浅析核电换热器的管子管板胀接工艺
2015-12-11王立昆张盛岩陈小平
王立昆,张盛岩,陈小平
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 概 述
核电换热器管子管板的胀接,主要是采用机械胀接或液压胀接的方式。例如AP1000核电高压加热器采用了机械胀接。倒置立式1 060MW核电高加热器采用了液压液袋式的胀接工艺。在AP1000非能动余热排出热交换器制造中,采用了橡胶胀接+液压胀接+机械胀接等方式。
1 胀接作用及原理
胀接广泛应用于换热器的管子管板连接,是靠管子和管板变形达到密封和紧固的一种机械连接。通过扩胀管子直径,使管子发生塑性变形,管板孔发生弹性变形,利用管板孔的回弹,对管子施加径向压力。常用的管子管板连接形式有三类:强度焊+贴胀、强度胀、密封焊+强胀[1]。
2 常见的胀接方法
2.1 机械胀接[1]
机械胀接是通过胀管器的旋转,将扭矩或功率传递给机械胀管器,利用胀管器滚柱对管子壁进行碾压,使其逐渐发生变形,管径扩大,最终产生塑性变形,而管板主要发生弹性变形,以此使管板和管子间产生一定的挤压力,进而使管子和管板紧密地贴合在一起,从而达到管子与管板紧固定位的作用。
根据机械胀接动力的不同,机械胀接可分为:手动胀接、风动胀接、液压驱动胀接、电动胀接。根据胀接时的控制形式,又可分为扭矩控制、电流控制、功率控制等。
2.2 液压胀接[1]
液压胀接是利用液体压力作用在换热管上,使管壁发生变形的过程。一般分为液袋式胀接、O型密封圈液压胀接(简称液压胀接)。液压胀管装置由两部分组成,一部分是液压枪(包括胀头和增压油缸),另一部分是移动式泵站(包括电机,泵,水箱,油箱等)。液压胀管的胀头采用密封圈进行密封,胀头密封的结构形式,如图1所示。液袋式胀接的密封结构为金属锥形环结构,胀头密封的结构形式,如图2所示。在我国,液袋式胀接技术已被广泛应用,例如对火电类换热器的胀接,采用液袋式胀接技术较多。
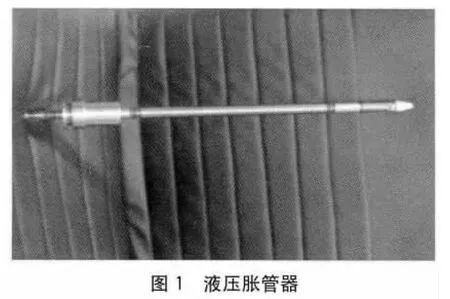

图2 液袋式胀管器
2.3 橡胶胀接
橡胶胀接和液压胀接都属于均匀胀接。橡胶胀接是通过气压和水增压泵,通过压力水加载在胀接拉杆上,使拉力与压力达到平衡,组成了一个内力系统。橡胶圈在受到轴向压缩时膨胀变形、径向扩张,进而形成一个很高的胀管压力,从而使管子、管板孔发生变形,达到管子管板紧固定位的作用。为防止橡胶在高压下的轴向移动,在胀头一端装有特殊的金属裂口圈,拉杆用高强度钢制成,橡胶则采用弹性大,强度高的材料制成。
3 核电换热器的胀接结构
几种常见的核电换热器的管子管板的连接方式,如表1所示。
表1 管子管板的连接方式
3.1 管子管板的三段机械胀接[2]
