蠕墨铸铁柴油机气缸体喂丝蠕化稳定生产工艺
2015-12-14张敏之卢彬彬杨淑欣许景峰
张敏之,鲁 栋,卢彬彬,杨淑欣,时 晓,许景峰
(潍柴重机股份有限公司滨海铸造厂,山东潍坊261001)
·铸造工艺·
蠕墨铸铁柴油机气缸体喂丝蠕化稳定生产工艺
张敏之,鲁栋,卢彬彬,杨淑欣,时晓,许景峰
(潍柴重机股份有限公司滨海铸造厂,山东潍坊261001)
蠕墨铸铁作为一种新型的铸造材料具有灰铸铁和球墨铸铁的综合性能,已经在发动机关键零部件(如气缸体、缸盖)上得到应用。本文介绍了喂丝蠕化工艺在蠕墨铸铁柴油机气缸体生产中的应用,通过严格控制原铁水成分、喂丝蠕化工艺、浇注过程等工艺参数能够实现蠕墨铸铁气缸体的稳定生产,其铸件蠕化率均达到80%以上,抗拉强度在450MPa以上。
蠕墨铸铁;喂丝工艺;蠕化率;稳定生产
随着柴油机国家排放标准及节能要求的提高,产品升级换代的速度需要不断加快,其爆发力以及燃烧峰压对发动机的关键零部件如气缸体、缸盖等的材质及性能提出了更高的要求[1]。蠕墨铸铁由于其基体石墨形态介于片状和球状之间,具有接近于球墨铸铁的力学性能,同时又具有与灰铸铁相似的良好抗振性、导热性及铸造性能,且较灰铸铁具有更优的塑形和抗疲劳性[2,3]。因此,蠕墨铸铁在高性能柴油机上得到广泛应用。
由于蠕墨铸铁的研究时间较短,加之蠕化处理工艺要求严格,给工业稳定生产带来了一定的困难,限制了其进一步的应用[4]。目前,较为成熟的蠕化工艺为喂丝蠕化法,该方法能够有效避免蠕化剂的烧损和大量溢出,同时提高蠕化剂在铁水中的收得率、防止镁蒸气的瞬间大量爆发,又可减少镁光、烟尘的污染;并且该方法还可以精确地控制蠕化剂的加入量,减少温度损失,精确控制残余镁量,从而稳定获得最佳的蠕化效果[5,6]。
近年来,为满足发动机新产品的开发要求,我公司相继开展了喂丝蠕墨铸铁的生产工艺研究,目前已具备批量稳定生产蠕墨铸铁柴油机气缸体和缸盖的能力。本文介绍了公司蠕墨铸铁稳定生产的方法,并对喂丝蠕化工艺蠕铁铸件稳定生产的控制因素进行了分析。
1 蠕铁生产工艺
1.1生产设备
我厂蠕铁生产采用的熔炼设备为德国ABP 20 t中频感应电炉,蠕化设备采用OCC蠕化处理站,并配有OCC热分析仪,能够实现对铁水蠕化程度的检测;采用直读光谱和C-S仪检测铁水的化学成分。采用金相显微镜进行组织和蠕化状态的观测,拉伸试验机测定试样的抗拉强度。
1.2原材料及铁水化学成分控制
原铁水化学成分是蠕墨铸铁稳定生产的基础,应具备低硫、低磷和低钛的特点,原铁水中硫含量对铸件的蠕化率及蠕化剂的消耗有决定的影响,表1为我厂蠕墨铸铁原铁水的化学成分要求。为了保证原铁水质量,采用的原材料包括:生铁(Q10)、低碳废钢、回炉料、硅铁和锰铁。将生铁、废钢、回炉料和硅铁按照一定的比例置于感应电炉中熔化,熔化结束后取样,利用CS仪和直读光谱仪对原铁水的化学成分进行检测,若化学成分达不到生产所需的要求,需调整原铁水化学成分,直到达到要求为止。

