电石渣浆回收乙炔气技术在PVC生产中的应用
2015-12-14杨红霞崔亚新李树峰师红平
杨红霞,崔亚新,李树峰,师红平
(黑龙江昊华化工有限公司,黑龙江 齐齐哈尔 161033)
电石渣浆回收乙炔气技术在PVC生产中的应用
杨红霞,崔亚新,李树峰,师红平
(黑龙江昊华化工有限公司,黑龙江 齐齐哈尔 161033)
介绍了提高电石渣浆回收乙炔气技术应用效果的措施及其收益。
电石渣浆;乙炔气;发生器;水环真空泵;脱吸塔
黑龙江昊华化工有限公司 (以下简称黑龙江昊华)二期30万t/a PVC树脂生产工艺采用湿法电石乙炔工艺,共有6台乙炔发生器,年产生约400万t电石渣浆,渣浆中乙炔气含量约在300~400 mg/kg范围内,可行性研究论证后,该公司引进武汉市德赛克表面技术有限责任公司电石渣浆回收乙炔气技术对电石渣浆中乙炔气回收利用。该套装置已于2013年4月安装调试并交付使用,目前装置运行平稳。
1 电石渣浆中乙炔损失途径与机理
乙炔在电石渣浆中损失的途径与机理主要有以下3个方面。
(1)由于电石杂质含量高、发气量低、破碎后粒径偏大、反应时间短等原因,排渣过程中存在未完全反应的碳化钙颗粒;
(2)乙炔气在电石渣浆中的溶解为过饱和,排渣过程中渣浆夹带及溶解的乙炔气因外界压力降低自然挥发;
(3)电石渣浆主要组分Ca(OH)2在碳化钙颗粒表面形成保护层延缓了反应,同时Ca(OH)2有很强的吸附能力,大量乙炔气被吸附,并随着发生器排渣被浪费掉。
2 电石渣浆中乙炔气回收原理
根据渣浆中乙炔气的溶解度随温度升高,压力降低而减小的原理采用微温活化、负压脱吸技术回收渣浆中溶解乙炔气。具体过程中通过增加搅拌破坏碳化钙颗粒外部包裹层,延长渣浆停留时间等方法使碳化钙颗粒能进一步完全反应。
3 工艺流程简述
从湿式乙炔发生器溢流出来的电石渣浆,经溢流管进入渣浆缓冲罐中进行缓冲活化,活化后的电石浆料经渣浆泵送入脱吸塔中,进入脱吸塔中的电石浆料在负压状态下进行闪蒸脱吸;脱吸出来的乙炔气通过乙炔冷却器冷凝冷却降温,脱出其中的水
分,冷凝水排入安全水封;脱水后的乙炔气经气体输送泵进入气水分离器一部分进入样气冷却器,冷却后进入含氧量在线分析仪进行含氧量实时监测,氧含量如高于1%时,乙炔气从切断阀经气体缓冲罐,通过流量计计量后送入乙炔气总管送乙炔气柜。脱吸后的电石渣浆从脱吸塔底部经安全槽溢流进入渡槽或沉降池,工艺流程示意图见图1。
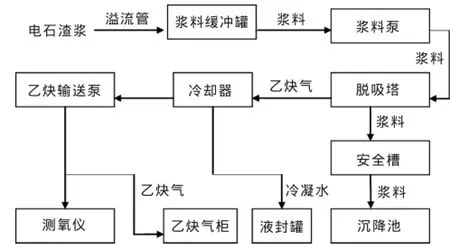
图1 工艺流程示意图
4 运行效果
4.1 回收效果
渣浆中乙炔气得到了充分回收利用,平均回收率达到95%以上,回收的乙炔气平均纯度大于90%,氧含量小于1%,回收乙炔气与原系统乙炔气混合后总管中硫化氢,磷化氢含量检测合格,乙炔气回收情况统计见表1。

表1 乙炔气回收情况统计表
4.2 运行效果
电石渣浆回收乙炔气装置在黑龙江昊华投用以来,虽然相对较为平稳,但是也出现了一系列问题与故障,给生产与安全带来了不小的麻烦,该公司针对出现的问题认真查找原因、总结分析,不断采取相应改进措施,提升运行效果。
4.2.1 水环真空泵板式换热器堵塞
原因分析。水环真空泵是为系统提供负压的关键设备,脱吸塔真空度一般设定为70~80 MPa,因此水环真空泵运行的好坏,直接影响到回收乙炔气的量。真空度低,脱吸效果差,乙炔回收量小;真空度高,脱吸效果好,乙炔回收量大。但并不是真空度越大越好,一般控制不超过-80 MPa,因为从发生器溢流管出来到脱吸塔的渣浆含有许多雾状小颗粒,在真空度过高的情况下,同时被吸入水环真空泵,而在板式换热器中与5℃水进行间壁式热交换,析出沉淀物Ca(OH)2,使本来就很小的板式换热器间隙很快堵塞,影响水环泵的正常运行。
处理方法。从安全的角度考虑,处理板式换热器最好是停车后处理,卸下板式换热器用一次水冲洗,如果堵塞不严重,可以冲开,然后再用稀盐酸循环洗涤,消除垢层;如果堵塞严重,就要拆开板式换热器,这时一定要记住板与板之间的顺序,避免倒错,然后用稀盐酸逐片洗涤,最后用清水冲洗,而后安装,此过程要注意垫片的严密性。
4.2.2 回收系统含氧高且持续不降
原因分析:乙炔回收系统在刚开车或者在切换发生器的过程中往往含氧超标,且持续不降,原因有以下几个方面。(1)在刚开车时氮气排空的置换不彻底,有死角,系统内空气含量多导致含氧高;(2)发生器切换时阀门切换顺序不正确,或者溢流阀没关严,有内漏现象;(3)渣浆缓冲罐、脱吸塔或者回收系统某个设备有漏点;(4)含氧仪变色硅胶失色。
