冰箱往复式压缩机气缸座锥形缸孔珩磨工艺技术探讨
2015-12-14窦作为黄海珍刘同燎王道富吴高银刘浩
窦作为 黄海珍 刘同燎 王道富 吴高银 刘浩
(黄石东贝电器股份有限公司 湖北黄石 435000)
冰箱往复式压缩机气缸座锥形缸孔珩磨工艺技术探讨
窦作为 黄海珍 刘同燎 王道富 吴高银 刘浩
(黄石东贝电器股份有限公司 湖北黄石 435000)
本文主要介绍了冰箱往复式压缩机气缸座锥形缸孔两种珩磨形式工艺技术特点:珩磨头连续往复冲程式粗、精珩磨锥形缸孔、多根珩磨头顺序铰珩锥形缸孔。经过对比分析及工艺试验,铰珩锥形缸孔质量比较稳定,并已实施,效果良好,锥形缸孔质量完全满足了压缩机要求,压缩机性能COP值提升了0.02~0.03。
冰箱往复式压缩机;往复冲程;珩磨;铰珩;气缸座锥形缸孔
1 引言
冰箱压缩机是冰箱制冷系统的心脏,而冰箱压缩机气缸座又是冰箱压缩机的核心零件。冰箱压缩机气缸座的制造成本、加工节拍和加工质量直接决定冰箱压缩机生产效率。气缸座、活塞、阀体组件、气缸盖组件等组成气室,是压缩机往复运动中重要组成部件。其主要工作系统是缸孔与活塞往复运动的摩擦副。为了减少往复式压缩机活塞与气缸座缸孔的磨擦损耗,提高压缩机效率,我公司成功研制了锥形缸孔这项专利。此气缸座可消除或减小因零件形位误差(活塞销孔垂直度、连杆平行度、气缸座两孔垂直度误差)导致异常的功率损耗,可使压缩机COP值提高0.02~0.03。
2 往复式压缩机气缸座锥形缸孔珩磨工艺要求
目前在压缩机行业的制造工艺中,缸孔的精加工大都采用珩磨加工,这是因为缸孔表面质量有严格并特殊的要求,缸孔除了尺寸、几何精度比如圆度、柱度、锥度、表面粗糙度等一般要求外,还对表面质量有特殊的要求,为了能使缸孔工作时能得到很好的润滑,表面要能够储存少量的润滑油以便建立良好的油膜,因而缸孔表面要求有按一定方向有规律排列的网纹。压缩机锥形缸孔的表面质量详细要求见珩磨工序工艺附图A(图1)。
从图1上我们知道,锥形缸孔第一段,缸孔的圆柱度要求为0.0015mm,圆度0.0015mm,第二段缸孔圆度0.0015mm锥度要求较大,缸尾大。依据工艺要求,在孔的轴向四个截面用电子柱量仪进行测量,在圆周方向测量每个截面的圆度大小,并且在四个截面当中,第一、二截面间的圆柱度大小0.0015mm;第三截面、第四截面的锥度0.014/24.8,缸孔粗糙度Ra0.3。要达到以上的表面质量要求,选择合适的珩磨砂条是很重要的,但光靠砂条还不能完全满足表面质量要求,还要有合适的珩磨冲程、冲程速度、珩磨主轴的回转速度以及砂条的进给速度等工艺参数,这些要素、参数对于珩磨质量的保证起着至关重要的作用。
3 往复冲程式珩磨机的主要加工特点
A.往复冲程式珩磨机珩磨头的加工难度较大,有一定的制造误差,装配后珩磨头的珩磨油石一般在外圆磨床进行修磨,珩磨头修磨后的珩磨油石不可能形成一个归整间断的圆柱面,保证珩磨油石与被加工面都接触良好,从而导致珩磨孔的圆度较大。同时还因为冲程往复式珩磨机珩磨头的4~8根砂条,被锥形阀芯上下移动带动浮动珩磨条径向膨胀完成缸孔珩磨的,而气缸座缸孔尾部有连杆退刀让位槽,导致珩磨时珩磨头各珩磨砂条受力不均匀,缸孔圆度呈多棱形。
B.往复冲程式珩磨机珩磨工艺:珩磨条随主轴作连续的旋转运动及往复运动同时,珩磨砂条向被加工孔的内壁作一定的径向进给压力和进给运动表面接触加工的珩磨方式。在加工过程中需要对加工尺寸进行在线测量(气动量仪)或用时间继电器进行控制,然后进行微调或补偿,然后加工到设定尺寸为止。由于机床气压不稳定或毛坯前序质量有一定的波动等,导致珩磨孔的圆度及组别不稳。而且珩磨头主轴转速及冲程速度较快,珩磨头的制造误差更易辐射至缸孔表面,导致缸孔圆度及圆柱度不稳。
C.珩磨机夹具没有浮动性,珩磨接杆也是刚性连接。由于珩磨头、夹具及机床有一定的制造误差,珩磨头与珩磨孔不严格同轴,珩磨头的加工位置与气缸座缸孔的位置度有一定的误差,不能修正缸孔原来的位置误差,对珩磨缸孔的圆度及圆柱度,有一定的影响。
