸导叶式、内体可抽出式斜流泵(见图1)有以下特点:(1)体积小、质量轻,水泵占地面积小,启动前无需灌水;(2)效率高,泵效率可达到83%~90%;(3)水泵为单支座布置,水泵与电机直连,安装在同一基础上,泵体安装在湿式泵坑内;(4)水泵转动部件为可抽芯式,且具有互换性,在维护或更换转动部件时无需拆卸水泵外壳;(5)汽蚀性能好,安全可靠,使用寿命长。鉴于以上特点,当前沿海较多电厂选用该类型循环水泵。
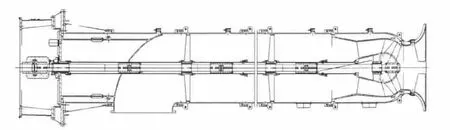
图1 88LKXB-19型立式单级单吸导叶式、内体可抽出式斜流泵简图
某电厂机组投产后,陆续有循环水泵表现出振动大、泵内有异常噪声等问题,先后对现象异常的循环水泵进行解体检查,发现泵的叶轮出现不同程度开裂,同时伴有轴承支架全部损坏、内接管断裂、泵轴不同程度弯曲、轴套偏磨等现象,见图2和图3。

图2 轴套偏磨严重

图3 叶轮叶片开裂
2 循环水泵劣化原因分析
结合解体后设备出现缺陷的现象和相关数据,分析叶轮出现裂纹主要有以下原因:
(1)安装设计方面:设备安装质量差,在运行过程中增加了泵振动的不稳定性,从而加快了叶轮的劣化速率。联轴器与轴承配合处的严重偏磨,最大处偏差可达到0.18mm,分析水泵安装时导轴承中心与泵轴中心偏差较大,甚至出现外筒体偏斜,台板浇注不符合规定等问题,造成泵振动大,从而引发叶轮开裂。
(2)部件材质方面:①经查阅技术资料及金属材质光谱分析,该类型循环水泵叶轮材质均为ZG0Cr18Ni12Mo2Ti。此材料为国产合金铸钢件,属于不锈耐酸钢整体铸造成型件。由于铸件晶粒粗大,组织疏松,含气孔、夹杂等缺陷的现象较多,容易由于材质劣化而引起叶轮开裂。②叶轮由于海水长时间腐蚀,局部形成表面龟裂纹,经打磨后无法彻底消除,为叶轮劣化留下隐患。由于海水中可溶性盐垢吸收水后成为了电解质,对叶轮造成电化学腐蚀,当腐蚀发展到一定程度后,形成疲劳裂纹源,最终导致叶轮断裂。③零部件材料不匹配造成导叶体等腐蚀,使得振动增大,加速叶轮开裂,其中吸入喇叭管、叶轮、导叶体、内外接管、轴承支架、内弯板和固定件等,所用材料(见表1)耐腐蚀性能差别很大,形成电位差,引起电化学腐蚀。
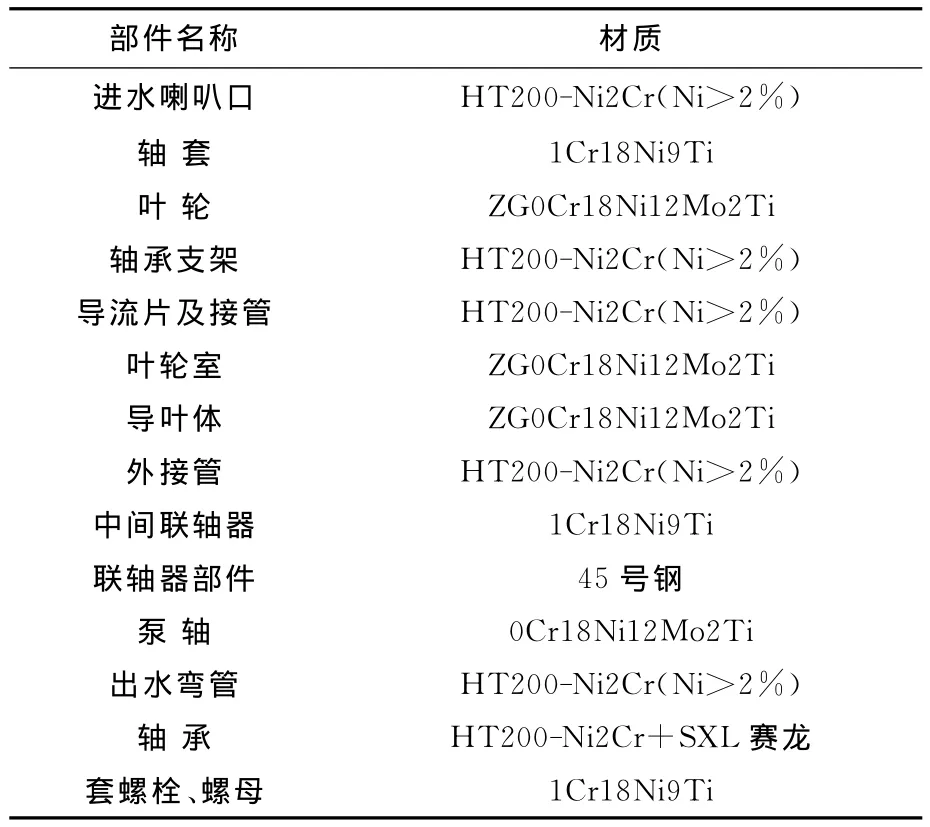
表1 88LKXB-19型水泵零部件材质
(3)结构设计方面:①采用滑动联接轴套降低了轴系刚性。泵有4根轴,轴数较多,且两轴之间采用联接轴套进行联接,造成转子刚度不够;同时,为了便于联接轴套的拆卸和安装,联接套筒与泵轴之间采用的是间隙配合,不能保证联接形成刚性轴系,降低了转子的刚性,促发振动加大,引起叶轮开裂。②轴承位置不适当影响了转子刚性。导叶体部位的1个轴承离叶轮较远,扩大了转子的悬臂比,而且轴承的长径比太小,不能有效限制转子运转时产生的巨大的反动力,削弱了轴承支承力的作用;2个中间轴承离轴联接套筒较远,这样2根轴联接处没有得到有效约束,不能有效约束转子的晃动,使得振动加大,引发叶轮开裂。③内壳体结构缺陷造成机组损坏。该泵为抽芯式双壳体结构,中间轴承支架通过大圆环与外筒体内壁进行配合,无法实现精确定位;同时,轴承支架大圆环与轴承中心力臂较大,在自身重力等作用下,使得轴承支架大圆环产生偏斜,导致轴承偏磨,振动加剧。
3 循环水泵劣化处理措施
鉴于对叶轮劣化原因的分析,确定采取以下措施,减缓叶轮开裂的趋势。