AP1000核电高加采用了壁薄、弹性好的不锈钢换热管(SA688TP304LØ15.88×1.3),管子管板的连接为连续三段25mm机械胀接,如图3所示,胀后的管子拉脱力不小于19 640N。为此,按技术要求进行了三辊机械胀接工艺技术的研究,绘制了扭矩与管壁减薄量的相关曲线、扭矩与拉脱力的曲线,最终确定合适的胀接扭矩为8.5~9N·m,并制定了胀接工艺规程。

图3 机械胀接结构
3.2 管子管板的液袋式胀接[3]
倒置立式1 060MW核电高加采用不锈钢SA213-TP321薄壁换热管,管子规格为Ø15.88×1.3mm,管子管板连接为液袋式胀接。与常规火电卧式高加不同,该高加在换热管U形部位设有尾部防震支架。换热管装配就位后,需对伸出管板换热管及管板端坡口进行切削加工,并采取特制的管端加工刀具,对换热管及管板坡口进行加工[2]。在加工前,首先对管端进行定位胀,然后再进行管子管板焊接和全程液压胀接(液袋式)。液压胀接的结构形式,如图4所示。由于液袋胀管压力与管子的直径、壁厚、材质以及管板的材质有关,根据相关文献提供的公式,计算胀接的理论压力范围,通过试验,最终确定胀接压力为260~280MPa,控制胀管率小于0.5%(内径控制法)。
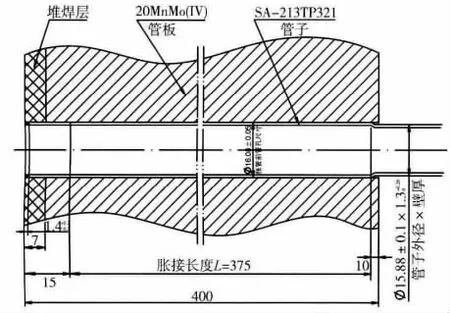
图4 液压胀接结构
3.3 余热排出热交换器
在AP1000非能动余热排出热交换器的管子管板连接中,采用了定位胀接+全程液压胀+局部机械胀接的连接方式[4]。定位胀从管板一次侧表面开始,胀管长度为20mm,如图5所示。管子管板焊后进行全深度液压胀接,完成后,再对管子管板进行局部的机械胀接,以加强二次侧管束与管孔之间的密封效果,管壁减薄率为4%~6%[5]。通过前期的试验和经验摸索,获得到了较佳的胀接效果。

图5 AP1000余排热交换器的胀接结构
3.3.1 对于全程液压胀接,换热管的壁厚减薄率应控制在1.47%~2.35%,胀接压力为3 000bar(约300MPa)。液压胀接压力及壁厚减薄率的变化曲线,如图6所示。
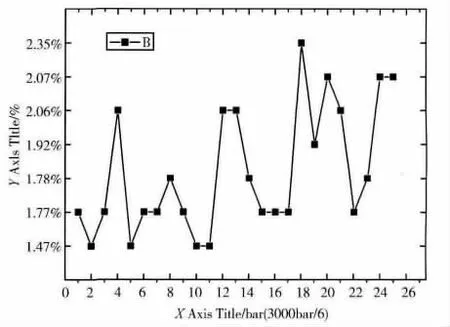
图6 液压胀接压力及壁厚减薄率的变化曲线
3.3.2 在局部机械胀接中,当功率为310~330W时,壁厚减薄率为4.13%~5.88%,如图7所示。当功率为285W时,管子壁厚减薄率也达到4.42%,这说明机械胀接有一定的跳跃性,这种跳跃性是机械胀接的特点所决定的。所以,壁厚减薄率应控制在规定范围的中等偏下,因为过胀比欠胀的结果更严重,将功率控制在310~330W比较恰当,虽然壁厚减薄率无明显的递增趋势,但可以满足产品的胀接要求。另外,对于薄壁和小直径换热管的胀接,宜采用高转速、小功率进行胀接,使胀接力均匀,胀后换热管的内径碾薄尺寸将趋于一致。因此,选择胀接转速为680r/min。
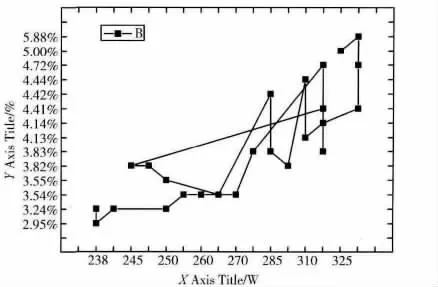
图7 局部机械胀接功率/壁厚减薄率曲线图
4 胀接过程及步骤
