骨钉接螺纹的数控车削
2015-12-17李尚波李景龙
李尚波 李景龙
(济南工程职业技术学院,济南 250200)
骨钉接螺纹的数控车削
李尚波 李景龙
(济南工程职业技术学院,济南 250200)
本文利用FANUC系统的G32连续螺纹切削功能,解决了接螺纹车削的切入切出问题,从加工程序和机床参数两方面入手,解决了相邻两段螺纹之间的接刀痕问题,从而车削出合格的骨钉。
骨钉 接螺纹 编程指令 加工程序 机床参数
1 骨钉及其车削加工方法
骨钉是目前医院对发生骨折的个例进行断骨接续手术用到的起连接和固定作用的螺钉,其特点是细长(长径比一般都大于10),主要材料是特殊钛合金。基于这样的特点,再加上批量生产的限制,制造标准件采用的高效率的螺纹加工方法如搓丝等不能有效使用。目前,普遍采用的加工方法是在纵切数控车床上用接螺纹的方法车削骨钉。
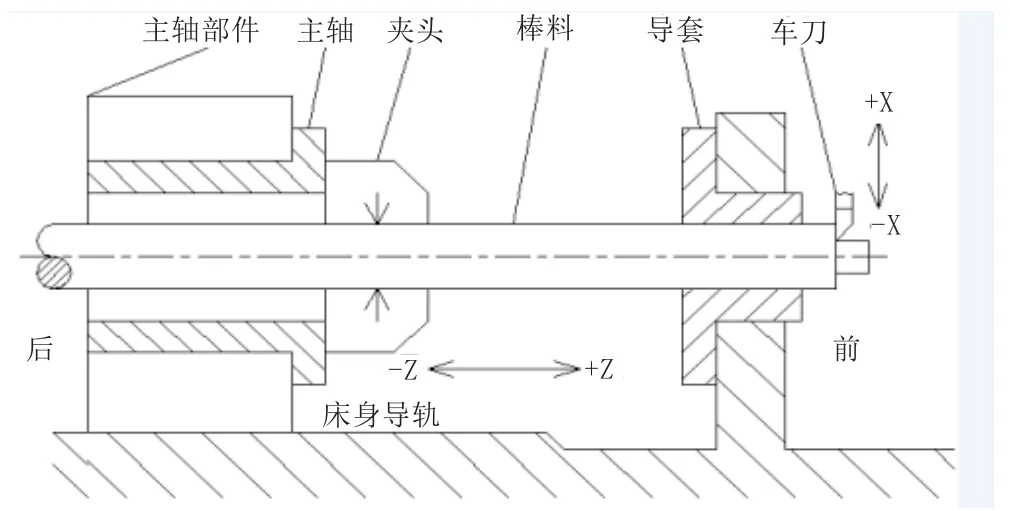
图1 纵切车床上车削棒料的工序示意图
纵切数控车床的主轴后端配自动送料器。棒料送入前端导套且其前端与导套前端齐平时送料完成,此时,棒料夹头处于松开状态。然后,夹头随着主轴部件向-Z方向移动,直到夹头前方的棒料长度略大于骨钉长度。移动到位后,夹头夹紧。棒料前端由导套定心导向,排刀刀架布置于导套前端上方。上下进刀方向为X方向,排刀前后分布方向为Y方向。图1为纵切车床上车削棒料的工序示意图。车削时,+Z向进给即夹头夹紧棒料向导套外伸出。车削外圆特别是车削螺纹时,要经过多次走刀,即棒料在导套内要经过多次进退。必须保证棒料退到最后,即车刀回到上次走刀的起始点,留在导套内未被车去的棒料外圆有足够的导向长度,故每次走刀所能车削的长度就不可避免地受导套长度的限制。因骨钉是细长件,一次车削的长度远小于骨钉长度,故只能逐段车削。以长度40mm的骨钉M4x1的车削为例,每段螺纹车削长度6mm,前后引导长度各2mm,安全距离2mm。每段车削时,先车出长度8mm的螺纹外径Φ4mm,再换刀车削该段螺纹M4x1。这样逐段车出的螺纹依次相接形成完整的骨钉。这就是接螺纹车削的总体过程。
接螺纹车削必须解决两个关键问题。一是接螺纹的切入切出问题。第二段及其后螺纹段车削的起始点和收尾点,一定要安排在工件实体之外,一方面避免切入时向着工件快速扎刀,另一方面避开起始加速段和收尾减速段螺纹插补的不准确性。二是消除相邻两段螺纹之间的接痕。接痕的实质是前后两段螺纹切出角和切入角之间的误差,Z向定位误差及动态跟踪误差等,反映到螺纹上就是续接处的牙形过切或欠切。如果方法不当,这种接痕将无法避免。为此,有厂商(如台湾信代公司)在其车床的数控系统中开发出专门针对接螺纹的软件,车削时使用专用的指令,解决了上述两个问题。然而,在普遍使用的FANUC Oi-TD系统上能否车削出合格的接螺纹呢?答案是肯定的。我们帮助山东新安凯科控科技有限公司在其配备Oi-TD的纵切车床上解决了该问题,本文给出解决问题的方法。
2 接螺纹车削的切入切出及其编程指令
惯用的螺纹车削循环指令G92、G76是不能用于接螺纹车削的。原因是这些循环的第一步入刀动作都是快速移动,单段螺纹车削编程时,总是把车螺纹的起始点安排在工件被加工表面之外,如图2所示,而接螺纹时无法做到这一点,造成向着工件表面快速扎刀,这是不允许的。故G92、G76不适合用来进行接螺纹的车削。
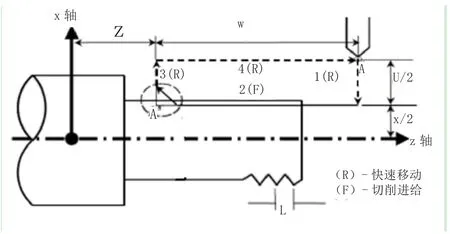
图2 单段螺纹车削编程图