处理方法:(1)在电石渣浆回收乙炔气装置的初次开车或停车后的开车过程中,一定要保证氮气置换的彻底性,尤其是液相管线的置换,开渣浆缓冲罐顶部的氮气阀,一路从发生器溢流出来的总管盲板上排空,一路经补压管道通过脱吸塔、冷却器、水环真空泵,到乙炔进入气柜总管处排空;另一路从水环真空泵出来到含氧仪取样口排空,确保置换的彻底性。同时注意取样要有代表性,要多点位取样、多时段取样,保证各个点的含氧小于3%,然后考虑进渣浆;(2)在发生器切换过程中也会有含氧超标的现象。该公司乙炔系统共6台发生器,正常生产时4开2备,如果有故障要停车检修时,需切换发生器,也就是要切换溢流大阀,而在这个过程中预防含氧超标是有技巧的,在往系统切入发生器时,应先关掉去溢流渡槽的大阀,然后再打开去回收系统的切换阀;切出发生器时也是同样的顺序,这样就可以避免因系统负压而吸入空气。但有时候虽然按此顺序操作了,含氧也会超标,这种情况大多是溢流大阀因结垢而关不严有内漏所致。这时可以调节乙炔回收系统
渣浆缓冲罐的压力设定值,可以略微地上调至3 kPa(一般正常运行时为1~2 kPa),保证缓冲罐为正压,这样在使用过程中,渣浆的沉淀会封住溢流大管的内漏,含氧很快降下来。当然这是权宜之计,只有定期对溢流大阀除垢或者维护保养才是长远之计;(3)如果回收系统本身有漏点,只有把系统全部停下来,重新打压试漏,处理漏点后再开车;(4)至于含氧仪的变色硅胶失效,也是较为常见的故障。这时可以通过分析室的手动分析,与在线含氧仪所测的值进行比对,发现有此故障,更换硅胶即可。
4.2.3 渣浆缓冲罐液位不稳定
原因分析:(1)发生器溢流不畅或者排渣过多;(2)渣浆回流气动阀门故障;(3)渣浆回流管道有堵塞;(4)渣浆缓冲罐液位计有故障。
处理方法:(1)发生器溢流不畅是发生装置常见的故障,因此要定期对发生器锥底冲洗水管进行疏通,保证有足够的冲洗水压;定期排渣,避免电石硅铁堵住溢流口;(2)渣浆回流气动阀门故障一般分两个部分。一部分是命令机构故障,可以检查压缩空气的压力是否足够,有无漏气现象,仪表部分的电子元件是否工作正常;另一部分执行机构的故障,蝶阀的阀板是否有异物卡死,阀盖的填料压的是否过紧等,都会造成阀门不动作;(3)渣浆回流管堵塞一般是因为渣浆的粘度较大,管道初期设计不合理,弯头太多或者渣浆流速过慢造成沉降堵塞等。在发生器温度允许的范围内可适当加大发生给水,稀释渣浆;(4)如果发生器液位计有故障,可以通过渣浆缓冲罐的溢流管入安全水封能够观察出来,一般情况是液位计膜盒有电石泥堵塞,或结垢失灵,可以关前球阀,卸开液位计进行处理,同时为了避免类似的问题再发生,可以微开液位计膜盒冲洗水进行冲洗,确保液位计显示正常。
4.2.4 渣浆泵堵塞
原因分析:自电石渣浆回收乙炔气装置投用以来,三个月内出现两次渣浆泵堵塞停车事故,原因是出口蝶阀的阀板与泵壳内卡有30~40 mm的碳块等异物,致使设备无法运转。
处理方法:这些块状物质从源头上根本无法消除,只能在入泵前的中间环节想办法,于是在泵前的进口管加装一个筛网孔径为25 mm的过滤器,定期对渣浆泵进行切换,保证在不停车的情况下清理过滤器底部的大颗粒固体。
5 效益分析
5.1 经济效益
电石回收乙炔气装置自2013年4月1日正式投产运行,截止2013年12月31日共计运行9个月,回收效益见表2。

表2 乙炔回收效益表
5.2 社会效益
未经过回收乙炔的电石渣浆因含有PH3、H2S等杂质会污染周围环境,且乙炔积聚会引发爆炸,具有较大的安全隐患,渣浆乙炔回收装置的成功运行,实现了减污、增效、节能,符合循环经济“减量化、资源化、再利用”原则,推动了清洁生产,有力提升了企业绿色竞争力。
6 结语
电石渣浆回收乙炔气技术在黑龙江昊华应用一年多来,回收效益显著,2013年电石单耗从2012年的1.41 t/t直降至1.36 t/t。目前,通过不断提升操作水平、总结经验,此项技术正逐步走向成熟、走向完善,必将为公司带来更多效益。
Application of calcium carbide acetylene gas recovery technology in PVC production process
YANG Hong-xia,CUI Ya-xin,LI Shu-feng,SHI Hong-ping
(Heilongjiang Haohua Chemical Co.,Ltd.,Qiqihar 161033,China)
The application,measures and profit of calcium carbide acetylene gas recovery technology were introduced.
carbide slag slurry;acetylene gas;reactor;water ring vacuum pump;desorption tower
TQ325.3
B
1009-1785(2015)04-0017-03
2014-11-06