ZK60镁合金的炉中钎焊工艺
2015-12-11徐学利侯军才
徐学利,王 纯,侯军才,张 超
(1.西安石油大学材料科学与工程学院,西安710065;2.陕西理工学院材料科学与工程学院,汉中723003;3.中国石油宝鸡钢管有限责任公司研究院,宝鸡721008)
0 引 言
镁合金是目前国内外正在积极开发的一种轻型材料,由于它具有较高的比强度、较低的密度、良好的可回收性能[1]以及优良的阻尼和电磁屏蔽性能,被誉为21世纪“绿色工程材料”[2-3]。其中ZK系镁合金的综合力学性能优异[4],主要用于汽车、通讯、航天工业等领域。但由于其熔点低、线膨胀系数和导热系数高,在熔化焊焊接过程中容易出现氧化燃烧、热影响区过宽等问题,加之ZK60镁合金中锌含量较高,熔化焊焊接时热裂纹倾向非常大,因而很难采用传统的电弧焊等熔化焊方法进行焊接[5]。目前,有关镁合金焊接方法的研究主要集中在电子束、激光、TIG电弧熔焊以及搅拌摩擦焊等方面[6],但镁合金钎焊技术研究尚处于起步阶段。理论上锌能与镁合金发生冶金作用[7],为此,作者采用纯锌钎料对ZK60镁合金进行炉中钎焊试验,研究了钎焊温度与保温时间对接头组织与性能的影响,以期为镁合金的钎焊技术研究积累经验和提供参考。
1 试样制备与试验方法
试验采用高强形变镁合金ZK60(轧制态),其化学成分(质量分数/%)为:0.05Al,0.10Mn,6.0Zn,0.7Zr,余Mg。采用线切割方法将镁合金加工成尺寸20mm×10mm×2mm的试样。钎料为0.1mm厚的纯锌箔(纯度不小于99.95%)。焊接设备为真空(真空度为10-1~10-2Pa)/氩气(氩气纯度99.99%)保护两用钎焊炉。焊前,去除母材表面的油污及氧化层,具体步骤:丙酮清洗→400#、600#砂纸打磨→20%NaOH溶液浸泡→清水冲洗并烘干;对钎料也进行去油污及氧化层处理,具体步骤:煤油、丙酮清洗→800#、1200#的砂纸打磨→密封备用。
钎焊试样连接形式为搭接,如图1所示,搭接长度10mm,间隙0.4mm,在试样表面连接热电偶进行温度控制。焊接试验在GY-40AB型真空/氩气保护两用钎焊炉中进行。试验前向炉中充入氩气以排除多余的空气,在整个钎焊过程中,炉内连续充氩气以防止接头发生氧化,氩气流量13L·min-1,试验温度为435~455℃。焊后焊件持续在氩气保护下冷却至室温。钎焊试验工艺参数见表1。
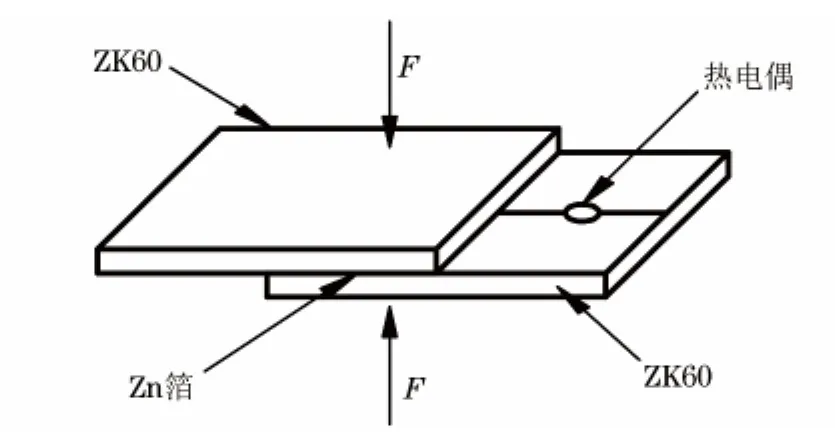
图1 钎焊试样的连接方式示意Fig.1 Schematic of connection of welding sample
