高砷硫精矿综合回收利用研究
2015-12-06陈红兵陈绍伟李燕华袁经中
陈红兵,陈绍伟,李燕华,袁经中
(云锡卡房分公司,云南个旧 661000)
高砷硫精矿综合回收利用研究
陈红兵,陈绍伟,李燕华,袁经中
(云锡卡房分公司,云南个旧 661000)
为了提高选铜副产物硫精矿的品位,并综合回收其中的有价金属元素,采用分级细磨、磁选高铁硫精矿、浮选降砷选硫等工艺组合进行浮选。研究了磨矿细度、抑制剂和捕收剂的用量等对浮选结果的影响。结果表明,采用该方法既可以提高硫精矿的品位,又可以使难选的有价金属元素得以富集和分离。
硫精矿;砷;铜;
硫精矿是含铜、铁、硫较高的选铜副产硫化物,其中的各种有价元素和杂质之间结合致密、结晶粒度细,而各种硫化物的表面性质差异小,因此单一的选矿方式难以达到有效分离[1]。低品位、高砷的硫精矿(砷的质量分数为3%~7%),长期以来都无人问津。综合利用是将其中含有的有价值元素,按产品价值的不同,分选为铜粗精矿、高铁硫精矿和硫精矿[2~3],并且降低或去除产品中的有害杂质砷,从而回收铜、锡、砷、硫等资源,也可以提高企业的效益。
1 硫精矿的性质
1.1 硫精矿分析
硫精矿中相关元素及化合物的分析结果见表1。
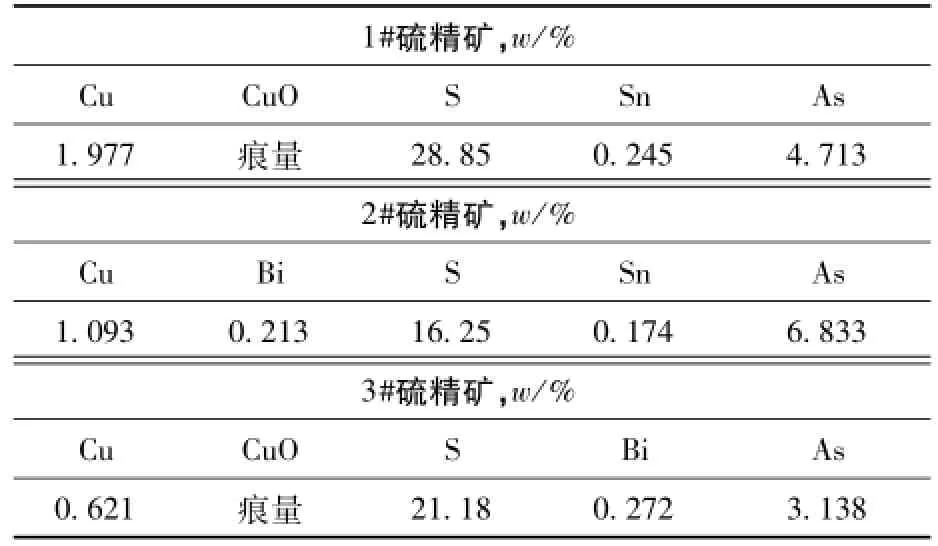
表1 硫精矿中部分元素及化合物的分析结果Table 1 The Analysis results of some elements and compounds in sulfur concentrate
1.2 工艺矿物学研究
经工艺矿物学研究查明,锡主要以锡石锡存在,但也有少量的硫化锡和分散态锡;锡石与方解石、黄铜矿等共生关系密切,呈“毗连镶嵌”和“包裹镶嵌”两种形式[4]。铜主要呈现为砷黝铜矿、黝铜矿、黝锡矿、斑铜矿、锌黄锡矿等次生硫化矿物及分散态铜,也有0.01 mm粒级包裹体存在[5]。砷主要呈现为两种类型,一是以矿物分子的组成元素,二是类质同象或吸附离子的分散态砷[6-7]。