3.1 转子部套
(1)泵轴:4根轴颈镀铬层由于发生电化学腐蚀及镀铬层超厚,形成应力集中剥落,采取打磨并重新镀铬。先将其轴颈削车加工直径缩小1.5mm,然后镀铬,控制镀铬层厚度 0.07~0.08mm。
(2)泵联轴器:选配新套筒联轴器,按实际泵轴尺寸适配(H7/h6),材质为双相钢。
(3)轴套:选用新轴套,材质为双相钢;轴套固定螺钉,材质为双相钢;在轴配合的相应部位钻制凹坑,螺钉旋入,螺钉冲全印防松。
(4)叶轮:条件允许下更换为新锻造叶轮,若使用劣化叶轮则对断裂处采用双面补焊;同时对汽蚀及冲刷损坏区挖补后,磨平,焊后做渗透检测(PT)、超声波检测(UT),在200r/min转速下叶轮动平衡要求为100g。
3.2 静子部套
(1)轴承支架与外筒体配合:重新车配,外接管在机床上以配合止口圆周、结合面与配合止口为基准,检查轴承支架配合处跳动,并车圆;轴承支架焊缝做PT检查,外筒体按H8/f9配合间隙;将轴承支架六个支点处挖去1.5~2mm、堆焊并以支架内孔为基准车床加工;轴承支架中心部套两侧端面对轴线跳动≤0.05mm;保持导流体在垂直状态,导流体上部与外筒体配合H8/f9。
(2)内接管A/B/C/D/E:重新车配内接管法兰端面及导轴承与轴线垂直度检查,在专用芯轴上,两端面对轴线跳动≤0.05mm。止口配合按H6/h5,内接管法兰螺栓更换316材质螺栓。
3.3 部套防腐
(1)所有设备需防腐,要求表面去除锈迹见金属光泽,采用厚浆型环氧煤沥青防海生物防腐涂料,防腐层为四层,总体干膜厚度≥400μm。
(2)牺牲阳极:更换牺牲阳极保护块,修理调试阴极保护装置,保证保护装置能随机正常使用。
3.4 技术改造
(1)导轴承:轴承材质优化为赛龙GM2401;基体采用316L材质;螺栓采用316L材质;最下端轴承将直线形冷却水槽改为L形,在底部去除50mm,增加阻水边。
(2)增加轴承冲洗水系统:从填料函处开孔,将内接管原轴承冷却孔用相同材质封堵,增加管道泵、滤网,通入优质轴承冲洗水。
3.5 安装控制
(1)注意安装质量,确保子母口对接,调整轴系中心、外筒体中心、内接管中心的偏差≤0.05mm。
(2)确保填料函,二只轴承支架,下轴承中心在同一直线上后,外筒体法兰及泵盖,1∶50锥销定位,防止相对位置发生变化。
(3)通过增减水平台板垫片,调整外筒体垂直度和台板水平度。
(4)校正测点,及时校验泵组在线测振装置,保证监督数据的代表性和准确性。
4 循环水泵劣化处理结果
结合机组大修进行优化处理,并在处理过程中重点做好技术数据及检修工艺管控,设置关键质量验收点,实现了全过程质量管理。具体改造效果见表2。

表2 改造前后振动对比 mm
该类型水泵经过优化处理后,设备总体投运较为稳定,避免了由于循环水泵退出运行而影响机组负荷的隐患,极大提升了运行可靠性;同时,改造后明显降低了检修成本,据估算,机组每年可减少循环泵检修两次,节省检修费用240余万元,效果显著。
5 结语
通过叶轮开裂原因分析及处理优化的全过程管理,解决了沿海电厂斜流式循环水泵叶轮开裂问题,不但降低人力、物力开支,节约了设备检修成本,而且进一步提高了机组的安全可靠运行。积极开展该类缺陷原因分析和处理措施探讨,对同类机组的生产设计及改造优化具有重要的借鉴和参考价值。
[1]郭立君,何川 .泵与风机[M].北京:中国电力出版社,2004.