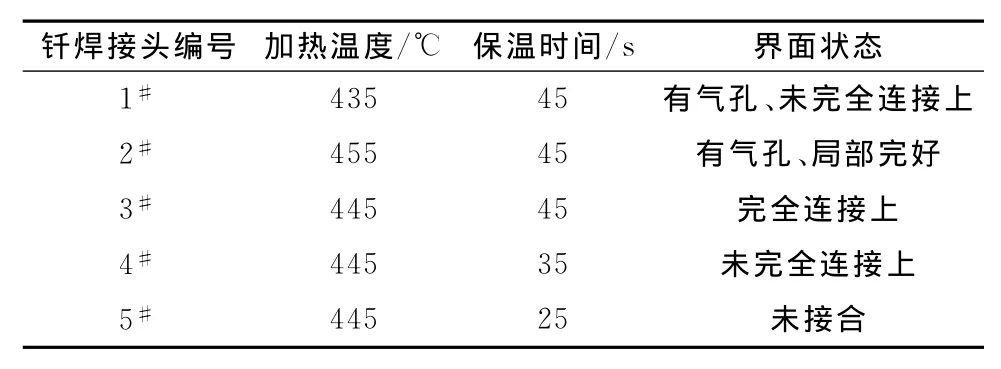
表1 钎焊试验工艺参数及界面状态Tab.1 Parameters for welding test and interface state
分别在各个ZK60镁合金钎焊接头上取样,经打磨抛光后,用腐蚀液(苦味酸2.5g+醋酸2.5mL+乙醇150mL+水10mL)进行腐蚀,然后采用DMI-5000M型扫描电镜观察接头显微组织;采用Durascan-700型全自动硬度仪测接头显微硬度,载荷10N,保载时间10s;采用D8Focus型X射线衍射仪(XRD)对接头中的物相进行分析。
2 试验结果与讨论
2.1 钎焊接头显微组织
由图2可以发现,1#钎焊接头钎缝区中气孔粗大,未完全连接,有明显缺陷;2#钎焊接头钎缝区中部分区域与两侧母材结合良好,但仍有部分粗大气孔;3#钎焊接头钎缝区较窄、边界清晰整齐,整个钎缝区组织较致密,没有明显气孔;4#钎焊接头钎缝区很窄,由于保温时间短,钎料熔化较少,导致合金尚未完全接合。而5#钎焊接头由于保温时间过短、钎料熔化的液相量太少,钎缝区未接合,图略。2#,3#钎焊接头的钎焊质量较好,故以下讨论均是针对2#,3#钎焊接头进行的。
在钎焊过程中,母材表面与钎料发生反应,一部分镁原子参与了钎缝区组织的形成,并与钎料生成共晶相(α-Mg+Mg51Zn20)。靠近母材区的接头扩散区的晶粒较细小,主要是由于母材中镁原子扩散所致,此区域实际发生了部分扩散,并未完全参与共晶反应;钎缝熔合区出现了树枝状组织。由镁锌二元相图[8]可知,钎缝熔合区的树枝状组织镁含量很高,推测其可能为α-Mg固溶体相。因为在接近母材处,随着钎焊温度提高,在焊接过程中镁原子发生进一步扩散,从而使接头中镁含量提高,达到一定浓度后,部分镁会在凝固过程中以固溶体形式析出。在固溶体周围的组织可能为镁锌共晶组织中的一相,由镁锌二元相图推测其为Mg51Zn20相。
由图3可以发现,3#钎焊接头的扩散区和母材之间界限不明显,扩散区中组织呈树枝状生长,接头扩散区由固溶体(灰色区域)、镁锌化合物相(深灰条状)以及残留的不连续锌(中间灰白相间区域)三部分组成。在炉中温度为445℃左右保温时,锌箔与ZK60镁合金之间的扩散较充分,镁、锌间发生共晶反应,即造成中间层锌箔的液化和基体镁合金的溶解,形成固液界面。由于界面两侧镁、锌分布极不均匀,存在很大浓度梯度,故基体中的镁不断向钎缝一侧溶解。根据镁锌二元合金相图[8]分析,当锌固溶体中的镁含量达到饱和固溶度时(质量分数15.4%),便形成Mg2Zn11相;随着扩散时间的不断延长,当锌中的镁含量达到33.3%(质量分数,下同)时,便形成MgZn2、Mg2Zn3、MgZn、Mg51Zn20相;当锌固溶体中的镁含量超过71.8%时,便会形成液相。与此同时,锌向镁中扩散,开始在镁基体表面形成镁基固溶体,由于锌在镁中溶解度极小,便很快形成与之平衡的液相。