D.珩磨工艺参数的选择:根据缸体材料及缸孔的长度选择合适的砂条粒度和超程量。珩磨缸孔时,缸体缸孔端面朝上,缸孔第一段无锥度,基本平锥,要求缸孔上端珩磨头超程较小近1/4,缸孔第二段锥孔锥度较大,0.014mm/24.8mm,要求超程量较大,由于超程量较大,导致砂条在缸孔尾部接触面积大为减少,珩磨压强突然增大,磨去金属较多,达到锥形缸孔的锥度要求。由于珩磨砂条的超程较大,导致缸尾下端的圆度及表面粗糙度不稳定。为了加工出直径一致、圆柱度好的缸孔,必需调整好珩磨工作行程及相应的越程量。如图2工艺附图B所示,若珩磨油石长度为ls,孔长为Lk,行程长为Lx,上端越程量为l1,下端越程量为l2,则珩磨工作行程长度按下列公式计算:Lx=Lk+l1+l2-ls。当一端越程量大时,工件孔易产生喇叭口形;一端越程量大,一端越程量小时,则工件孔产生锥度。往复冲程式锥孔珩磨,依靠珩磨头的超程量,试珩,保证缸孔的锥度。由于锥形缸孔的锥度0.019/24.8较大,要求珩磨头的超程量较大。珩磨头的超程大,珩磨头与缸孔的间隙不均匀度增大,珩磨过程中的缸孔在线测量值不稳定,导致缸孔的圆度、圆柱度、锥度及其组别不易控制。

图1 工艺附图A

图2 工艺附图B
E.经相关工艺试验及试验数据证明,珩磨孔径的波动范围较大,缸孔尺寸、锥度、圆度及圆柱度比较离散。往复冲程式珩磨机珩磨缸孔锥孔圆度一般只能保证在0.003mm之内,锥度截面测量误差一般只能保证在±0.005mm之内,孔径组别不稳,一般只能保证在0.006mm之内。而缸孔与活塞微配合间隙不到10μm,最终只能靠选配来保证装配精度要求。同时相对于缸孔直孔,锥形缸孔的珩磨头的行程加大,相对生产节拍加大,加工节拍约>20秒/件。
珩磨缸孔圆度工序能力指数见图3,缸孔圆度上限按1.5μm计算,珩磨工序能力指数为0。与压缩机气缸座锥形缸孔圆度要求1.5μm要求相差较远。
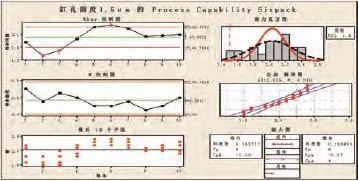
图3 珩磨缸孔圆度工序能力指数

图4 工艺附图C
4 顺序铰珩珩磨机锥形缸孔珩磨加工工艺介绍
采用金刚石珩磨头又名金刚石铰刀,对缸孔作为最后一道精加工工序,由于其高效可靠精确,受到广大孔加工工序的应用。铰珩工艺是将珩磨和铰削工艺结合起来的一种新型工艺,用一组不同直径的铰刀将按尺寸从小到大的顺序对孔进行顺次加工,每一珩磨铰刀只作一次往复进给运动,去除预先设定的加工余量,最终扩至加工尺寸要求和形状精度、粗糙度要求。
如图4,珩磨机采用西门子控制系统,实现往复速度和位置的灵活调整,采用数控旋转工作台,定位准确、转速快,实现主轴箱的平衡精确往复,珩磨刀具、刀具接杆、夹具都采用全浮动结构,能实现很高的珩磨精度。珩磨机采用模块化设计,工作台的快速转位,和主轴的快速冲程保证了机床的较高工作效率。伺服马达以及滚珠丝杆进给系统给垂直高度的设置精度十分方便快捷。计算机程序控制的驱动器使机床设置简单易行。金刚石涂层超硬耐磨珩磨铰刀寿命长,加工孔精度分散度小,加工效率高,成本低,只需一次自动循环就可完成孔的加工。
松辽流域地表水资源相对丰富,但缺乏调蓄工程,蓄水工程供水能力不足,引提水工程供水保证率偏低。近年流域地下水开发利用发展迅速,地下水供水能力有较大提高,但大规模、高强度的持续性开发,致使地下水开发利用率较高,地下水水位普遍下降,流域内大庆、辽阳、通辽、四平等大中型城市已出现大面积的地下水漏斗,超采现象日趋严峻,迫切需要加大对流域地下水资源的合理开发和保护力度,遏制地下水超采,防止出现生态环境问题。
4.1 铰珩加工孔的优点