胀接工艺主要包括了胀接工艺试验和产品胀接,工艺试验前期的技术准备工作是否充分,直接决定了产品的胀接质量。相关胀接的技术准备和胀接要求,如图8所示。最后依据产品的具体胀接要求,编制相关文件并指导生产。
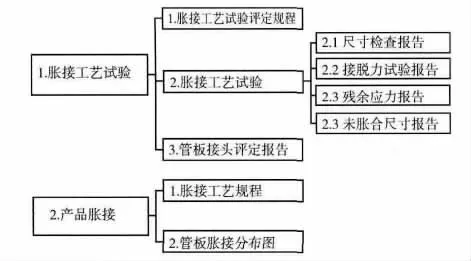
图8 AP1000余热排出热交换器
4.1 胀接工具及工装
胀管前,需检查胀管器是否完好。备好内径百分表、千分尺、深度尺、外径千分表等测量工具,并准备好内窥镜、放大镜、丙酮及干净的白棉布。胀接后,需对试样进行拉脱力试验。若能进行涡流检测或残余应力检测则更完善。
4.2 胀接试验[6]
选取与产品相同材质和厚度的管板试样、换热管试样。胀接前,测量并记录管板孔径以及换热管内外径,设定胀接参数。对管子管板进行胀接,记录胀接参数,并计算胀紧率。
根据具体文件的技术要求,确定试验项目,例如密封试验、拉脱力、残余应力、解剖等。根据胀接试验结果及技术要求,编写相关文件指导实际生产。
4.3 产品胀接
试样胀接后,经检测合格,才能按胀接工艺文件的要求,对产品进行胀接。胀接后,需检查胀接面的表面质量、尺寸以及密封状态等。
5 胀接时需要注意的问题
5.1 未胀合部位的测量[7]
换热器管子与管板在机组运行启停过程中,均要承受温度和压力的变化。换热器运行时,二次侧管子与管板之间缝隙中的有害离子会浓缩、堆集,产生应力腐蚀。所以,必须严格控制二次侧未胀合尺寸的范围。目前,对设备质量的要求越来越高,但对于未胀合尺寸的测量存在一定困难,因此,在某些要求较高的核级换热器制造中,已需采用涡流检测的方法,测量二次侧的未胀合尺寸。目前,还是采用了较常规的4种测量方法。
(1)使用内窥镜对内孔进行观察,并辅助千分尺进行测量。内窥镜设备,如图9所示。

图9 内窥镜检测设备
(2)使用内径千分尺,配合专用工装进行测量。
(3)试样的解剖检查,解剖后能直观地反应胀接情况,包括胀接区域长度、未胀合长度等。解剖后的试样,如图10所示。
(4)涡流轮廓曲线法,通过高频通道与低频通道的信号配合,对未胀合长度进行测量。
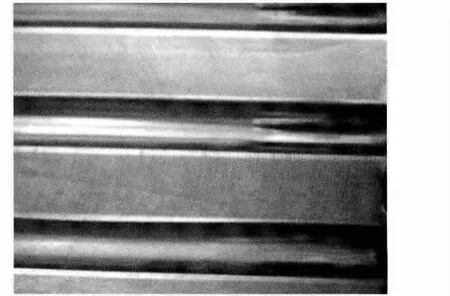
图10 试样的解剖检查
5.2 选择合适的胀紧率公式
胀紧率计算公式可分为内径控制法、壁厚减薄率、外径控制法等计算公式。较常用的是内径控制法或控制壁厚减薄率的计算公式。
内径控制法

减薄率ε=[(d1+2t)/d-1]×100%
式(1)中:
H—内径控制法胀管率,%;
ε-胀减薄率,%;
d1—胀完后的管子实测内径,mm;
d′—未胀时的管子实测内径,mm;
t—未胀时的管子实测壁厚,mm;
d—未胀时的管孔实测直径,mm;
dW—管子实测外径,mm。
