20英寸双层可缠绕式外输软管生产工艺分析
2015-12-11单学永
单学永,周 毅
(中海油能源发展采油服务公司,天津 300457)
20英寸双层可缠绕式外输软管生产工艺分析
单学永,周 毅
(中海油能源发展采油服务公司,天津 300457)
外输软管是安装在输油终端与转运油轮之间的重要设备,承担着原油输送的重任,结构复杂、技术要求高,生产制造长期被发达国家的少数几家生产厂家所垄断。结合外输软管国产化的艰辛历程,通过分析外输软管的结构和材质特点,并参考国际通用的GMPHOM 2009输油软管标准,对20英寸可缠绕式漂浮主管生产工艺进行了详细的分析。
外输软管;生产工艺;可缠绕
0 引 言
外输软管作为原油输送“大动脉”,是原油外输的基础。外输软管结构复杂,技术要求高,因而其生产制造长期被发达国家的少数几家生产商垄断。国际油价持续低迷,使得外输软管国产化的重要性愈发凸显。
外输软管主要有首管、二号管、主管、变径管、尾管、舷管等几种类型。不同类型的软管根据自身所处位置和担负的任务不同在结构设计方面有所区别,但是主要结构的设计方面差别不大,都具备内胶层、帘线加强层、钢丝骨架层、外胶层等。国内橡胶厂家最早于2010年开展外输软管研发,取得阶段性成果并发表了相关论文,例如江苏太平橡胶股份有限公司的自浮式大口径输油胶管研究[1]和河北宇通特种胶管有限公司的海上输油漂浮胶管研制。[2]本文以由国内厂家研制、渤海油田广泛使用的20英寸(1英寸=2.54 cm)双层可缠绕式漂浮主管为例,对该型外输软管的生产工艺进行详细的分析。
1 外输软管结构和性能
1.1 外输软管结构
20英寸双层可缠绕式漂浮主管由多层材料组合而成,不同的层有不同的功能,以确保外输软管具备耐油性、抗拉性、弯曲性等性能。该双层可缠绕式漂浮主管由内胶层、加强层、钢丝骨架层、中胶层、漂浮层和外胶层复合而成,同时在软管两端加装法兰短节等结构部件,形成完整外输软管结构[3],如图1所示。