表1 蠕墨铸铁原铁水化学成分要求(质量分数,%)
1.3合金化处理
为了保证蠕墨铸铁基体组织中珠光体的含量,改善基体组织、提高基体性能,需要对原铁水进行合金化处理,铜和锡是蠕墨铸铁生产中常用的两种合金化元素,一方面可以稳定并细化珠光体,另一方面不会增加铁水的白口倾向和缩松倾向,从而实现达到提高强度、增加硬度的目的。
1.4蠕化处理及孕育处理
蠕化处理是蠕墨铸铁生产的关键环节,采用喂丝蠕化工艺,生产中采用两种蠕化处理芯线,一种为Mg质量分数为5%的Mg-Re基蠕化线,一种Re质量分数为10%的Re-Si-Fe基孕育线,其芯线直径均为10mm.根据C-S仪检测出的原铁水S质量分数,确定蠕化线和孕育线的的加入长度,表2为S质量分数与蠕化线和孕育线的加入长度的关系。

表2 蠕铁原铁水中S的质量分数与蠕化线和孕育线的加入量关系
蠕化线和孕育线的加入量确定后,为了得到理想的蠕化效果,还应严格控制生产工艺,表3为蠕铁生产的参数。铁水的出炉温度也影响着蠕化效果,出铁温度过高会加大蠕化剂的烧损,如果出铁温度过低,从蠕化处理到浇注的时间必须缩短,很难保证蠕化效果。此外,浇注时间过长则会导致蠕化衰退[7]。
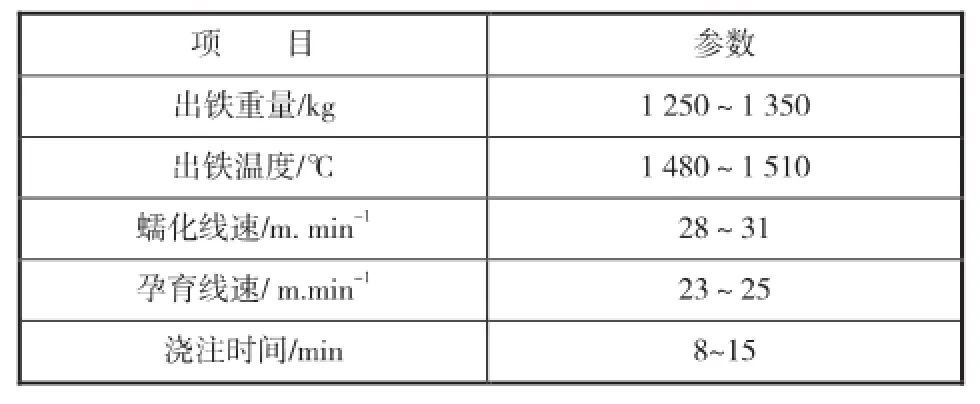
表3 蠕铁生产参数
1)炉前金相检测
2)热分析检测
利用OCC热分析系统对蠕化处理后的铁水进行分析检测,此方法可直观地观测蠕化效果。
3)超声波检测
利用超声波检测仪对铸件机体蠕化率进行检测,可以得到不同位置的蠕化率,此种方法方便、快捷,并且能够实现每台机体的检测。
2 蠕铁气缸体生产试验
开展了博杜安系列发动机蠕铁气缸体生产的研究与试验,以博杜安某机型气缸体为例进行生产试验。根据博杜安气缸体的工艺要求制芯、造型,之后进行组芯、研箱,其中组芯工艺为整体下芯工艺,图1为博杜安某机型气缸体铸造下箱组芯的结构。研箱结束后,根据喂丝蠕化工艺要求进行浇注生产,表4为蠕铁气缸体生产铁水的化学成分。
为更好地检测蠕铁性能,生产中设置附铸试棒、单铸试棒。取机体解剖后瓦口处材料进行机械性能和金相组织检测,图2为气缸体本体的取样位置,同时检测附铸试棒和单铸试棒。表5为本体瓦
1.5蠕化率的检测
为了监控生产过程,保证蠕铁产品的蠕化效果,在生产时同时采用炉前金相检测和热分析检测对蠕化率进行检测分析,铸件生产结束后采用超声波检测,确保蠕化率达到要求以及生产工艺的准确可靠。口处及试棒的机械性能与金相组织。图3为单铸试棒的金相组织,图4为附注试棒的金相组织,图5为机体瓦口处的金相组织。