根据采取的不同公式,需要选取不同参数进行测量,各公式之间也可互相转化。在实际操作中,应根据实际情况,选取容易测量的数值及公式进行计算。有的法规中规定:采用内径控制法时,胀管率一般应当控制在1%~2.1%[8]范围内;采用管子壁厚减薄率公式时,一般应当控制减薄率在10%~12%[8]。一般锅炉产品的胀管率偏大一些,而在核电换热器中,壁厚减薄率可根据胀接方法、材质及具体要求进行选择。例如AP1000核电高加三段机械胀接ε为6%~9%,而倒置立式1 060MW核电高加的液压胀接,ε可以选择为1%~4%。所以,针对不同的产品,不同的胀接方法,选择不同的胀管率。从理论和实际情况分析,选取产品对应的最合适的胀管数值,但无论是贴胀还是强度胀接,胀管率都不易过大。
5.3 定位胀接的选择
对AP1000非能动余热排出热交换器的管子管板胀接,采用了机械及橡胶定位的胀接试验,如图11所示。在管子拉脱力相当的条件下,机械胀接的壁厚减薄率为1.47%~3.53%,而橡胶胀接的壁厚减薄率为0.2%~1.2%,如图12所示。从数值可以看出橡胶胀接的优点,首先受力均匀,壁厚减薄率较小,进而产生的应力小,其次相比机械胀接来说,橡胶胀接无压延效应,胀接时管子不产生轴向伸长,只产生轴向缩短,其缩短量很小。另外,若进行二次补胀,内径变化微小,可以较稳定的保证胀后尺寸,但需要注意以下两点:第一选择合适的胀接压力。由于橡胶胀接是胀接压力通过加压杆挤压橡胶而产生胀紧力,因此加压杆上将承受巨大的拉力,当胀接压力过大时,压杆容易拉断[9],胀接场地的四周应有安全措施;第二确定橡胶圈的使用寿命。由于橡胶圈边缘被挤压变形,容易磨损,出现毛边,长度缩短,直径变大,胀头无法进入新的换热管,需使用工具进行修整。确定像胶圈的使用寿命,避免影响胀接精度。经综合考虑,若制造厂具备条件,优先选择橡胶定位胀接。
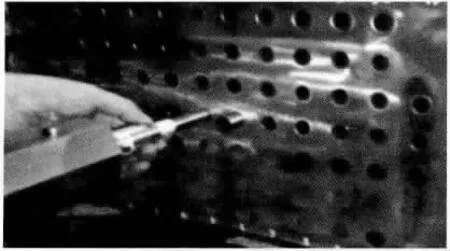
图11 橡胶定位胀接
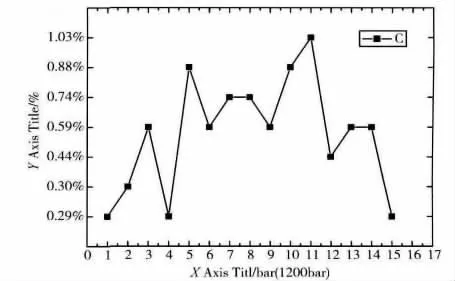
图12 橡胶胀接的壁厚减薄率
5.4 液压胀接及橡胶胀接对管径的要求
液压胀头的两端设置O型环作为密封胀接介质[10],胀接压力直接通过芯轴的中心孔施加到换热管的内表面,因此,对管径及焊后管子缩口的要求比较严格,换热管尺寸过大造成密封圈与管子内壁间隙过大,密封不严,无法完成胀接,管子内径尺寸小或焊后管子缩口的尺寸过小,液压胀头就不能放入,橡胶胀接时也会遇到类似问题,一般需要2~3种不同尺寸的胀头。目前,较重要的核级产品的管子管板连接,采用液压胀接的方式较为广泛。当使用不同的胀管设备进行胀接时,需在压力选取、保压时间、循环次数等方面进行摸索和试验。
6 结 语
无论是机械胀接,还是液压胀接,均已广泛地应用到了各类核电产品制造中。全程液压胀接具有应力均匀、胀接长度大、工作效率高、过渡区残余应力小[5]等优点,并且液压胀管不受胀接长度的限制,可以实现整个管板厚度的全程胀接,使管子与管板形成一体,提高了换热管的抗振能力。另外,在胀接过程中,需要注意二次侧未胀合长度的测量,控制胀管率的大小,确定定位胀接的胀接方式等。