按照工序附图要求设计一定锥度的珩磨头,按照珩磨头从小到大的顺序、事先设定好的尺寸珩至最终尺寸(调整时用电子柱量仪测量四个截面尺寸及圆度大小),经试珩及批量生产,珩磨时孔径波动范围可保证0.002mm之内,珩磨孔的粗糙度在Ra0.3之内,珩磨孔的锥度符合工艺要求,且珩磨头只有一次往复进给,无需径向进给,珩磨头有极长的使用寿命,保证了完全自动化加工的可靠性,真正实现零件的完全互换。特别适用于大批量生产,单件生产节拍短(7~10秒/件),生产效率高,成本低。
4.2 铰珩珩磨机
机械模块采用铸造模块焊接模式,不需要特殊安装基础,操作采用控制面板(GOP)实现人对机床各控制系统及各工艺参数的程序控制,进给系统采用电气—机械式控制系统,实现后置测量补偿,能够保证最好的尺寸精度及几何形状,此控制系统能自动进给,珩磨头磨损检查及过载安全检查。珩磨头扭矩超过设定时,机床报警。
4.3 工件在夹具上是浮动的
珩磨头与珩磨孔可不需严格同轴,珩磨头不能修正缸孔原来的位置误差,但能修正缸孔的形状误差,提高缸孔的形状精度及表面光洁度。夹具采用轴向无间隙向下夹紧工件,保证珩磨头向下运动时,保证工件在水平方向有限移动,在垂直方向无自由度,确保珩磨头中心与珩磨孔同心,确保珩磨孔的精度要求。
4.4 数控顺序铰珩珩磨机
珩磨刀具(图5)、刀具接杆与主轴结构采用浮动铰接、夹具都采用全浮动结构,能实现很高的珩磨精度。金刚石涂层超硬耐磨珩磨铰命长,加工孔精度分散度小,加工效率高,成本低,只需一次自动循环就可完成孔的加工。珩磨液为珩磨油,对珩磨头及所珩孔进行充分冷却,减小珩磨孔的变形。

图5 工艺附图D
A.珩磨头金刚石粒度按缸孔表面粗糙度要求及加工余量进行选择;缸孔粗珩时,一般会选用颗粒度较大金刚砂作为珩磨油石,主要是使缸孔内表面的尺寸初步快速达到预想的形状及尺寸,为后续珩磨奠定基础。精珩使用金刚砂粒度较细的珩磨油石,目的是将缸孔磨削至尺寸及形状公差基本达到最终的精度要求,这时精珩过程才能够在工件表面上加工出相对较深的划痕,这些划痕即是压缩机工作过程中储藏润滑油的沟槽。珩磨加工工艺的原理与砂轮磨削加工原理极为相近,珩磨的切削加工过程是由裸露在油石外表面而且比较锋利的磨削颗粒形成的。其他油石上面的磨削颗粒随着加工过程的推进,外表层的磨削颗粒逐步脱落,油石里面的磨削颗粒逐步显现出来参与切削过程。所有磨削颗粒实际上是在经历同样一个加工过程:滑擦→耕犁→切削。而珩磨加工有一些显著的特点:珩磨油石线速度较低,基本不会对工件表面造成烧伤;珩磨加工余量较少,生产效率较高,批量较大生产宜采用此种方式;珩磨是在被加工工件表面通过切削出的沟槽交叉形成特有的网纹,并通过交叉网纹的角度变化来满足压缩机性能的特殊要求的。气缸孔的珩磨加工过程,好似一个具有较大刀尖圆角半径和很大负前角的刀片在进行加工。体积及形状都极不规则的磨削颗粒分布在珩磨油石表面,部分未参与真正切削的磨削颗粒在被加工工件表面划出较浅的沟槽,而经过此过程后,磨削颗粒将被加工表面的金属挤向两旁形成隆起,缸孔珩磨过程中每个磨削颗粒都能形成一定的沟槽和隆起。其中的沟槽在压缩机工作过程中起到储存润滑油的作用。
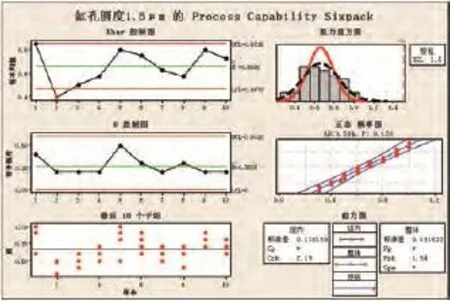
图6 1.5μm铰珩锥孔珩磨工序能力指数

图7 8~12μm铰珩锥孔珩磨工序能力指数
B.铰珩时主轴旋转速度、工进速度按珩磨缸孔孔径、圆度、表面粗糙度及网纹夹角大小进行选择。各主轴转速及工进速度通过显示屏进行人工设定。
C.珩磨的加工效率、珩磨油石的磨损和加工件的表面质量都有很大的影响。珩磨的网纹夹角与切削效率之间的关系。一般来说,在一定范围内网纹角大(小角度范围),即在珩磨头转速一定的情况下,增大往复速度,作用于磨粒上的切削力方向变化迅速,磨粒脱落较快、自砺性较好,切削效率增大,但被加工工件表面粗糙度变大。粗珩珩磨网纹夹角变大为40~60°之间,精珩夹角为20~40°之间。