图1 博杜安某机型气缸体下箱组芯结构

表4 博杜安蠕铁气缸体生产铁水的化学成分(质量分数,%)

图2 本体取样位置

表5 本体及试棒的机械性能与金相组织

图3 单铸试棒金相组织
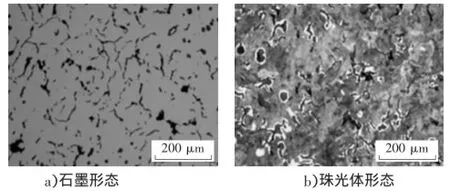
图4 附铸试棒金相组织
从图3a)、图4a)、图5a)可以看出单铸试棒、附铸试棒、机体本体中石墨均主要以蠕虫状存在,同时存在少量的球状石墨,蠕化率均在80%以上;从图3b)、图4b)、图5b)中可以看出单铸试棒、附铸试棒、机体本体组织主要以珠光体为主,其中单铸试棒珠光体的含量在85%以上,附铸试棒和机体本体的珠光体含量在80%以上。从表5中可以看出单铸试棒的抗拉强度为475 MPa,硬度为229 HB,附铸试棒的抗拉强度为493 MPa,硬度为219 HB,机体本体的抗拉强度为473 MPa;硬度为207 HB,断后伸长率为2%,均达到性能要求。

图5 气缸体瓦口处金相组织
3 稳定生产的控制因素
1)严格控制原铁水的化学成分,尤其是S的质量分数,使其稳定地处于某一较低的数值(0.01%~0.03%);2)精确地控制蠕化剂、孕育剂的加入量及加入速度,综合考虑原铁水的熔炼方式、原铁水成分、出炉温度及蠕化剂的成分等因素;3)严格控制原铁水的碳当量,使液相线的温度达到共晶成分对应的温度;4)通过热分析仪、金相检测、超声检测等多种手段对蠕化率进行检测,对生产过程进行控制。
4 结论
利用喂丝蠕化工艺进行了博杜安气缸体的生产,检测结果表明附铸试棒、单铸试棒、机体本体蠕化率在均在80%以上,组织以珠光体为主,抗拉强度达到473 MPa,硬度在207 HB,断面伸长率为2%;实现了工业上柴油机气缸体的稳定生产。
[1]李明,刘庆义,张行河,等.发动机铸铁件新材料工艺探讨[J].铸造设备与工艺,2009(3):43-45.
[2]张伯明.蠕墨铸铁最新发展[J].现代铸铁,2006(1): 14-18.
[3]邱汉良.蠕墨铸铁及其生产技术[M].北京:化学工业出版社,2010.
[4]李培.蠕墨铸铁生产工艺控制及应用[J].铸造,2002,51(2):119-120.
[5]王有清,胡飞,施华武,等.蠕墨铸铁在气缸体铸件上的应用和发展[J].现代铸铁,2010(6):23-25.
[6]刘春雷.蠕墨铸铁柴油机气缸体的生产工艺[J].铸造, 2012(9):59-60.
[7]徐明.蠕墨铸铁的生产与质量控制[J].铸造设备与工艺, 2009(3):50-52.
Stable Production Process of Compacted G raphite Iron Diesel Engine Cylinder Block With Feeding Cored-wire Technology
ZHANG M in-zhi,LU Bin-bin,LU Dong,YANG Shu-xin,SH IXiao,XU Jing-feng
(WeichaiHeavy Machinery CO.LTD.,Weifang Shandong 261001,China)
As a newkind of castingmaterial,compacted graphite iron(CGI)has the comprehensive performance of gray cast iron and nodular cast iron.It has been applied in the engine key parts(cylinder block,cylinder head).Feeding cored-wire technology of CGIproduction have been introduced in this paper.It can realize stable production of CGIwith control of the original composition of themolten iron and pouring process and other process parameters.The vermicular graphite rate of casting alloys is higher than 80%,and the strength ismore than 450MPa.
compacted graphite iron,feeding cored-wire,vermicular graphite rate,stable production.
TG24文献标识吗:A
1674-6694(2015)04-0008-03
10.16666/j.cnki.issn1004-6178.2015.04.004
2015-06-07
张敏之(1980-),男,硕士,工程师,主要从事铸造生产、金属熔炼工艺方面的工作。
