茶叶杀青温度精准控制系统研究
2015-12-17徐海卫程宇菥汤江文徐传娣
徐海卫,蒋 丽,程宇菥,汤江文,徐传娣,杨 桩
(四川中测量仪有限公司,四川 成都 610021)
0 引 言
杀青是制备绿茶的关键工序[1-2]。目前,滚筒式杀青机以其结构简单、操作方便、生产效率高、可连续作业等特点在国内制茶业得到广泛应用[3-4]。滚筒杀青机主要由杀青滚筒、加热装置、传动机构、电控系统等部分组成。其工作原理是通过加热装置对滚筒进行加热,当滚筒温度达到杀青要求时,从进料口投入鲜叶,使鲜叶温度迅速升高,并在筒壁摩擦力和螺旋导叶板的作用下,将鲜叶提升到一定高度,然后向斜上方抛出,落到滚筒内壁的另一侧,这样茶叶一边翻动,一边向出料口方向移动,最后从出料口排出,完成杀青作业[5-6]。
但是现有的滚筒杀青机温控准确度低、稳定性差、自动化程度不高,并且对人的依赖性较强,需要茶叶加工人员把握好杀青温度,故相关操作人员的经验以及操作熟练程度等对茶叶的杀青效果有较大的影响[7]。若操作不当,极易产生焦叶、红梗、红叶的现象,严重影响茶叶品质[8]。本文运用PLC控制技术、PID控制理论、新型热源、传感器件等,能够及时准确地反馈杀青滚筒外壁温度相关参数,对温升过程进行有效控制,消除因操作人员带来的不确定因素对杀青质量及茶叶品质的影响。
1 温控系统的设计