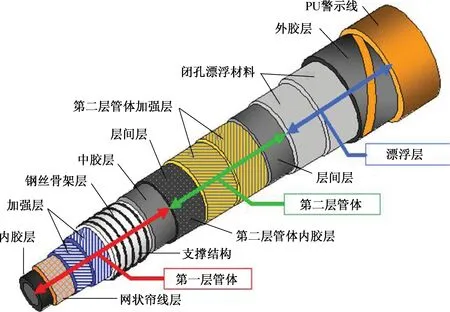
图1 20英寸双层可缠绕式漂浮主管结构Fig.1 Structure of 20 inch double-carcass reeling floating main hose
1.2 外输软管材质和性能要求
外输软管的材质和性能要求分别如表1和表2所示[3]。表2中D表示软管内部直径。
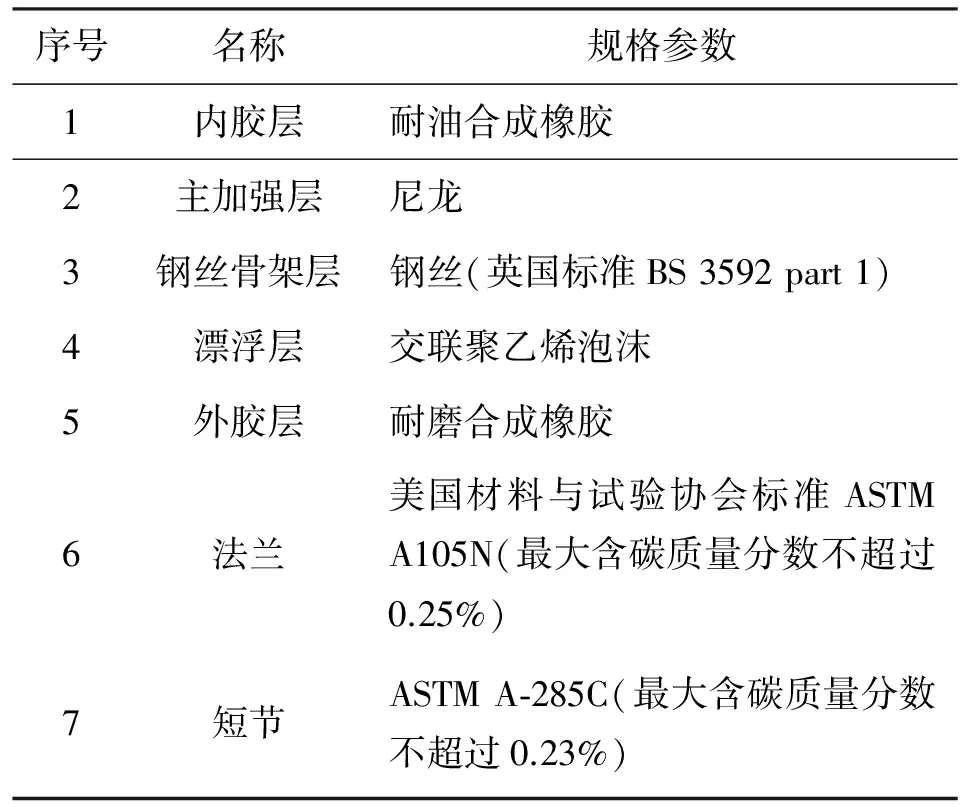
表1 材质参数Table 1 Material parameters
2 制作前的胶料准备
根据设备型号和外输软管的设计方案,算出用胶量、胶片规格、钢筋长度、帘线长度、漂浮材料用量等。在此主要介绍胶料的准备。
2.1 塑炼
塑炼的原理是通过机械力或化学力作用使橡胶的大分子链断裂破坏,降低分子量,增加塑性,提高加工性能[4]。下面简要介绍机械塑炼工艺。
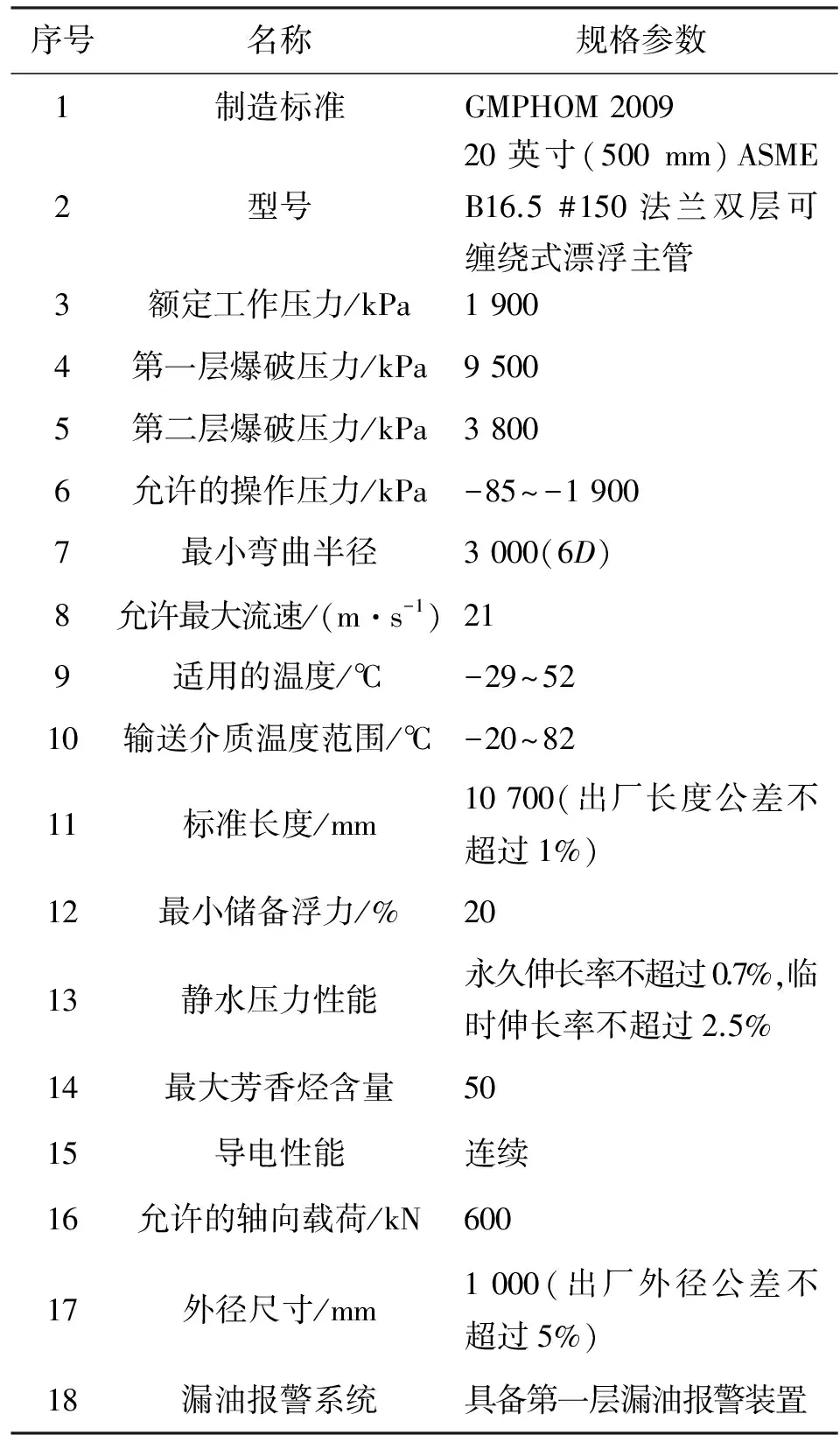
表2 性能参数Table 2 Performance parameters
(1) 准备工艺:烘胶夏季24~36 h,冬季48~72 h,温度50~70 ℃;切胶每块10 kg左右;破胶辊温45 ℃以下,辊距2~3 mm。
(2) 开炼机塑炼。在辊筒速度不同而产生的速度梯度作用下,胶料受到强烈的摩擦剪切和氧化裂解作用,反复多次,使橡胶分子链断裂。
容量按下列经验公式估算:
Q=KDL,
(1)
式中:Q为塑炼容量,L;K为经验系数,取=0.006 5;D为胶辊外径,cm;L为辊筒工作部分长度,cm。例如16英寸开炼机投料量为
Q=0.006 5×50×100.
