可调倾斜长轴式焊接滚轮架的设计与应用
2015-12-14杨道金
刘 杰,耿 亮,杨道金
(1.山东矿机集团股份有限公司,山东昌乐262400;2.渤海石油装备巨龙钢管公司,河北沧州062658)
可调倾斜长轴式焊接滚轮架的设计与应用
刘杰1,耿亮2,杨道金1
(1.山东矿机集团股份有限公司,山东昌乐262400;2.渤海石油装备巨龙钢管公司,河北沧州062658)
为改善带式输送机滚筒筒体环焊缝的外观和质量,对焊接滚轮架进行了方案设计、计算与校核,同时也对防轴向窜动等问题进行了探讨,最后针对设计出的滚筒筒体的可调倾斜长轴式焊接滚轮架,给出了典型筒体工件的焊接工艺参数。该滚轮架倾斜布置,对长度和直径变化均可调节,变频调速,有效地实现了带式输送机轻、中型滚筒的筒皮与接盘船焊缝的自动焊接,为设计类似工件的焊接滚轮架提供了参考。
焊接滚轮架;滚筒;设计;船焊缝
带式输送机轻、中型滚筒筒体的筒皮与接盘的内环焊缝,普遍采用人工角焊缝焊接,不仅生产效率低,而且立式焊接易产生金属液流淌、焊缝成型不良等问题,这严重影响到筒体环焊缝的外观和内部质量,而且市场上可供选用的定型的焊接滚轮架,也不能很好地适应带式输送机滚筒多种直径和长度规格的焊接要求。
为此,我公司专门设计了滚筒筒体的可调倾斜长轴式焊接滚轮架,经济、有效地实现了带式输送机各种规格轻、中型滚筒筒体的筒皮与接盘内环焊缝的自动焊接,同时因焊接滚轮架倾斜布置而形成的船焊缝成形好、美观。
1 焊接滚轮架的方案设计
1.1焊接滚轮架总体方案的确定
带式输送机轻、中型滚筒筒体的主要技术参数,如表1.
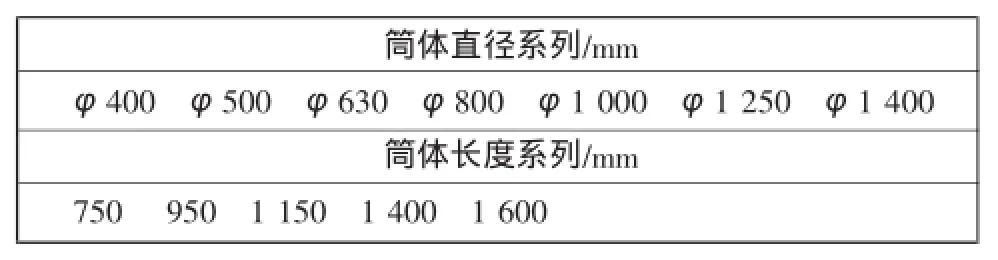
表1 轻、中型滚筒筒体的直径和长度尺寸
设计的焊接滚轮架是以DTⅡ(A)型带式输送机直径为1 400 mm、长度为1 600 mm的中型滚筒筒体进行设计的,筒体的重量取为4 000 kg.另外,根据《JB/T9187-1999焊接滚轮架》标准的技术要求,滚轮架的方案选用长轴式布置方案较为适宜,滚轮架的倾斜角度取30°~45°,并采用橡胶轮面结构使传动平稳,增大传动摩擦力。滚轮直径确定为Dr=260mm,滚轮宽度B=150 mm.