D.铰珩锥形缸孔珩磨的珩磨头工作行程,依据珩磨头形状及缸孔圆度、圆柱度、锥度要求进行调整及人工设定。铰珩通过锥度较小及较大的珩磨头进行一定顺序的珩磨,能加工出缸孔前段为小锥度孔、后段为大锥度孔,这种锥形缸孔可消除或减小因零件形位误差(活塞销孔垂直度、连杆平行度、气缸座两孔垂直度误差)导致异常的功率损耗。铰珩珩磨技术又进一步改善了缸孔与活塞环工作结合面的润滑条件,达到了降低缸孔表面及活塞环表面磨损程度的目的,减少了运动过程中的摩擦副,达到提升压缩机性能及可靠性指标。同时因铰珩珩磨头行程只有一次往复运动,生产节拍大大缩短,为7~10秒/件。
4.6 珩磨油石的修整
由专业珩磨头供应商进行修磨,确保珩磨头的精度要求。
4.7 铰珩锥孔珩磨工序能力指数
铰珩锥孔珩磨工序能力指数见图6、7,从中可看出铰珩锥孔圆度、缸孔后段锥度工序能力指数>1.33,铰珩工序能力完全满足气缸座锥形缸孔工艺要求。
从珩磨机结构特点、加工原理、珩磨头及夹具结构特点、珩磨头修整、工艺参数、加工结果几个方面对加工锥形缸孔使用的传统珩磨和铰珩工艺进行了对比研究,结果表明铰珩相比传统珩磨工艺具有运动简洁高效、刀具耐用度高、刚性好、成本低、加工品质稳定、效率高等特点,是大批量加工锥形缸孔的理想工艺。通过工艺研究与试制,在顺序铰珩珩珩磨机设备上完成锥形缸孔的加工任务,其生产节拍及生产成本与圆柱形缸孔相当,具有极好的经济性。
[1] 孙健,曾庆福. 机械制造工艺学
The features about two techniques of honing process of cone-shaped cylinder hole
DOU Zuowei HUANG Haizhen LIU Tongliao WANG Daofu WU Gaoyin LIU Hao
(Huangshi Dongbei Mech-Electrical Group Co.,Ltd. Huangshi 435000)
This article mainly introduces the features about two techniques of honing process of cone-shaped cylinder hole, which is widely used for cylinder block in refrigerator reciprocating compressor. One is rough and finish honing of cone-shaped cylinder hole with continuous reciprocating stroke, the other is cone-shaped cylinder hole with sequential reaming and honing. Through the comparison and experiment analysis, the cone-shaped cylinder hole with reaming and honing is strong for reliable quality and good performance. Furthermore, its method of process fully meets the requirements of the compressor and improves Coefficient of Performance (COP) of the compressor from 2 percent to 3 percent.
Reciprocating compressor for refrigerator; Honing with reciprocating stroke; Reaming and honing; Cylinder block; Cone-shaped cylinder hole