温度作为杀青工艺过程中一个重要的控制因素,其准确度和稳定性对茶叶品质的好坏起着决定性作用。怎样实现控温的准确和稳定成为温控系统亟待解决的问题,也是讨论的重点。
本方案的温控系统主要由热源、热源控制器、PLC、热敏传感器件、转换器件、人机操作界面6部分组成。
1.1 热源的选取与固定
现有杀青机大多以燃料燃烧作为热源,包括柴、煤、焦炭等固体燃料;柴油、重油等液体燃料;煤气、天然气等气体燃料。采用上述燃料的杀青机不仅热效率低,而且要求附属设备较多、工艺过程复杂;同时,燃烧排放及残渣对环境造成很大污染。近几年有采用普通电加热管作为加热系统的热源,虽然污染减小了,但升温不够快,电-热转换效率不够高,能耗较大。本文采用新型材料——碳纤维电热管作为热源,有效弥补了以上不足。
电热管的分布方式通常有两种,一种是电热管与滚筒同步旋转(见图1(a)),另一种是电热管固定,滚筒独立旋转[9](见图 1(b))。第 1种方式热效率更高,但考虑到电力输送装置成本等因素,此处选择第2种固定方式。

图1 电加热滚筒式杀青机构造示意图
1.2 温度传感器的选取
温度传感器主要有热电偶、热敏电阻、电阻温度检测器(RTD)和IC温度传感器4种类型(如表1所示)。通常杀青温度需要在280~320℃之间,由表可知,热敏电阻和IC温度传感器测温范围窄,不适用。另外考虑到成本和实用性,此处选用热电偶监测即可满足应用需求。
1.3 测温点的确定
