奥氏体不锈钢管道的焊接及焊后热处理探讨
2015-12-13陈强
陈强
(河北省任丘市中国石油管道局第五工程培训鉴定中心,河北任丘 062552)
奥氏体不锈钢管道的焊接及焊后热处理探讨
陈强
(河北省任丘市中国石油管道局第五工程培训鉴定中心,河北任丘 062552)
随着奥氏体不锈钢管道在各个领域内的大量应用,有关奥氏体不锈钢管道的焊接技术以及焊接后热处的影响,越来越受到管道工程施工人员的关注,特别是由于于焊接方法或焊接工艺不当而引起不锈钢管严重锈蚀的现象,己成为不锈钢管工程中突出的质量问题。为此,本文首先就奥氏体不锈钢的焊接工艺进行分析,之后对焊后热处理进行了探讨,以及如何施工焊接确保质量作一简要论述。
奥氏体不锈钢 焊接工艺 热处理
1 奥氏体不锈钢管道的焊接工艺
1.1 焊接施工程序(图1)
1.2 对口质量要求
内壁齐平,如有错口,其错口值应符合下列要求:
对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
对口应将焊口表面及面侧15mm母材内,外壁的油、漆、垢、及氧化层等清理干净,直至露出金属光泽,并对坡口表面进行检查,不得有裂纹、重皮、毛刺及坡口损伤等缺陷。若设计有要求时,还应对坡口表面进行渗透探伤。
采用手工电弧焊前,应将焊口坡口两则100mm范围内包上石棉布,以防飞溅污染母材。
推荐的坡口形式如下:
壁厚δ在3<δ≤16mm时,选用V形坡口,其坡口形式见图2。
焊接材料选用按与母材化学成分相同或相近的原则进行,具体按焊接工艺卡的要求执行。
1.3 焊接流程

图1 焊接施工程序
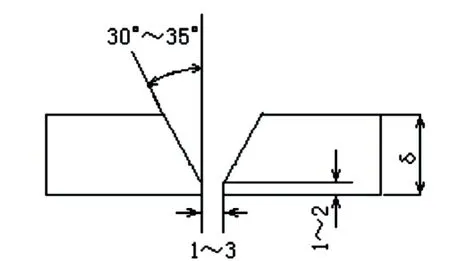
图2 3<δ≤16mm时, V形坡口坡口形式

表1 点焊的尺寸要求
管径小于60mm或壁厚小于6mm的管道采用全氩弧焊焊接。管径大于60mm或壁厚大于6mm的管道采用氩弧焊打底,手工电弧焊盖面的焊接工艺。氩弧焊打底时最好采用摇把焊焊法操作,确保根层及盖面层的质量。点固焊,其焊接材料、焊接工艺、焊工和预热温度等应与正式施焊相同。在坡口根部点固焊时,点固焊后应检查各个焊点质量,如有缺陷应立即清除,重新进行点焊。厚壁大径管若采用填加物方法点固,当去除临时点固物时,不应损伤母材,并将其残留焊疤清除干净,打磨修整。
点焊的焊缝长度、高度及点数,可参照表1的要求执行。
因特殊需要焊档板对口时,对口所用的挡板及卡具应与母材相同或相近,其焊接材料、焊接工艺与正式焊接相同,卡具拆除应用砂轮割除。
1.4 焊接工艺要点分析
焊接工艺规范应严格按焊接工艺卡的规定执行。宜采用小电流、短电弧、小摆动、小线能量的焊接方法。严禁在被焊件表面引弧、试电流或随意焊接临时支撑物。采用钨极氩弧焊打底的根层焊缝检
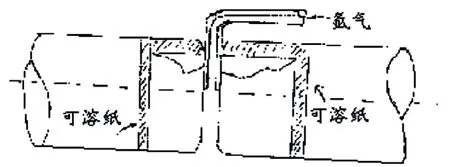
图3 小径不锈钢管道内充氩装置

图4 大径不锈钢管道内充氩装置
············查后,经自检合格后,方可进行下次焊接层,直至完成。氩弧焊时,断弧后应滞后关气,以免焊缝氧化。氩弧焊打底时薄壁管焊接时,背面应充氩保护,采用可溶纸封堵做成气室。见图3。
直径大于194mm的管子宜采取二人对称焊,焊前为保证首层氩弧焊道质量,管道内必须充氩气保护,防止合金元素烧损及氧化,大径奥氏体不锈钢管道焊口内充氩装置见图4,为防止氩气从对口间隙中大量泄漏,焊前需在坡口间隙中贴一层高温胶带,焊接过程中随时将妨碍焊接操作的那部分高温胶带撕去,每次撕去的长度视保护情况而定。内充氩装置在第一层电焊盖面检查合格后方可撤除。
施焊中,应特别注意接头和收弧的质量,收弧时应在坡口一侧熄弧并将熔池填满防止出现缩孔。多层多道焊的接头应错开,焊道严禁一次成型。焊接时应按焊接工艺要求进行温度控制,当层间温度过高时,应停止焊接,直至母材降至工艺要求的温度。再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。对需做检验的隐蔽焊缝,应经检验合格后,方可进行其他工序。焊口焊完后应进行清理,经自检合格后在焊缝附近用记号笔写上焊工的钢印代号,或其它永久性标记。
2 焊后热处理
2.1 焊后热处理采用电加热的方法
热处理的加热宽度,从焊缝中心算起,每侧不小于管子壁厚的3倍,且不小于60mm。热处理的保温宽度,从焊缝中心算起,每侧不小于管子壁厚的5倍,以减少温度梯度。焊缝的焊后热处理温度、恒温时间及升降温速度,应严格按照热处理工艺卡的规定执行。热处理加热时,力求内外壁和焊缝两侧温度均匀,恒温时在加热范围内注意两测点间温差应低于50℃。进行热处理时,测温点应对称布置在焊缝中心两侧,且不得少于两点,水平管道的测点应上下对称布置。焊接接头热处理的过程必须有热处理曲线记录图,并填写热处理报告。
2.2 操作注意事项
严禁在被焊工件的母材表面引燃电弧、试电流、或随意焊接临时支撑物。施焊时应特别注意引弧、接头、收弧处的质量,收弧时应把弧坑填满。多层多道焊的接头应错开,并逐层进行自检合格,方可焊接次层。管子焊接时,管内应有防止穿膛风的措施。必须在风、雨、雪的天气焊接时,应有相应的防止措施。焊接完毕焊工应自检,并标识,焊接施工应做到工完料尽,场地清。
[1]周桂芬.奥氏体不锈钢管的现场焊接[J].机械制造与自动化,2005 (05).
[2]张洪流.1Cr18Ni9Ti压力管道的焊接[J].湖南理工学院学报(自然科学版),2004(01).
[3]惠维山.奥氏体不锈钢管道焊缝裂纹产生原因分析[J].焊接技术, 2004(06).
[4]常江.铬镍奥氏体不锈钢的焊接[J].四川化工与腐蚀控制,2003 (04).