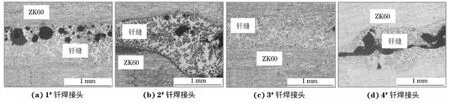
图2 不同钎焊工艺参数下钎焊接头的显微组织Fig.2 Microstructure of brazed joints using different brazing parameters
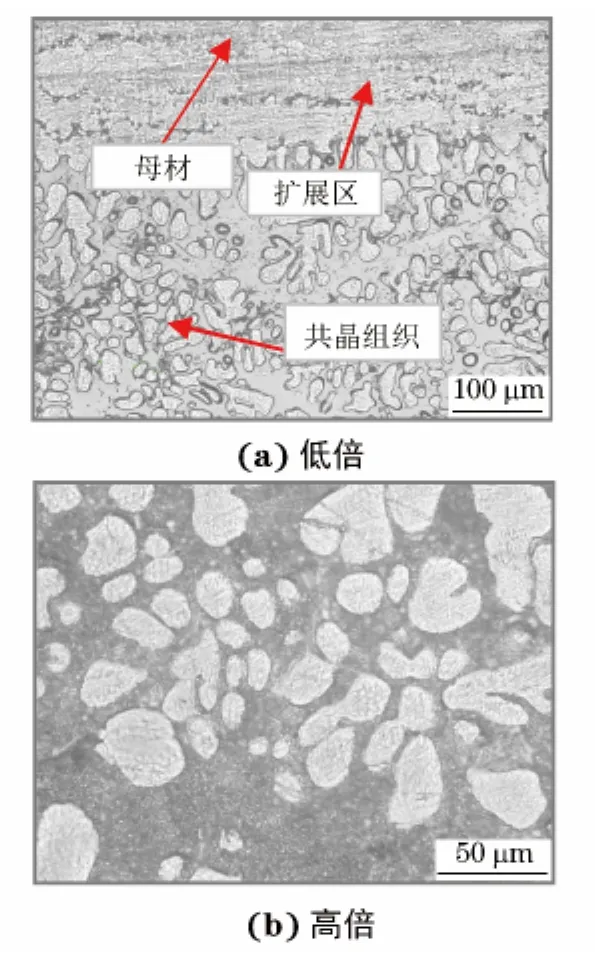
图3 3#钎焊接头显微组织Fig.3 Microstructure of brazed joint 3#at low (a)and high(b)magnifications
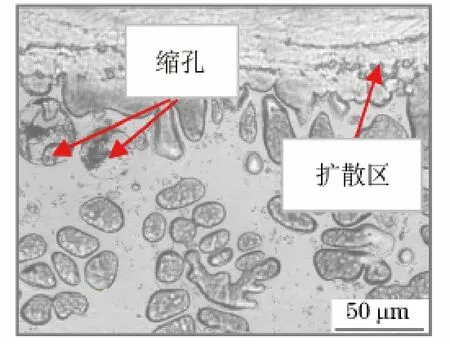
图4 2#钎焊接头显微组织Fig.4 Microstructure of brazed joint 2#
由图4可以发现,2#钎焊接头的母材与钎缝界面清晰整齐,在母材侧可看到明显的钎料组元扩散反应区,但钎缝区组织粗大、疏松且有缩孔。其中组织粗大是由于钎焊温度偏高、在钎焊温度停留时间过长导致。组织疏松是由于镁合金在高温下易氧化且真空度不高,尽管钎焊前已去除表面氧化物,但也难免在钎焊过程中再次形成致密氧化膜。而缩孔的形成主要有两个原因。一方面,由于钎料融化后生成较多的液相在冷却过程中收缩导致;另一方面,当钎焊温度高于临界温度时,接头元素扩散速度很快,此时,钎缝温度过高,压力过大,导致钎缝中气体排出困难,最终在钎缝中心区域产生了缩孔。
2.2 钎焊接头的显微硬度
从图5可见,由于在加热扩散过程中,镁和锌之间发生共晶反应,中间层锌箔液化和基体镁溶解,形成固液界面,固液界面以镁锌金属间化合物存在,因此过渡区域硬度高于基体和钎缝的;3#接头的钎缝硬度高于2#接头的,是因为保温温度在445℃时,钎缝组织存在多种硬脆金属间化合物,因此其显微硬度比较高,温度升高10℃后,钎缝可能出现了氧化、溶蚀现象,导致硬度降低。
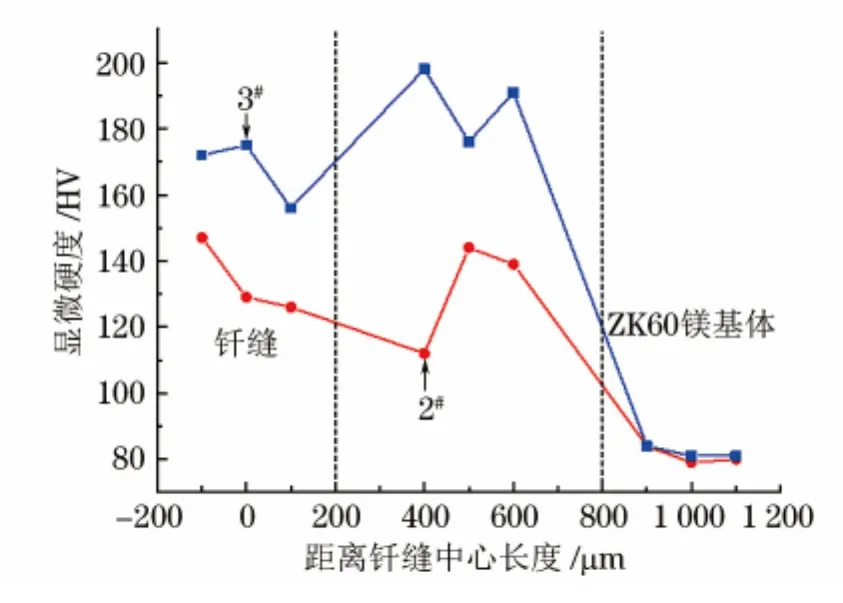
图5 钎焊接头的显微硬度分布Fig.5 Microhardness distribution of different brazed joints
2.3 钎缝的物相组成