1.2驱动方案和调速形式的确定
长轴式焊接滚轮架传动的工作原理如图1,利用滚轮总成与筒体工件间的摩擦力,驱动装置驱动主动滚轮总成2顺时针转动,并带动筒体工件逆时针旋转,从动滚轮总成3则随工件顺时针转动,最终实现了整个传动的过程。

图1 焊接滚轮架传动原理图
依据已选定的焊接滚轮架的总体方案和滚轮架的传动原理,驱动装置采用直联电动机式的双级蜗轮减速机,主动滚轮总成与减速机的低速轴采用弹性柱销联轴器联接。另外,由于变频能无级调速,调速范围大,传动平稳,可实现多特性调速,操作方便,焊接滚轮架的调速形式就选用变频调速。
设计的可调倾斜长轴式焊接滚轮架如图2,主要组成部分包括:主从动滚轮总成、防窜动限位机构、驱动装置、倾斜支架、电气系统等。筒体工件焊接操作时,为降低劳动强度,提高焊接工作效率,还可配合伸缩臂式焊接操作机对工件进行焊接。另外,设计的主、从动滚轮总成斜向平行布置,主动滚轮固定在倾斜支架上,通过T形槽无级调整从动滚轮总成与主动滚轮总成间的距离。
1.3防窜动限位机构的设计
由于筒体工件的自重,以及主、从动滚轮与筒体接触处存在的轴向分力,需要在滚轮架的下部设计防轴向窜动限位机构,限制筒体端部因意外因素的下滑。设计的限位机构的哑铃状辊体用压板固定于座体上,辊体轴与座体采用绝缘套隔离,并使用压配式油杯定期润滑。焊接时,主动滚轮总成带动筒体可与限位机构的哑铃状辊体一起转动,摩擦阻力小。
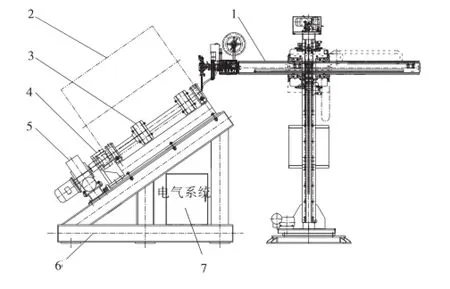
图2 倾斜长轴式焊接滚轮架结构图
在焊接过程中,由于筒体的圆柱度大、端部不平齐等因素的影响,筒体旋转受力不均衡而产生径向跳动,辊体哑铃状的设计限制了筒体的径向位移,不仅起到斜向的轴向定位作用,而且在实际使用中对防止径向窜动起到了意想不到的效果,保证了焊接质量。
1.4滚轮的轴向调节设计
设计还考虑到了筒体长度的变化,并专门设计了滚轮的轴向导向滑动机构,滚轮总成的轴向为两个滚轮驱动的形式,两个滚轮都可以轴向调节,使用时只需调节两滚轮轴向上的位置,就可适应筒体长度尺寸的变化,不需要整体调整主从动滚轮总成或工件的位置。
2 计算与校核
2.1已知数据
设计按照滚筒筒体直径Dmin=400 mm和Dmax= 1 400 mm进行设计,另外,根据通常采用的轻、中型筒体的焊接工艺数据,取筒体焊接的线速度范围为:v=0.1m·min-1~1.0m·min-1.
2.2滚轮中心距的确定
如图1,滚筒中心与支撑滚轮中心连线的夹角α为中心角,取α为50°~120°时,有利于筒体工作稳定而均匀地转动,并可以减少滚轮的驱动圆周力。因此,对应的筒体直径不应超过下述范围:


由式(1)、(2)得:
Lmax=781.8mm,Lmin=562.9 mm
2.3驱动功率和速比的计算与选择
2.3.1滚轮转速的确定
滚轮总成的滚轮外径的线速度为:
0.1m/min~1.0 m/min;
故滚轮转速应为:
nmin=vmin/2πDr=0.127 4 r/min;
nmax=vmax/2πDr=1.274 r/min.
2.3.2驱动电机功率的确定
滚筒筒体与滚轮间的摩擦力矩为主要的阻力矩,取主动滚轮的驱动力矩为:Mn=391.1 N·m,由此计算出的驱动滚轮架的轴功率N=Mn·nmax/9550/η= 0.340 kW.其中,双级蜗轮减速机和弹性联轴器的总效率:η=0.4×0.4×0.96=0.153 6.
选用变频电机的额定功率为1.1 kW,同步转速为1 000 r/min.