杀青过程中,茶叶随滚筒做抛落运动,若将热电偶设置在滚筒内难免会受到杀青叶的干扰[10]。同时,由于滚筒内部的热环境由筒壁、热空气共同构成,在热传导、对流热和辐射热作用下,热电偶测得的数据会存在较大偏差。因此,此处将热电偶设置在滚筒外侧,监测滚筒外壁的温度。
由于对流热和辐射热的不同,不同的测温点,所呈现的温度特性存在差异。因此,首先需要确定最佳的测温点。取杀青滚筒进料端、中部、出料端3个径面,并将径面等分为8个部分,如图2所示。

表1 温度传感器比较
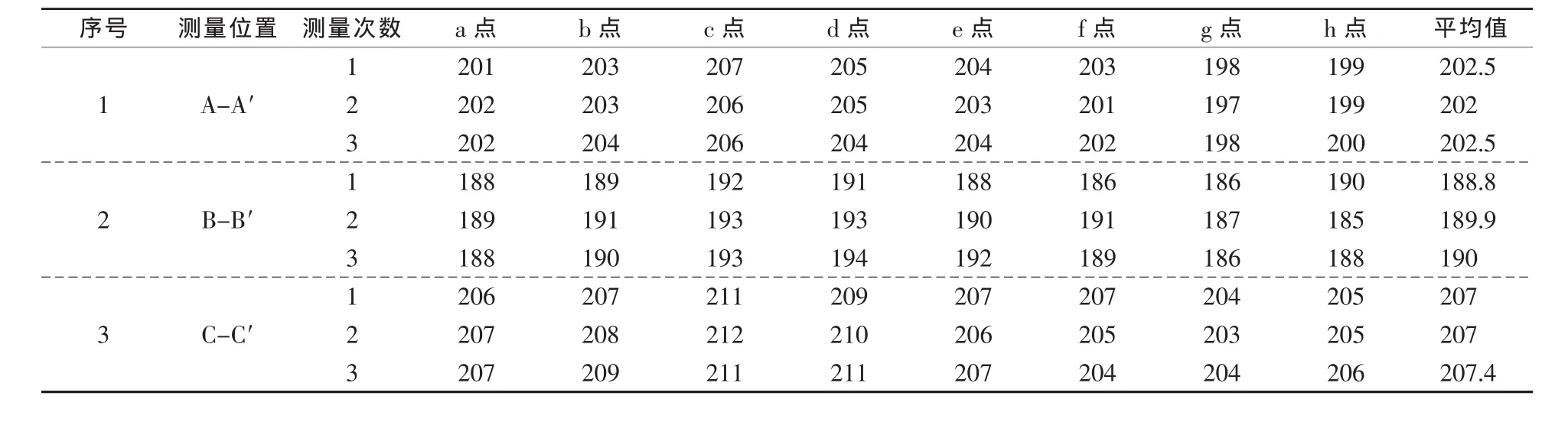
表2 3径面上测温数据℃
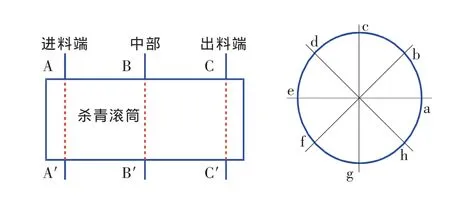
图2 取杀青滚筒3处径面测温
设置滚筒转速为36 r/min,加热至200℃时,用标定的红外测温枪测量每个径面上8个点的温度数值,测量结果如表2所示。由表可知,测量位置A-A′、B-B′、C-C′上 8 个测温点的平均值分别约为 202,189,207℃,其中最接近200℃的即为A-A′位置。再分析A-A′位置的测量数据,可知 a、b、e、f 4 点最接近平均值。 同理,分别以 a、b、e、f为起点,在杀青滚筒轴向上等8分取7个测温点,如图3所示。分别测得各点温度值如表3所示。
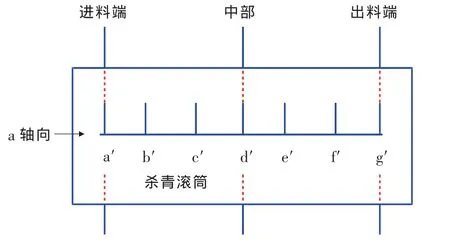