测试结果表明,不同钎焊接头的物相组成相同,因此以3#接头为例进行分析。从图6可以发现,钎缝由α-Mg、γ-MgZn两种相组成。镁锌发生反应后,对应于镁锌二元相图,当钎缝中的主要元素锌的质量分数在26%左右时,镁锌合金为具有亚共晶成分的二元合金。随着温度的降低,镁锌二元合金先发生匀晶转变生成初晶α-Mg相;当温度降至341℃时,发生共晶转变,生成α-Mg和β-Mg51Zn20相;温度继续降至325℃时,粗大的β-Mg51Zn20相开始发生共析转变,生成α-Mg和γ-MgZn相组成的共析组织。共析转变是固相分解,其原子扩散比较困难,容易产生较大过冷度,所以共析组织远比共晶组织细密;冷至室温后,钎缝合金组织由先共晶α-Mg相和(α-Mg,γ-MgZn)共析组织所组成,组成相为α-Mg、γ-MgZn。
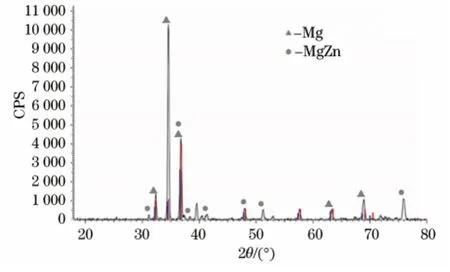
图6 3#钎焊接头钎缝XRD谱Fig.6 XRD patterns of brazing seam in brazed joint 3#
3 结 论
(1)采用纯锌箔钎料在氩气保护条件下对ZK60镁合金进行炉中钎焊,可实现钎焊界面的冶金结合。
(2)钎焊温度和保温时间对接头组织和性能影响较大,在温度445℃、保温时间45s时,可以得到外观质量较好、钎缝区边界清晰整齐、组织致密、无气孔、无裂缝的接头,钎焊接头的平均、显微硬度在167HV左右;钎焊接头钎缝的组织由先共晶α-Mg相和(α-Mg,γ-MgZn)共析组织组成。
[1]李铁龙,杨新岐,王振山.焊速对AZ80镁合金搅拌摩擦焊接接头成型及组织的影响[J].机械工程材料,2013,37(5):26-29.
[2]初雅杰,李晓泉,吴申庆.镁合金焊接方法的研究进展[J].机械工程材料,2010,34(6):10-12.
[3]LIU Li-ming,SHEN Yong,ZHANG Zhao-dong.The effect of cadmium chloride flux in GAT welding of magnesium alloys[J].Science and Technology of Welding & Joining,2006,11(4):398-402.
[4]谢丽初,陈振华,全亚杰.ZK60镁合金CO2激光焊接接头的组织与性能[J].机械工程材料,2012,36(9):11-13.
[5]张津,章宗和.镁合金[M].北京:化学工业出版社,2004.
[6]罗庆,徐道荣.AZ31镁合金的炉中钎焊试验研究[J].轻合金加工技术,2008(3):43-45.
[7]邹僖.钎焊[M].北京:机械工业出版社,1999.
[8]BAKER H.Alloy phase diagrams[M].Ohio,United State:Materials Park,2006.