辊距越小越好,应小于1 mm,尽可能达到0.5 mm;前辊与后辊辊速比应为1.15~1.27;辊温对于天然橡胶(NR)为45~55 ℃,对于丁苯橡胶(SBR)为45 ℃,对于丁腈橡胶(NBR)为40 ℃以下,对于氯丁橡胶(CR)为40~45 ℃;塑炼时间每次塑炼时间在20 min以内。
(3) 密炼机塑炼。剪切作用加上高温下剧烈的热氧化作用,使橡胶大分子链断裂,生成小分子链。容量填胶占密闭室有效容积的48%~62%;上顶栓压力为0.5~0.8 MPa。
2.2 混炼
混炼就是用开炼机将塑炼胶与配合剂均匀分散。
混炼的工作原理是:先让生胶包于前辊,两辊筒上面应有适量的堆积胶存在,再按规定的加料顺序往堆积胶处依次加入配合剂。堆积胶不断被转动的辊筒带入辊距中,同时新的堆积胶又不断形成。当生胶夹带配合剂通过辊距时,受到剪切作用而被混合和分散[4]。
混炼过程包括包辊、吃粉、翻炼等阶段。
在包辊阶段,生胶呈黏弹性固体状,紧包前辊,两辊筒上面应有适量的堆积胶存在。
在吃粉阶段,辊距4~8 mm,辊温40~60℃,因胶种而异。投料顺序为:生胶—固体软化剂(古马隆、松香、石蜡)—促进剂、活性剂、防焦剂、防老剂—补强填充剂如碳黑、陶土、碳酸钙—液体软化剂如松焦油、酯类—硫黄。
切割翻炼后,需将胶料薄通3~5遍,然后放大辊距下片冷却。
对于橡胶加工的质量,主要检测指标包括拉伸强度、扯断伸长率、硬度、磨耗减量及耐老化性能。
2.3 压延
压延是指利用压延机滚筒的挤压力作用使胶料发生塑性流动和变形,将胶料制成具有一定断面规格和一定几何形状的胶片,或将胶料覆盖于纺织物表面制成具有一定断面厚度的胶布的工艺加工过程[4]。
压延工艺首先是胶料的热炼与供胶。具体分三步:(1)采用低温薄通方法粗炼,补充混炼,提高胶料的可塑性。辊距2~5 mm,辊温40~45 ℃,薄通7~8次。(2)将粗炼后的胶料以较大辊距细炼,达到加热软化的目的。辊距7~10 mm,辊温60~80 ℃,通过6~7次。(3)连续(如擦胶)与非连续(如出片)供胶。
对于纺织物(如聚酯帘布),要进行干燥、浸胶、热伸张处理。
胶片压延是将混炼胶料通过专用压延设备的若干对相对旋转的辊筒间隙,使其受到挤压、延展而成为一定厚度或一定形状规格的均匀胶片;对于纺织物则涉及挂胶。
2.4 压出
橡胶的压出是指橡胶胶料在压出机螺旋杆旋转推动作用下进一步混炼并不断压向机头,通过制品所需的口型连续成型的过程[4]。
3 外输软管成型工艺
3.1 法兰和短节工艺处理
法兰为标准重量,符合美国材料与试验协会(ASTM)标准ASTM A-106 A或B,使用美国石油协会(API)标准API-5L规定的无缝或双埋弧焊与短节进行焊接,材质选用镇静钢或半镇静钢材质,最大碳含量不超过0.23%(质量分数,下同)。