图3 杀青滚筒轴向上取测温点
由表中数据可见,a轴向上的测温均值最接近200℃,其中 b′点温度值最接近均值;因此,将 b′点作为杀青滚筒的平均温度点,即将b′点选定为热电偶滚筒温度采集点。
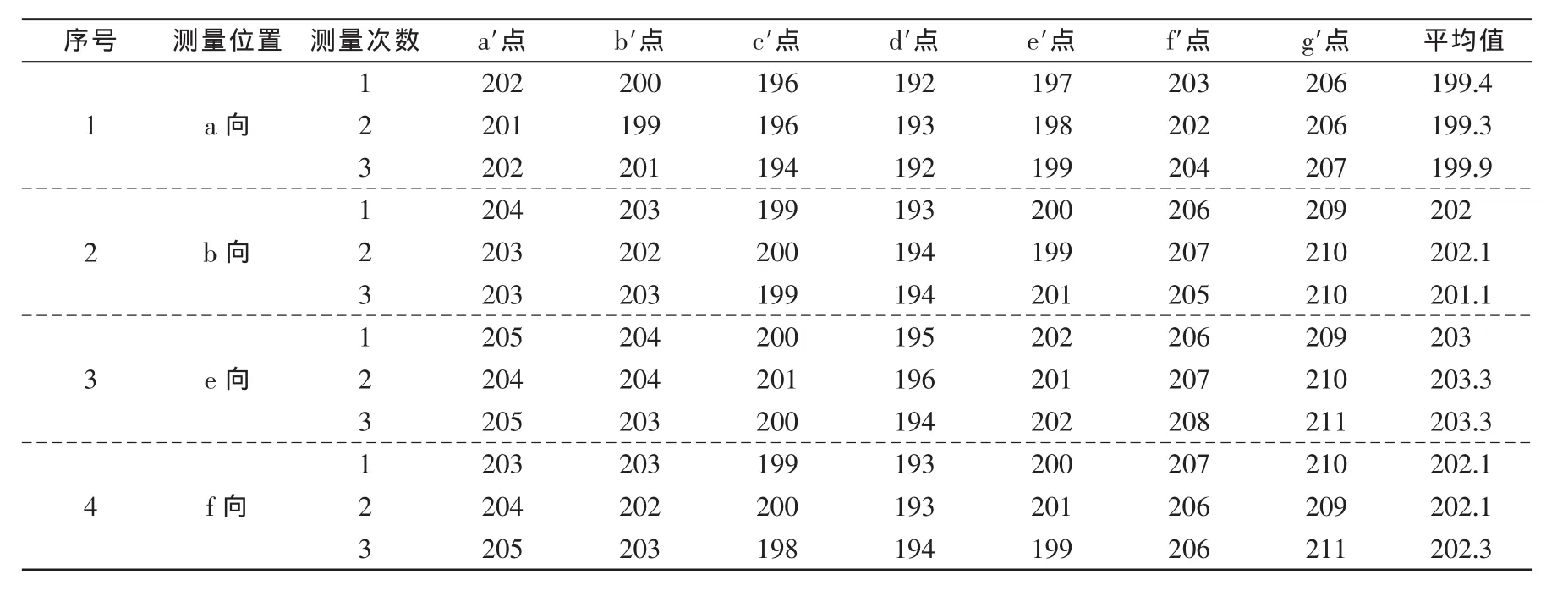
表3 4轴向上测温数据℃
1.4 控温原理
本方案控温原理如图4所示,通过热电偶采集杀青滚筒外壁实时温度信息,得到一个微弱的电信号,再由变送器将其转换为4~20 mA的标准信号,然后送给PLC模拟量模块,经A/D转换成数字量。CPU将它与温度设定值进行比较,并按程序设定对误差进行判定、处理后,通过模拟量模块输出电流信号,以通过调压器来控制电源的开度,从而控制电源的输出功率,进而控制电热管加热功率。当滚筒温度高于设定值时,控制电路便调低电热管加热功率,直到热电偶采集的温度值在设定值内;而当滚筒温度低于设定值时,控制电路便调高电热管加热功率,直到热电偶采集的温度值达到设定值。最终实现杀青滚筒温度精准、稳定控制,保证杀青效果。
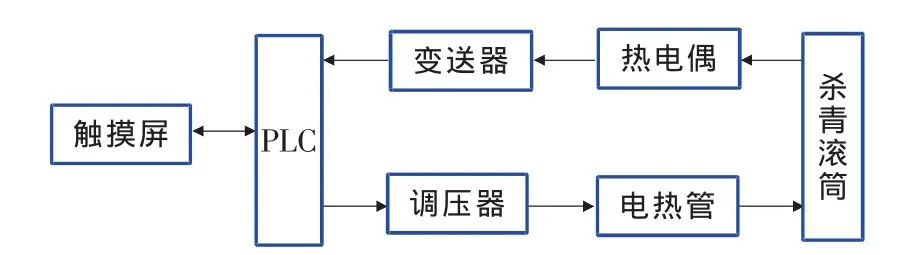
图4 控温系统结构框图
1.5 PID控制简介