适合于接螺纹车削的指令是G32。通过指令G32,可以车削直线螺纹、锥度螺纹以及漩涡形螺纹。而最重要的是可以用G32连续指令螺纹切削的程序段,在这些程序段的连接处,进给控制始终保持与主轴的同步,从而规避了中间段螺纹车削时的起始和收尾问题。且连续指令的螺纹形式可以不同,可以是直线螺纹,也可以是锥螺纹。这就是FANUC系统的G32连续螺纹切削功能,如图3所示。利用这一功能,我们就可以在接螺纹时,在中间段螺纹的首尾各加一段锥螺纹作为接螺纹的切入和切出段(它们在长度方向与与前段螺纹和后续螺纹重合),把中间段接螺纹车削时的起始点和收尾点充分安排在工件被加工表面之外,从而保证切入时不会向工件表面快速扎刀,同时消除了起始加速和收尾减速对螺纹车削的影响。必须注意的是,切入切出的锥螺纹要采用和接螺纹要求相同的螺距,其长度应大于锥度,否则锥螺纹会变成漩涡(端面)螺纹而无法与前后段螺纹续接。这样,接螺纹车削的切入切出问题便迎刃而解。
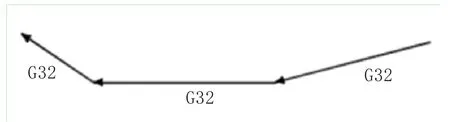
图3 G32连续螺纹切削
3 消除接螺纹的接刀痕
如前所述,接痕出现的根本原因是前后两段螺纹切出切入角之间的误差、Z向定位误差及螺纹插补时的跟踪误差等。在数控加工中这类误差是不可避免的,但应该减小到加工精度允许的范围内,在接螺纹车削中不能有明显的接刀痕。我们从加工程序和机床参数两方面入手解决该问题。
3.1 程序中采取的措施
(1)在螺纹车削之前的程序段和螺纹收尾的程序段加入准确停止方式指令(G61),使系统在相应的程序段结束后进行到位检测,以确保刀具准确到达螺纹车削的起始点和螺纹收尾的结束点。在螺纹车削开始的程序段加入攻丝方式指令(G63),以避免连续螺纹车削中出现加速和减速。
(2)每次都从正向到达螺纹车削的起始点,以消除反向间隙对接螺纹的影响。
3.2 机床参数设置如下
(1)GQS[3451#0]设为1,就可以在程序中规定螺纹车削的起始角度,以确保螺纹车削从主轴的0°角开始。
(2)各轴加减速类型[1610]应一致,统一采用铃型加减速。
(3)各轴到位宽度[1826]尽可能精确,设为20μm,以达到准确停止方式指令的效果。
(4)各轴位置环增益[1825]尽可能提高,设为12 000,以最大程度减小螺纹插补时的跟踪误差。
4 结语
经过多次反复试验、改进和总结,终于在Oi-TD纵切数控车床上车生产出合格的接螺纹。
Bone Stitch Thread CNC Turning
LI Shangbo, LI Jinglong
(Jinan Engineering Vocational College,Jinan 250200)
Bone screw is used to fix and link the broken pieces of a bone in hospital surgery. It is made by joint screw turning on numerical controlled vertical cutting lathes. Smoothly cutting in and cutting out and eliminating miss connecting are the key points in joint screw turning. Smoothly cutting in and cutting out can be obtained with the continuous sc rew cutting of G32 function in FANUC NC system. And s crew miss connecting can be s ettled by particular NC programming and machine parameter setting
pegs, then threaded programming instructions, processing program, machine parameters