所有的焊接规程都符合美国机械工程师协会(ASME)标准ASME IX的要求。依照欧洲标准EN 1435对所有的焊缝进行100%的射线照片检验。如果射线照片显示出相对密度为2~3,不清晰度不超过0.4 mm且敏感度为壁厚的1.5%,使用符合EN 462-1标准的线型像质计进行检验。
焊接到短节上的部件,如用于在加强层上固定的肋条等,都将采用等效于ASTM A-285 C规定的材料,镇静钢或半静钢材质,最大碳含量不超过0.23%。所有的焊缝都依照ASME VIII附录6的规定进行磁粉探伤检验。
终端部件与法兰的裸露内外表面(包括法兰表面)都使用热浸镀锌(见图2)或采购者接受的其他方法进行保护。法兰与芯轴固定的效果如图3所示。
涂层系统的最低要求如下。
热浸镀锌规格:符合EN ISO 1461的规定。
表面准备:喷砂处理至SA 2.5级,随后进行酸洗。
涂层:最小平均涂层重量为610 g/m2(相当于85 μm厚度)。
锌成分:浸洗杂质,以符合EN ISO 1461规定的限定条件要求。
外观:涂层在外观上应无任何结节、气泡、尖点以及未喷涂区域[3]。

图2 法兰及短节镀锌Fig.2 After galvanization flange and nipple
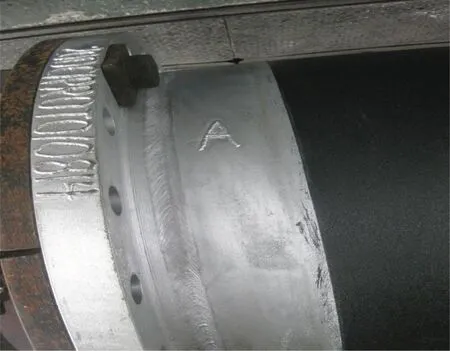
图3 固定法兰及芯轴Fig.3 Fixing the flange and the dabber
3.2 关键参数计算分析
3.2.1 耐压性能计算
增强帘线层承担自身重量和端部载荷,主要承受软管内压,并提高软管抗拉强度。该层由聚酯帘线制成,单根帘线的抗拉强度为420 N/mm2。根据技术规范要求,第一层管体爆破压力为9 500 kPa,使用12层帘线,每层有888根,帘线长度为125 500 mm,该层厚度为15 mm,完全可以满足耐压需求[5]。帘线性能如表3所示。
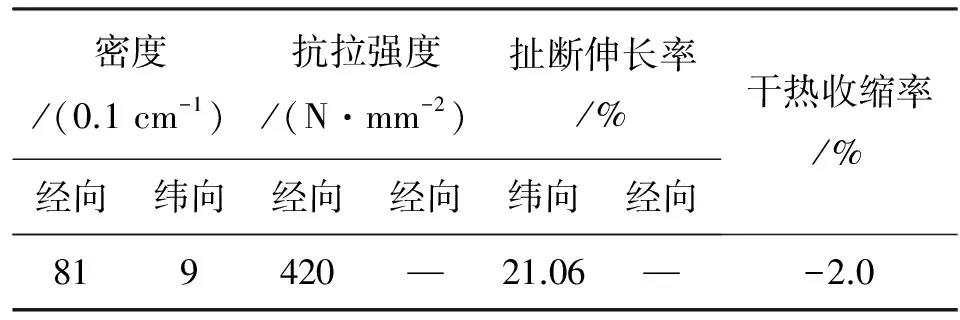
表3 增强帘线性能Table 3 Performance of reinforcing plies
可承受的爆破压力的计算公式为
(2)

≈1 102 N/cm2=11 020 kPa>9 500 kPa,
表明耐压性能满足要求。
3.2.2 储备浮力计算
当软管(包括浮体材料和外覆层)完全浸入海水中并且充满海水时,储备浮力应不低于20%。储备浮力F(%)用GH 式计算:
式中:m1为软管完全浸入海水中时排出的海水(包括整体浮体排出的海水和管内的海水)的质量;m2为空管(包括浮体材料和所有连接零件)的质量;m3为软管中容纳的海水质量。m1=8 020 kg,m2=4 100 kg,m3=2 120 kg,故储备浮力=29%>20%,满足要求[3]。
3.3 软管制造程序
软管制造采用硬芯成型方法。这种方法采用一根钢制的芯轴,将压延机压延的胶片贴在芯轴上进行成型。其特点是成型软管内径尺寸准确、表面光滑,胶层密封性能良好[6]。具体制造程序如下。
(1) 安装芯轴。芯轴直径为500 mm(20英寸),调整其同心度,两端误差不超过2 mm;保持芯轴表面干净,并涂抹上脱芯剂,便于脱芯;解开短节端部的包布,用帆布隔离芯轴与短节的缝隙,防止内胶流入短节内部。
(2) 根据施工标准给出内胶片几何尺寸,将提前通过压延机压出的内胶片缠绕在芯轴上(见图4),减少流体对内胶片搭接处的冲刷。调整芯轴转速;内胶片采用二分之一搭接的形式;设定内胶片缠绕张力,内胶片的整个缠绕过程带有一定张力且一次性缠绕到位,避免缠绕到芯轴上的胶片产生褶皱、松动等缺陷。
图4 内胶层固定Fig.4 Fixing the inner rubber layer
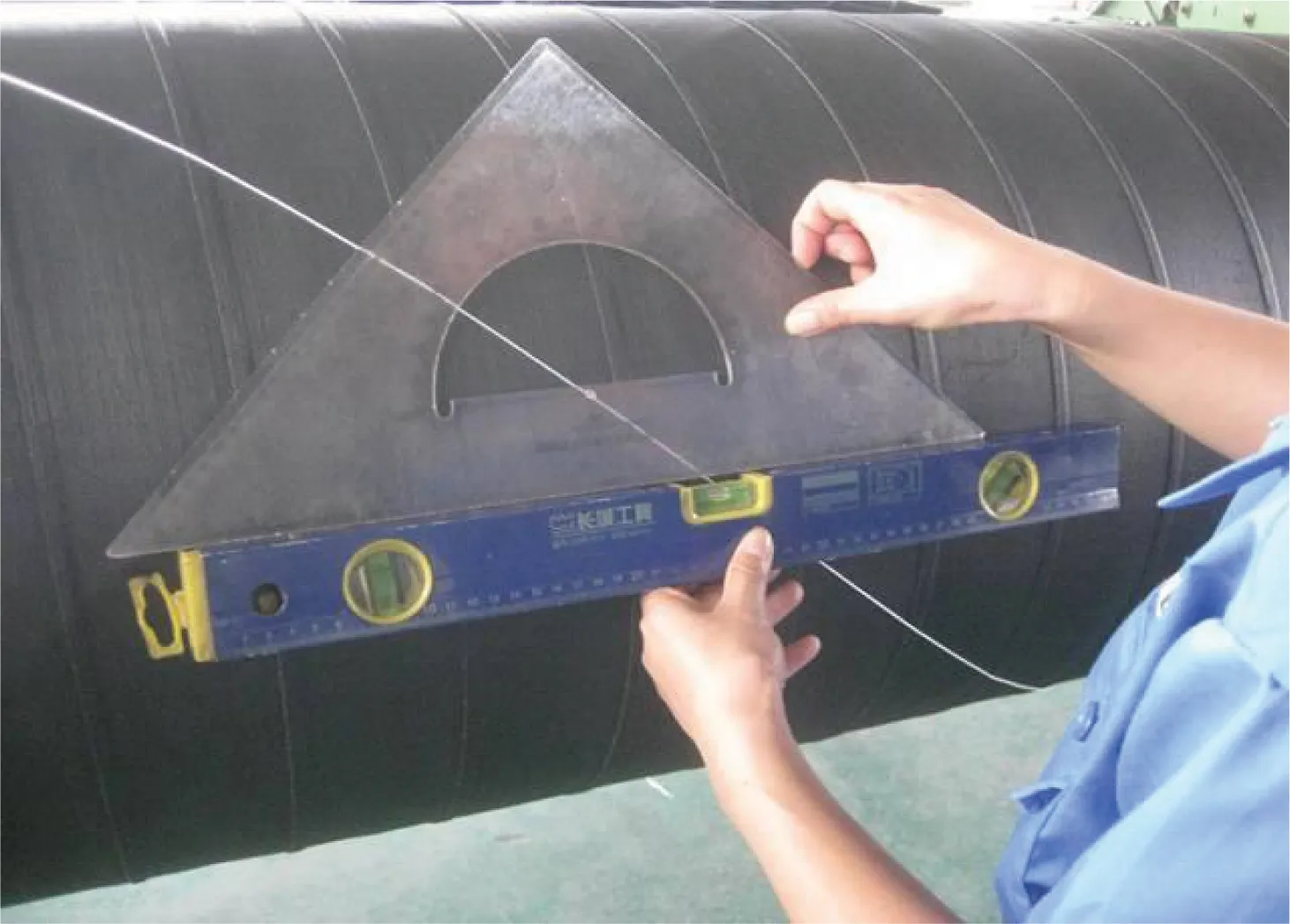
图5 固定帘线角度Fig.5 Fixing the angle of reinforcing plies
(3) 根据软管内径大小和耐压强度要求设定帘线缠绕角度。对于尺寸较大的软管,帘线缠绕角度可设为54°,既不会降低软管的耐压强度,又能提高帘线缠绕速度。固定帘线缠绕角度(见图5),启动帘线缠绕设备,调整好速度,以均匀的张力和搭接宽度沿着芯轴方向缠绕帘线(见图6),相隔层的帘线始终以相反方向进行缠绕。按照同样的方法,缠绕数层帘线,并用细钢丝固定帘线(见图7)。

图6 缠绕加强帘线Fig.6 Reeling the reinforcing plies

图7 固定加强帘线层Fig.7 Fixing the reinforcing plies
(4) 缠绕钢丝骨架层,如图8所示。短节端部采用二氧化碳保护焊固定钢丝头部,注意焊接热量不能破坏橡胶。通过控制钢丝之间的间距和缠绕角度可以调节软管的弯曲性能。钢丝骨架层对软管结构提供支撑,防止内部或者外部形变。

图8 缠绕钢丝骨架Fig.8 Reeling the steel helix wire
(5) 用挤出机挤出中胶,填充钢丝骨架层的间隙,填充完毕后按照一定的压力缠绕水包布。水包布可以防止混炼胶在硫化成型过程中产生气泡,提高致密性,提高胶料与帘线层的附着力及耐曲绕性能,是保证胶体几何尺寸、结构密度和物理机械性能的重要措施。