PID运算是自动控制系统中最常用的回路模拟控制环节,其优越性在于能够有效提高系统的稳定性和响应特性。S7-200系列PLC的编程软件Micro/WIN提供了PID指令向导,PID控制程序可通过指令向导自动生成,对模拟量控制十分方便。计算机或PLC在周期性地采样并离散化后进行PID运算,算法为

编程软件还提供了PID参数自整定功能,PID整定控制面板,能够帮助用户轻松实现PID参数自整定,获得一组近似最优的整定参数。
1.6 系统控制流程图
温度控制分3段进行:1)开始以满功率输出,使滚筒迅速升温;2)当温度到达一定值后,采用PID进行控制;3)当温度接近设定值时,输出功率为0,利用滞后温升达到设定温度并起到节能作用。控制流程如图5所示。
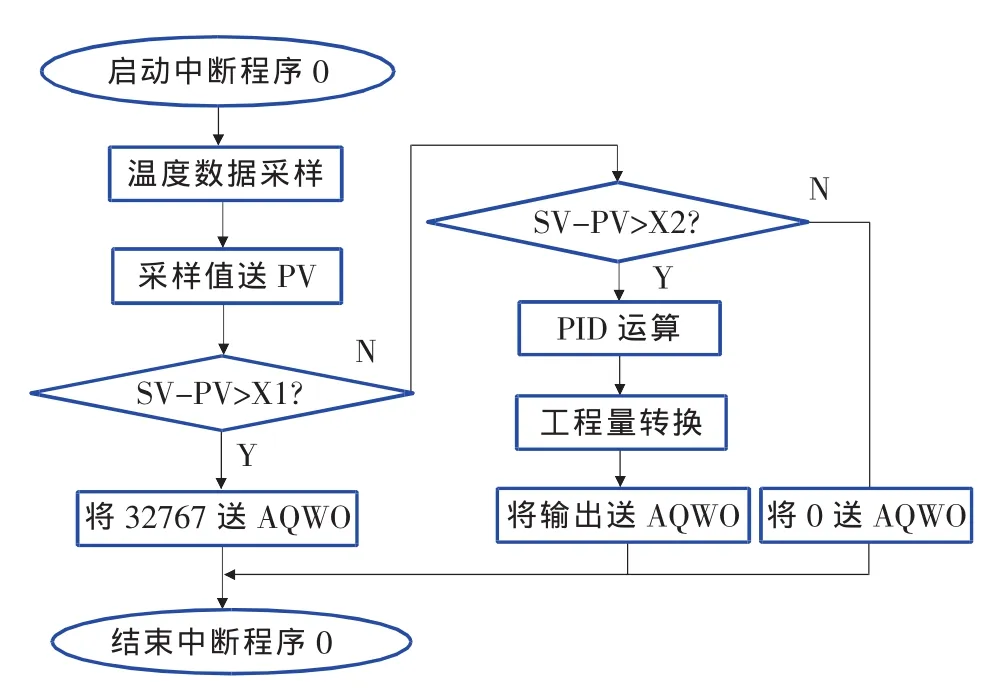
图5 控制流程图
2 结果验证
按照以上设计方案,对结果进行验证。为了更好展现实验结果的优劣,本文增加了常用杀青滚筒中部正下方的测温点温度以及3径面24点的平均温度作为比对样本。
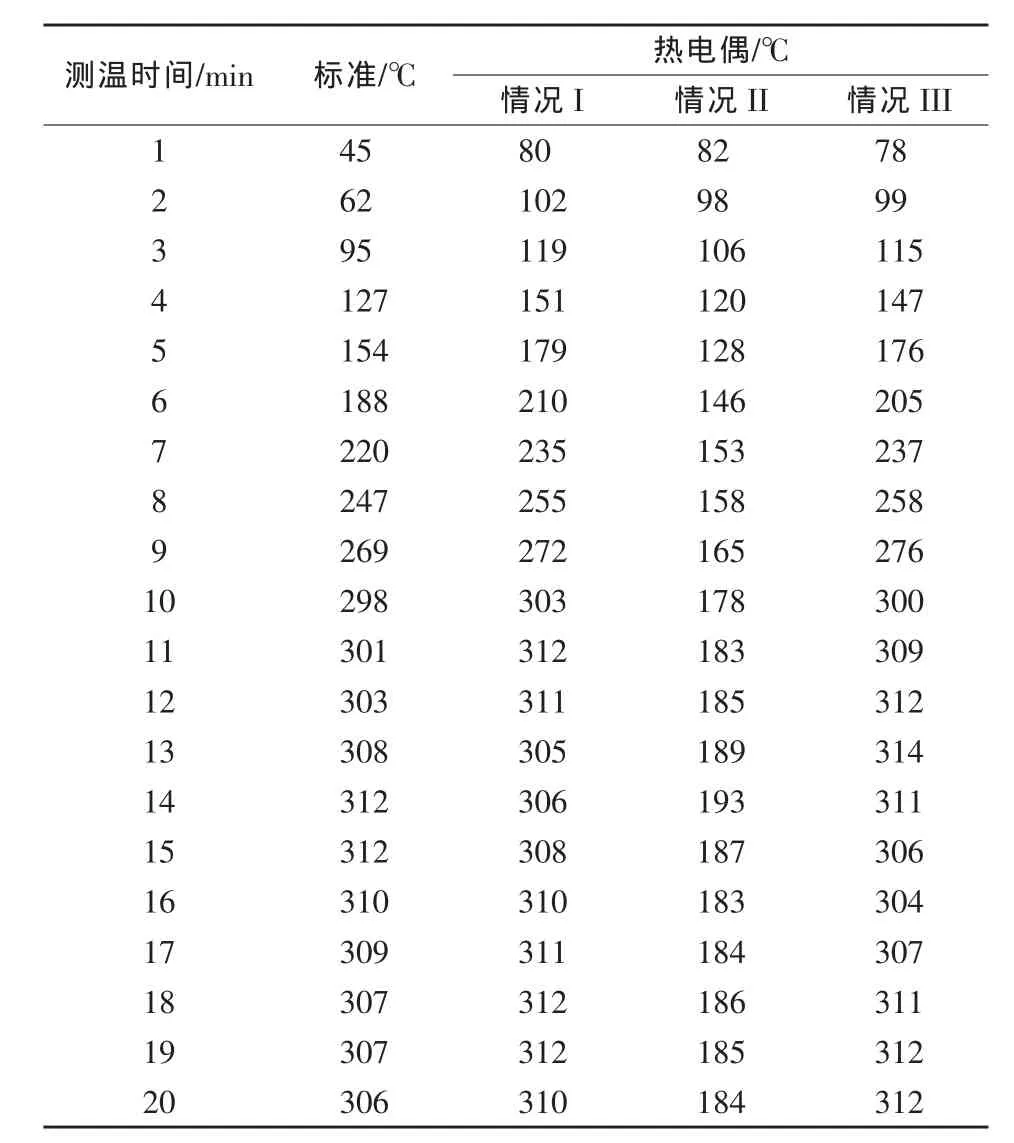
表4 动态误差1)
表4为同一时间红外测温枪(标准)和3种不同情况测得的从常温到设定温度300℃的温度对比数据。图6为动态误差折线图。
由图可知,情况II升温缓慢且远离标准值,不可取;情况I、情况Ⅲ和标准测温值非常接近,并且能够在10 min内迅速升至设定温度,并维持在该温度附近,可见其测温的准确性和稳定性良好。然而,考虑到设备的成本和便捷性,不可能采用24套测温器件来进行温度测定,所以排除情况Ⅲ。