2 铜的回收
在选矿实验的基础上,对1#、2#、3#硫精矿进行选矿验证实验,实验流程见图1。
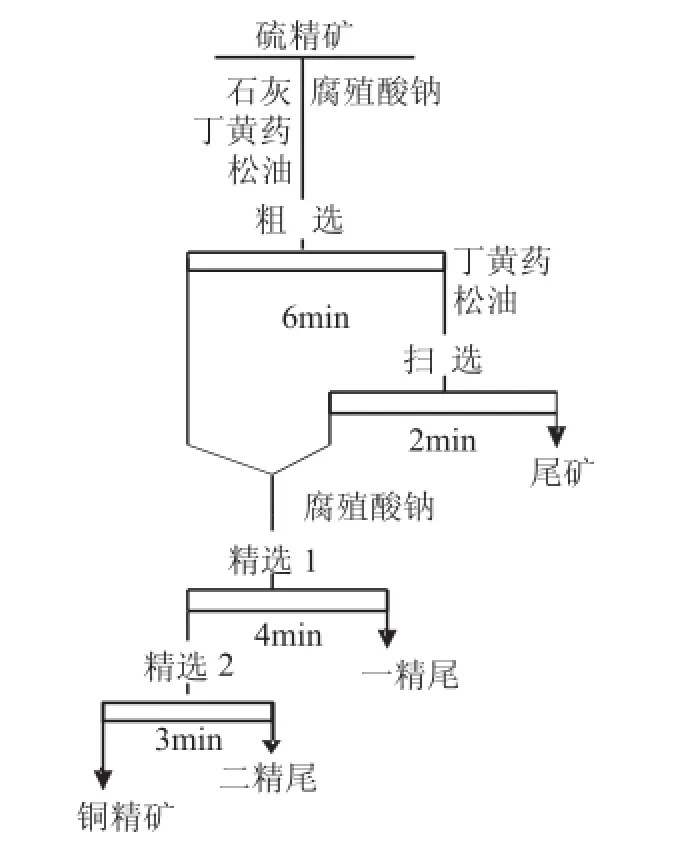
图1 硫精矿选铜流程图Fig.1 Flow chart of copper selection of sulfur concentrate
2.1 磨矿条件实验
在探索实验的基础上,对1#、2#、3#硫精矿进行磨矿与不磨矿对比实验。在抑制剂为6 kg/t、腐殖酸钠为500 g/t、捕收剂为50 g/t、起泡剂为60 g/t的条件下,实验结果见表2所示。
表2表明:1#硫精矿的磨矿粒度为76%以上矿物粒径≤0.074 mm比较合理,该硫精矿磨矿与不磨矿性质相同;2#硫精矿磨矿后可以回收铜,回收的铜精矿中铜的质量分数为5.37%,回收率为35.88%;3#硫精矿也有一定的回收价值,在磨矿粒度为78%以上矿物粒径≤0.074 mm时,可生产铜质量分数为5.00%的铜精矿,回收率47.13%,而在不磨矿条件下,基本无法分选。
2.2 抑制剂和捕收剂的对比实验
采用3#硫精矿,通过改变石灰、混基黄药、2#油、腐植酸钠的用量,对比实验进行浮选效果,结果见表3。

表2 磨矿后的实验结果Table2 The test results after grinding
表3表明:随着粗选捕收剂(混基黄药)的增加,尾矿中铜的品位随之降低,但中矿中铜的品位也随之增加,说明粗选中浮选出来的粗粒级的矿物在精选中没有浮起来,这严重影响了铜精矿回收率的提高,所以,粗选捕收剂并不是越多越好。最后确定,捕收剂(混基黄药)50 g/t,抑制剂(石灰)10 kg/t,腐植酸钠300 g/t,可产出9.56%的铜粗精矿,回收率达59.61%。