(6) 第一层管体工序完成后,缠绕水布进罐进行第一次硫化。综合考虑橡胶的耐热性和硫化返原现象,各种橡胶建议硫化温度及各层胶料材质厚度如表4和表5所示。
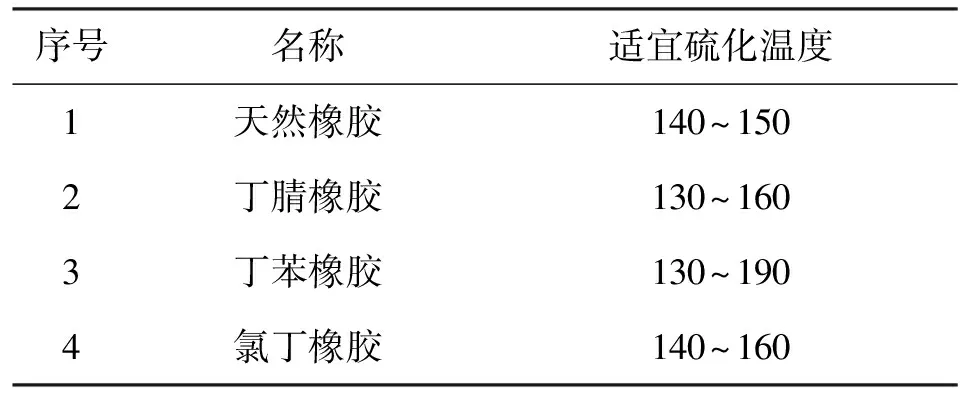
表4 胶料硫化温度参考值Table 4 Reference temperature for rubber vulcanization ℃
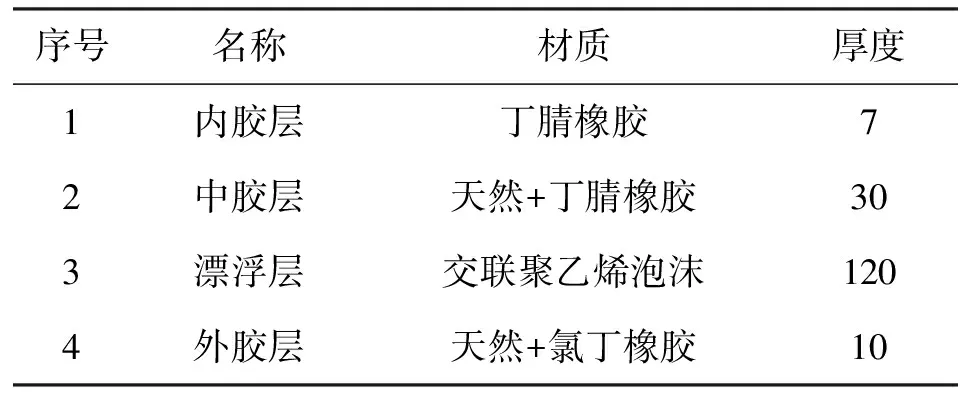
表5 胶料厚度Table 5 Rubber thickness mm
第一层管体的硫化曲线如图9所示。利用硫化仪测出正硫化时间后,还必须考虑制品厚度的影响、胶料的导热性及采取的硫化温度和压力等硫化条件[7]。适当的硫化压力可防止胶料气泡的产生,提高胶料的致密性;使胶料流动,充满模型;提高附着力,改善硫化胶物理性能[7]。
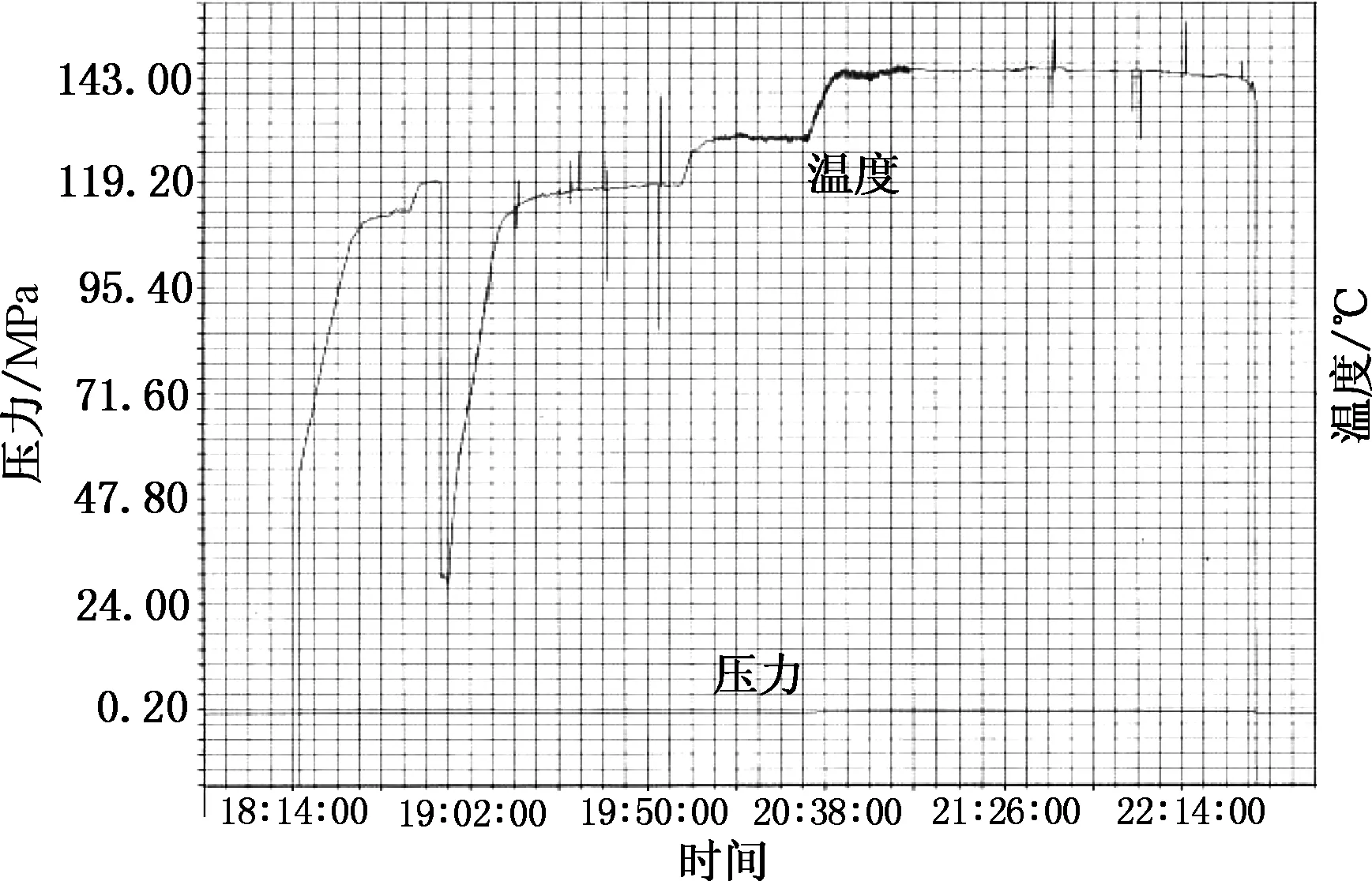
图9 第一层管体硫化曲线Fig.9 Vulcanization curve of the primary carcass
根据第一层管体胶料厚度和混炼胶料性质设定硫化条件温度、压力和时间。时间到后,管体出罐,解开尼龙绳及水包布。
(7) 待第一层管体温度降至常温时,将软管管
体支撑于成型机上,缠绕第二层管体内胶层,重复以上步骤(2)、(3)、(5),之后开始缠绕漂浮材料(见图10和图11),在端部手工处理成圆锥形。根据漂浮软管浮力计算公式确定采用5层漂浮材料,每层均为厚度20 mm的闭孔海绵。漂浮层为整条软管提供浮力,使用的闭孔海绵具有良好的柔韧性,不吸水,抗形变,密度低。漂浮层用量需要综合考虑整条软管的重量和弯曲性能。

图10 缠绕漂浮层Fig.10 Reeling the flotation layer

图11 漂浮层固定Fig.11 Fixing the flotation layer
(8) 将压延机压出的外胶片缠绕在芯轴上。外胶片的缠绕工艺过程与内胶片完全相同,为了保证软管的外表面的光滑和平整度,胶片的搭接宽度越小越好。外胶片缠绕完毕后再缠绕水包布,水包布的缠绕方向与外胶片保持一致,施加一定的张紧力,避免外胶片松弛或者产生位移,否则,管体气泡难于溢出,会产生外胶层脱层等缺陷。
(9) 软管整体进罐进行三次硫化。由于漂浮层主体材料交联聚乙烯泡沫,它在110 ℃就会受热熔解,构建的闭孔会塌陷,无法提供浮力,所以适当降低硫化温度、延长硫化时间。外胶层硫化曲线如图12所示。
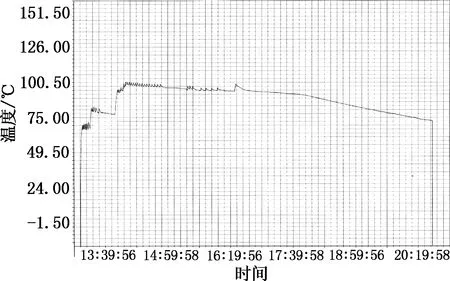