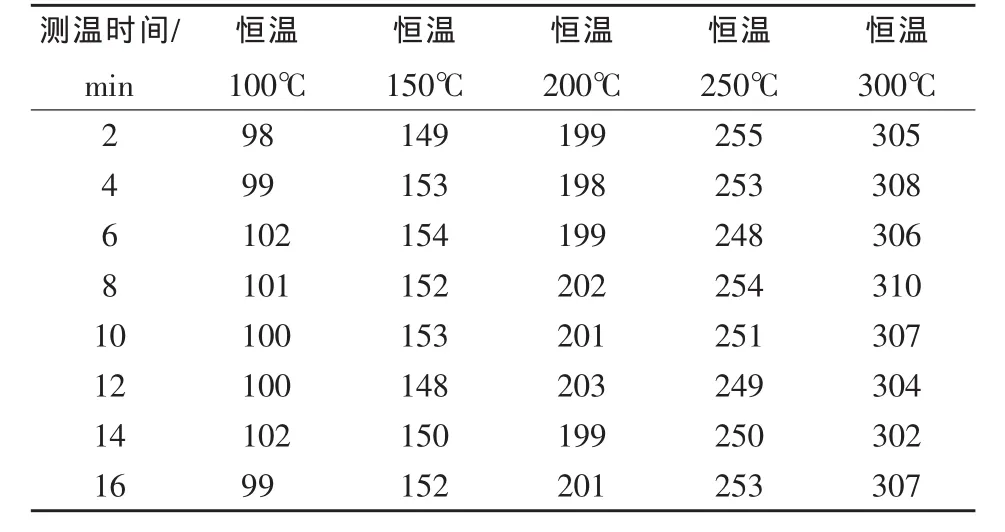
表5 静态误差 ℃
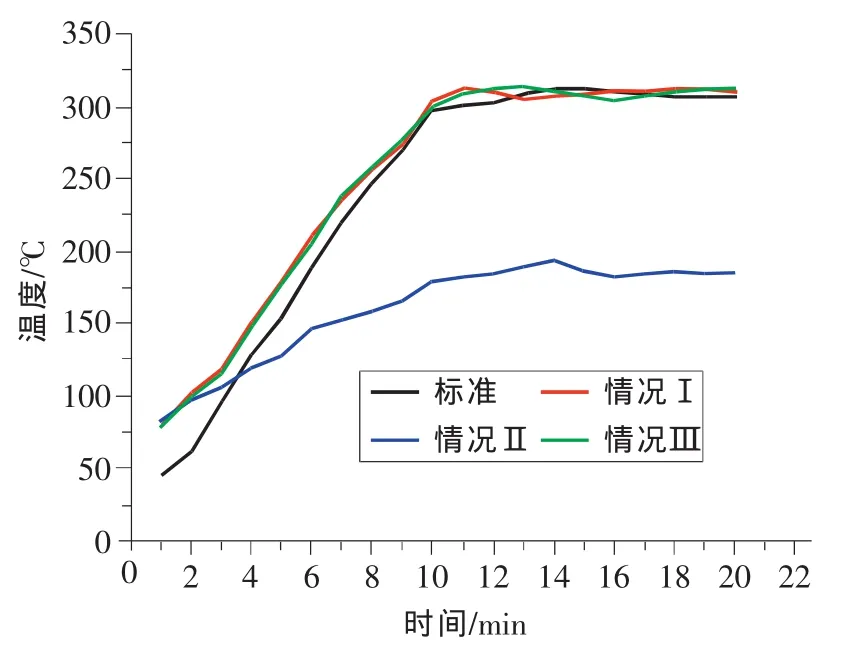
图6 动态误差折线图
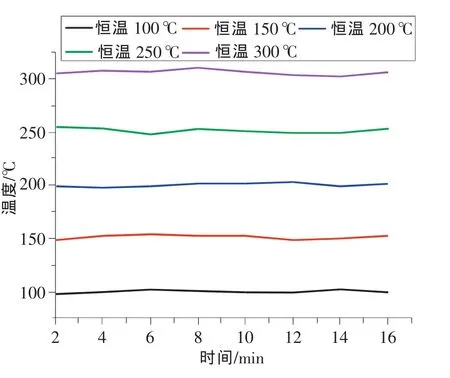
图7 静态误差折线图
对本方案作进一步静态测温误差验证,表5为本方案采用的测温点处,热电偶测得的不同设定温度恒温时,每间隔2 min,对应红外测温枪(标准)测得的温度对比数据。图7为静态误差折线图。
本方案在100~300℃温控区间的5个不同恒温点处,热电偶测得的滚筒外侧温度值与标准测温枪测得的滚筒内壁温度值十分接近,控温准确度在[-2℃,10℃];并且当温度到达设定值后,经过16 min恒温测量、观察,其始终保持在恒温点附近,最大摆动不大于10℃,可见温控稳定性好。
3 结束语
本文从热源、温度传感器选取,测温点选定,控温原理,控制方案等方面对滚筒式杀青机温度控制系统进行了研究。实验数据表明,该方案在杀青关键条件包括温控准确度和稳定性方面取得了明显改善;实现杀青温度的自动控制,避免人为因素等造成的茶叶品质不均匀现象,为高品质茶叶的加工提供有力保障。此外,新型热源、PLC、触摸屏的采用,使设备还具有节能、环保,操作灵活、方便,可根据不同需求进行工艺设置的特点,更有利于茶叶自动化流水线的配套和搭建。