2.3 降砷、除杂实验
通过细磨工艺后,对1#、2#现生产样和2#堆存样进行实验,实验流程见图2。
实验采用优先浮选,粗选:抑制剂A 600 g/t、抑制剂B 300 g/t,捕收剂300 g/t,2#油45 g/t;扫选:捕收剂150 g/t,2#油15 g/t;精选Ⅰ:抑制剂A 100 g/t,捕收剂10 g/t。实验结果见表4。
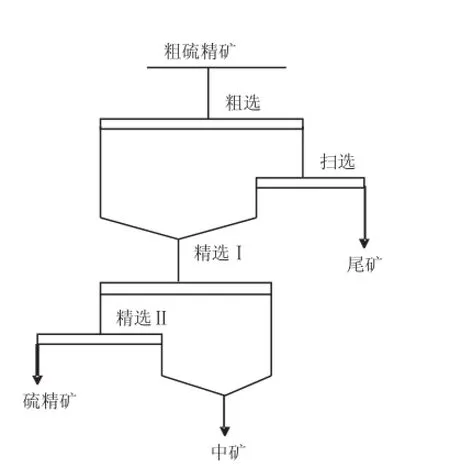
图2 实验工艺流程图Fig.2 Test flow chart
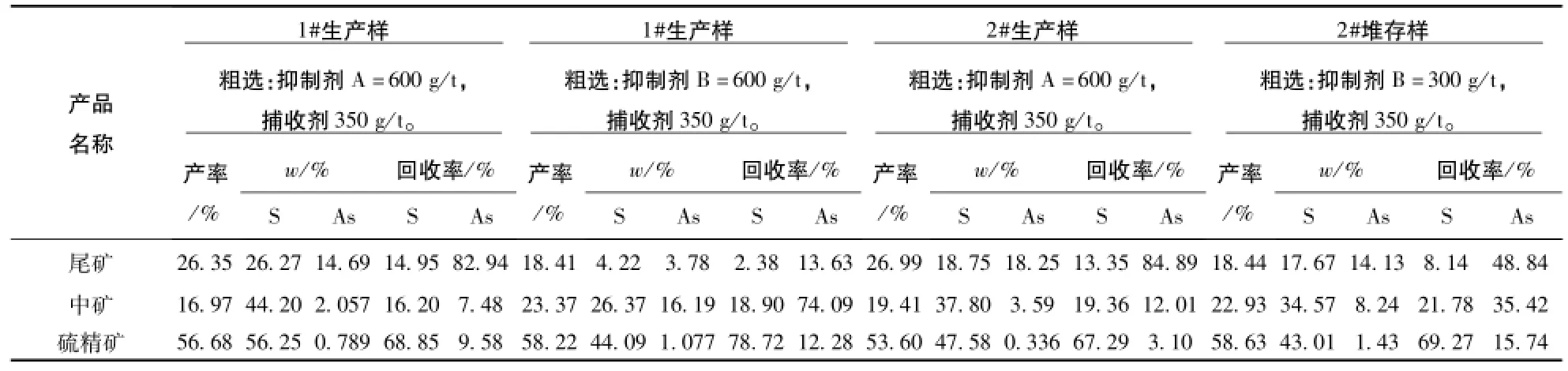
表4 除砷、除杂实验结果Table 4 Test results for arsenic and impurity removal
表4表明:抑制剂A有一定优势,最佳的药剂条件是粗选:抑制剂A 600 g/t,捕收剂350 g/t。由于毒砂可浮性和黄铁矿、磁黄铁矿相近,加入活化剂选别后,砷的回收率可达到80%以上,但回收物中砷的质量分数不高,仅为17%左右。生产上常用重选回收砷,但回收率不高。
2.4 铜、铋回收实验
对3#硫精矿,在磨矿粒度为80.27%以上矿物粒径≤0.074 mm、pH=13、硫化钠2 kg/t、石灰7 kg/t、腐植酸钠2 kg/t的条件下,回收其中的铜、铋等有价金属,实验流程见图3,结果见表5。
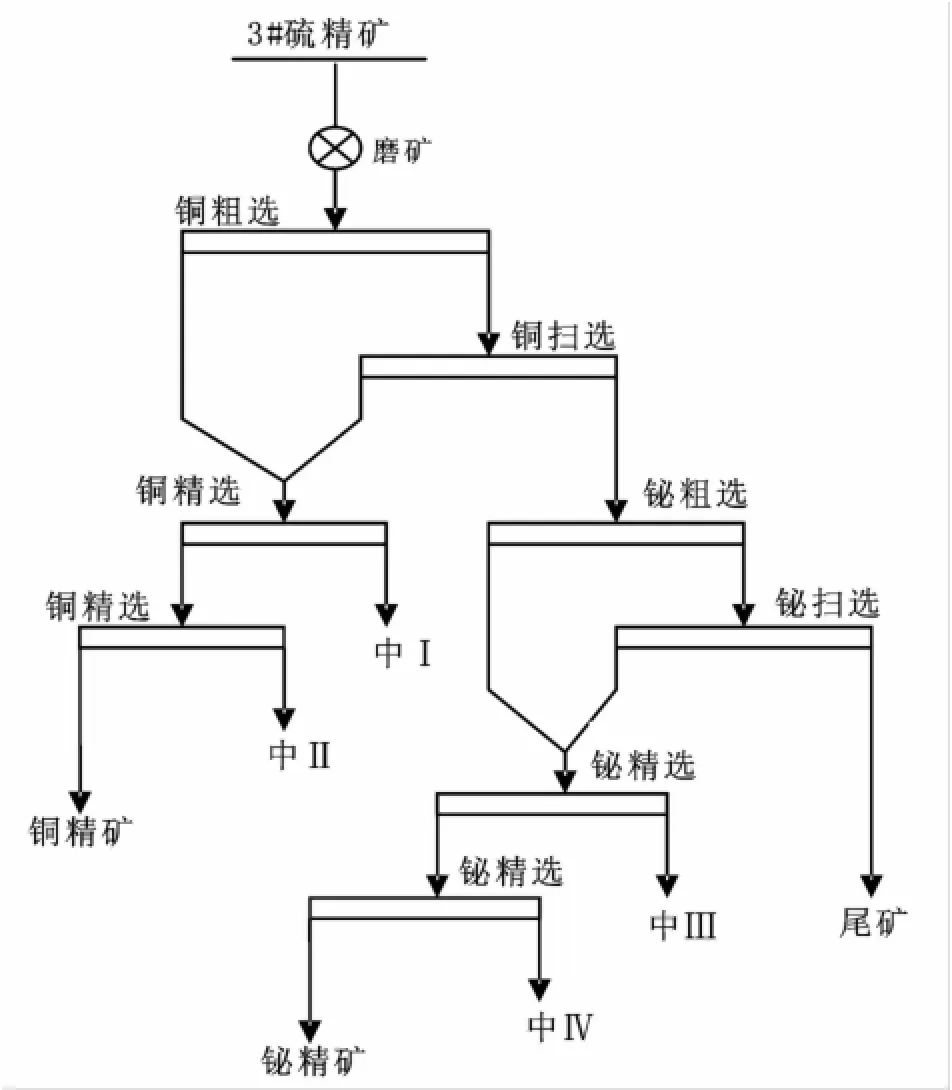
图3 3#硫精矿中铜、铋回收流程图Fig.3 Flow chart of copper and bismuth recovery in 3#su lfur concentrate