图12 外胶层硫化曲线Fig.12 Vulcanization curve of the cover
(10) 外胶层硫化完毕后,整条外输软管制作完成,开始测量软管长度(见图13)和外径。测得软管长度为10 700 mm,满足设计值10 700 mm(±1%)的要求,外径尺寸1 021 mm,满足设计值1 000 mm(±5%)的要求。脱管芯。

图13 管体长度测量Fig.13 Measuring the Carcass length
4 软管检测
按照GMPHOM 2009标准[8]的要求对外输软管进行检测,看其是否满足标准要求,检测结果如表6所示。
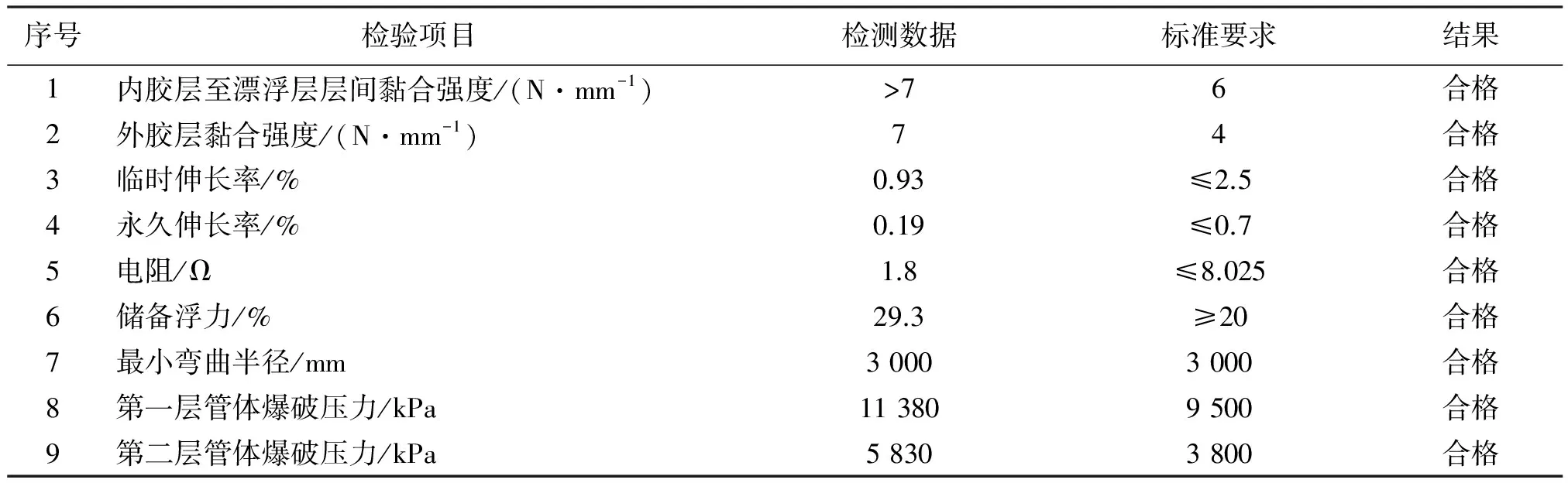
表6 外输软管性能参数检测结果Table 6 Test results of performance parameters of the offloading hose
5 结 语
通过对国产外输软管生产工艺的分析可以逐步掌握外输软管结构、工艺、材料等方面的技术。按照本文介绍的工艺生产的外输软管,各项性能指标均达到GMPHOM 2009标准要求,完全可以替代进口外输软管进行使用。与采用进口外输软管相比,改用该型外输软管具有以下优势:(1) 外输软管采购周期由进口外输软管的6~8个月缩短至1~2个月;(2) 采购成本相比进口外输软管降低至少30%;(3) 由于采购周期的缩短,可以使备用外输软管库存减少50%;(4) 可享受国内软管厂家更为快捷的售后服务。
在国际油价持续低迷的今天,各大石油公司都采取降本增效的策略逐步推进国产石油装备的应用。本文介绍的国产外输软管生产工艺为国产外输软管投入使用提供了新的思路。通过该研究让国内外输软管用户了解其性能特点,便于日后正确操作维护,有助于保障原油外输顺利、安全地进行。
[1] 彭维香,王维相.自浮式(海上漂浮/半漂浮式)大口径输油胶管的研究[J].中国橡胶,2010(12):38.
[2] 郝伟.海上输油漂浮胶管的研制[J].橡胶工业,2014(12):741.
[3] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.近海停泊排吸油橡胶软管[S].2014.
[4] 白鹏,王维湘.橡胶软管胶料压出工艺和硫化技术进展[J].中国橡胶,2011(11):35.
[5] 帅长庚,何琳.帘线缠绕增强肘形橡胶软管耐压强度计算[J].工程力学,2008(6):230.
[6] 杨慈文,赵三桥.缠绕胶管的生产工艺及产品性能[J].天津橡胶,2002(1):28.
[7] 李敏, 张启跃.橡胶工业手册[M].北京:化学工业出版社,2012.
[8] Oil Companies International Marine Forum. Guide to manufacturing and purchasing hoses for offshore moorings (GMPHOM 2009) [S]. 2009.
ManufacturingTechniqueAnalysisof20InchDouble-CarcassReelingOffloadingHose
SHAN Xue-yong, ZHOU Yi
(CNOOCEnergyTechnology&Seruices-OilProductionServicesCo.,Tianjin300457,China)
Marine offloading hose is an important equipment which has been installed between oil production and storage unit and shuttle tanker. Marine offloading hose has a complex structure and plays a key role in oil transportation, which makes it require high technology. For a long time, a few companies from developed countries have a monopoly on this industry. We introduce the long course of marine offloading hose localization and analyze the production technology of 20 inch double-carcass reeling floating main hose through the characterization of its structure and material with the international standard GMPHOM 2009 for marine offloading hose as a reference.
marine offloading hose; production technology; reeling
2015-05-26
单学永(1970—),硕士,高级工程师,主要从事海洋石油工程和项目管理方面的研究。
TE973
A
2095-7297(2015)03-0189-07