[1] 王仲音.茶叶杀青机理初探[J].茶叶,1999,25(3):154-158.
[2] 袁英芳.绿茶杀青技术研究概述[J].茶叶通讯,2010,37(1):37-39.
[3] 权启爱.茶叶杀青机的类别及其性能[J].中国茶叶,2006(4):12-13.
[4] 孙少华,张文斌,张龙全,等.茶叶杀青设备比较研究[J].中国农机化,2010(3):47-49.
[5] 朱来发,范伟.燃气茶叶杀青机温度控制系统研究[J].现代仪器与医疗,2014,20(5):15-17.
[6] 郝朝会,孙传祝,舒夏侃.自适应模糊PID控制在茶叶杀青机中的应用[J].农机化研究,2013(2):201-204.
[7] 赵梨铭.茶叶智能化汽热杀青机控制系统[J].茶轻工机械,2009,27(2):71-74.
[8] 彭秀英,陈亚,罗艳蕾.基于PLC控制的电加热滚筒杀青机温度控制系统[J].农机化研究,2011(4):186-189.
[9] 龚琦,周纪明,曹望成,等.6CS30型滚筒杀青机热力学特性与分析[J].浙江农业大学学报,1996(6):628-632.
[10]汪尊伟,蔡康松,张信区,等.机械制茶的温度自动控制[J].茶叶机械杂志,1999(4):11-13.