表5表明:可得到质量分数为4.76%的铋精矿,回收率为53.83%;可得到质量分数为14.04%的铜精矿,回收率为50.60%;
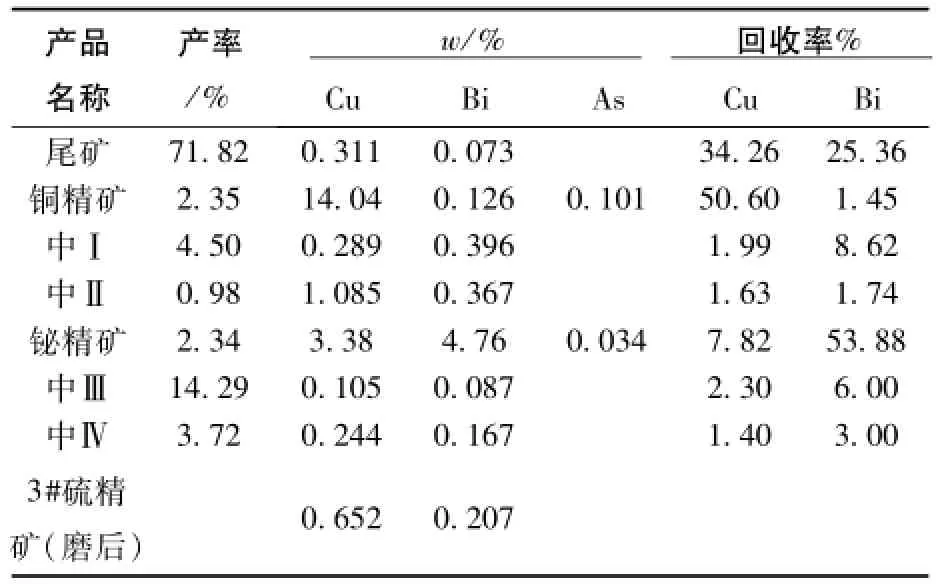
表5 3#硫精矿铜、铋回收实验结果Table 5 Test results of copper and bismuth recovery in 3#sulfur concentrate
3 实际生产状况
目前,已累计生产(磁、重、浮)硫精矿28.36万t,其中:综合回收利用工艺处理硫精矿12.45万t,生产出含铜7.02%(质量分数)的铜粗精矿294 t,回收率55.2%;扣除技改资金后,回收矿物产值已达6 791万元,实现利税236 3.25万元,盈利157 2.45万元。
[1] 卡房分公司.硫精矿探索性实验报告[ER].2010.02.
[2] 熊道陵,胡岳华,贺治国,等.有机抑制剂在硫化矿浮选中抑制砷黄铁矿的研究进展[J].矿冶工程,2004,(2):42-44.
[3] 穆枭,陈建华,何奥平.某含砷黄铁矿尾矿浮选新工艺实验研究[J].金属矿山,2008(3):141-143.[4] 陈万雄,杨家红.毒砂和黄铁矿的浮选分离方法[J].矿产保护与利用,1994-(1):31-33.
[5] 黄钟琪.加温氧化法浮选分离黄铁矿和毒砂[J].有色金属,1985,6(2):32-34.
[6] 刘四清,张文彬.高砷硫精矿降砷的研究[J].矿产保护与利用,2005(6):28-31.
[7] 陈万雄,钟宏,风其明,等.黄铁矿和毒砂电化学浮选方法[J].矿冶工程,2004,(04)
High Arsenic Sulfur Concentrate Comprehensive Recycling Research
CHEN Hong-bing,CHEN Shao-wei,LI Yan-hua,Yuan Jing-zhong)
(YTC Card Room Branch,Gejiu 661000,China)
In order to improve the grade of sulfur concentrate from copper by-product and comprehensively recover the valuablemetal elements,hierarchical fine grinding,magnetic separation of high iron sulfide concentrate,flotation decreasing arsenic and selection sulfure processes were combined.The effect of grinding fineness,inhibitors and dosage of collector on flotation resultswas studied.The results showed that thismethod could enhance the sulfur concentrate grade,and could make the valuablemetal elements to be enriched and separated.
sulfur concentrate;arsenic;copper;bismuth
TD92
A
1004-275X(2015)03-0028-03
12.3969/j.issn.1004-275X.2015.03.008
收稿:2015-02-11
陈红兵(1977-),男,云南曲靖人,选矿工程师,主要从事选矿工作。