2.3.3驱动部分速比的确定及分配
相对于滚轮的转速nmax和nmin,焊接滚轮架驱动部分总速比为:
imax=1 000/0.127 4=7 850;
imin=1 000/1.274=785.
根据选定的驱动方案,将总减速比合理分配为两部分:减速机的速比i1=30×40=1 200和变频调速系统速比i2.变频电机的调速系统为无级调速,焊接滚轮架用变频电机变频器的频率改变来调整焊接速度的大小,当滚轮转速最低nmin=0.127 4 r/min,速比为i2=imax/i1=6.54,此时频率为8.189 Hz;当滚轮转速最高nmax=1.274 r/min,速比为=imin/i1=0.654,此时频率为81.89 Hz.
3 滚轮架焊接工艺的确定
焊接滚轮架在设计完成后,对不同的筒体工件,需要进行焊接工艺参数及焊缝质量的评定,试验中焊接的筒体外形尺寸为808 mm×1150 mm,采用CO2气体保护焊焊接,焊丝型号为ER50-6,直径1.2 mm,CO2气体流量为20 L/min,经过对焊接焊缝的结果进行对比分析,此种型号的筒体工件调定的滚轮架的焊接工艺参数,如表2.

表2 焊接筒体的焊接工艺参数
从表2可以看出,在焊接操作时,在设定好电流和电压后,可根据需要的焊接速度,调整出变频器对应的频率大小。
4 焊接滚轮架的使用效果
设计的可调倾斜长轴式焊接滚轮架,主、从动滚轮总成上均为轴向一排两个滚轮传动,而且轴向滚轮的间距可调。根据筒体工件的直径和长度尺寸,只需要调整主从动滚轮的横向距离和轴向两滚轮的相互位置就完全能实现焊接操作。另外,焊接速度的调节应用变频调速,更便于焊接速度的调整。
焊接滚轮架自2011年2月经过工装验证并投入使用以来,运行良好。轻、中型滚筒筒体工件焊接的劳动强度明显降低,生产效率也比手工焊接提高了近30%,而且自动焊接后的筒体工件船形环焊缝均匀,焊接变形小,气孔、杂质、裂纹、咬边的缺陷明显减少,彻底解决了立式焊接的金属液体流淌、焊缝成型不良的技术难题。本焊接工艺装备同样也适宜于其他行业的筒形类,如长度、直径系列变化的工件的自动焊接。
[1]王政.焊接工装夹具及变位机械[M].北京:机械工业出版社,2001.
[2]北京起重运输机械研究所,武汉丰凡科技开发有限责任公司. DTⅡ(A)型带式输送机设计手册[M].北京:冶金工业出版社.
[3]李建堂.钢管焊接工艺装备导轮系统的设计[G]//第八届全国海洋工程学术会议论文集,2000.
[4]濮良贵.机械零件[M].北京:高等教育出版社,1992.
Design and Application of the Ad justable Inclined Long Shaft Type Welding Roller Frame
LIU Jie1,GENG Liang2,YANG Dao-jin1
(1.Shandong Mining Machinery Group CO.LTD.,Changle Shandong 262400,China;2.Bohai Petrolic Equipment Julong Steel Pipe Corporation,Cangzhou Hebei062658,China)
To improve the appearance and quality of the girth weld of the belt conveyor roller shell,the welding roller framewere designed,calculated and checked,and the anti-axial float of the welding roller frame were also discussed in the paper,finally considering the adjustable inclined long shaft typewelding roller frame,the welding process parameters of a typical shell pieceswere determined.This roller frame was set inclined,the length and diameter of the shell was adjustable,effectively realized automatic welding of the light and medium belt conveyor roller with flange ship weld seam,providing reference for designing similar workpiece welding roller frame.
welding roller frame,pulley,design,ship weld seam
TH222
A
1674-6694(2015)04-0003-03
10.16666/j.cnki.issn1004-6178.2015.04.002
2015-03-10
刘杰(1981-),男,山东昌乐人,硕士,工程师,主要从事金属结构设计及材料加工工艺的研究。
