FM458在冷轧连退线光整机上的应用
2015-12-05夏江涛邱碧涛
陈 刚,夏江涛,邱碧涛,李 华
(武钢研究院,湖北 武汉 430080)
FM458在冷轧连退线光整机上的应用
陈 刚,夏江涛,邱碧涛,李 华
(武钢研究院,湖北 武汉 430080)
冷轧光整机是冷轧连退线的关键设备,对Siemens的CPU功能块FM458在连退线光整机3个主要子模块中的配置情况及典型应用进行了介绍,同时阐述了其实现光整机压下控制HRFC、弯辊控制和延伸率控制的原理及方法。
FM458模块;光整机;连退线
1 冷轧连退线光整机简介
某冷轧厂连退线的主要产品为高档家电板及汽车板,设计年产能70万吨。其中,光整机为四辊结构,采用支撑辊传动、工作辊弯辊和液压下压上方式,最大轧制力为1 200 t,最大弯辊力(单侧)为125 t ,延伸率为0%~3%,有450 mm、650 mm两种辊径,最大运行速度为650 m/min。
2 光整机的功能及组成
冷轧板经过光整后对表面质量的改善和性能的提高有较大作用,主要体现在以下4个方面:消除带钢明显的屈服平台;改善带钢的机械性能和平直度;使板面获得更加均匀一致的光泽度;使带钢表面达到一定的粗糙度。
光整机主要由轧机本体、工作辊和支撑辊换辊设备、湿光整系统、边部空气吹扫设备4大部分组成,其结构简图如图1所示。

图1 光整机结构简图(呈对称布置)
3 光整机轧机控制系统软、硬件组成
光整机有3种主要的工作状态:①当处于压上工作方式时,光整机采用恒轧制压力控制方式,同时保持前后带材张力不变;②在进行工作辊预压靠和快速打开作业中,光整机处于位置闭环控制状态;③当处于延伸率自动控制工作方式时,根据带钢延伸率给定值,通过带钢张力和轧制力的闭环控制以保持恒定的带材延伸率。
Siemens功能模块FM458主要实现弯辊控制、延伸率控制以及液压HRFC控制3大功能。其中,HRFC控制有位置闭环控制(APC)和压力闭环控制(AFC)两种控制模式;弯辊控制包括正弯和负弯两种方式,以获得不同的辊凸度;延伸率控制主要通过对带钢前后张力和轧制力的调整以确保带钢延伸率的恒定,从而改善带钢的表面质量和内在性能。
由于光整机轧机控制系统具有非常强的实时性要求,需要快速响应,其系统的硬件配置具有一定的典型性,具体如表1所示。
FM458使用的编程软件是STEP7/CFC。CFC是一种基于功能块的图形编程工具,其中配置了很多预编程的功能块,这些功能块以库的形式存放。每个功能块都有一个参数表,可根据实际工艺要求进行参数的选择。功能块在CFC中的连接直接用鼠标点选连接,并具有可跨页面扩展功能,连接标记由系统自动标出。
4 主压下HRFC控制原理
HRFC功能主要是通过对安装在机架底部传动侧和操作侧两端的液压缸位置和轧制压力的同步控制来获得合适的光整机轧制压力,本系统采用支承辊液压压上的方式,液压缸的压力通过一套伺服分配器进行轧辊打开和关闭的控制,同时调节轧制力的大小;利用两套液压缸的3个伺服阀实现轧辊的关闭、快开和全部打开等控制功能;每个液压缸的压力信号各由一个压力传感器读取,经过专用变送模块模数转换后传送至FM458中;液压缸的位置信号则由液压缸两侧的位置传感器进行监控,再将现场4 mA~20 mA电流信号经模块转换成±10 V电压信号送入FM458中。
控制系统利用位置信号和压力信号进行计算,确定HRFC的综合压下量。 HRFC控制原理如图2所示。光整下压上控制系统主要包括轧辊位置控制、倾斜斜率控制、轧制力控制和压差控制,在不同的工作状态下采用不同的控制策略,对应于位置控制器、倾斜控制器、轧制力控制器和压差控制器4个控制器。这4个控制器通常成对投入:在未压靠时,采用位置控制加倾斜斜率控制;当压靠后立刻切换至轧制力控制加压差控制,整个切换过程由控制系统自动完成。
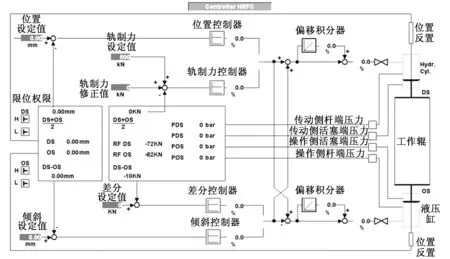
图2 HRFC控制原理图
图3为位置控制器功能原理图,其他控制器与此类同,不再赘述。图3中,W1=实际设定斜率值+AGC位置修正值+位置斜率发生器值;W2、W3为传动侧测量位置值;X为偏移补偿值;LU为输入最大限幅值;LL为输入最小限幅值;KP为放大系数;Y为限幅后的位置控制输出;YE为位置控制偏移值;QU、QL分别为输出最大、最小限幅值。位置控制器的投入基本策略如下:换辊作业完成后,控制系统采用位置控制模式首先对轧辊位置进行标定;校辊完成后切换至轧制力控制模式;在正常轧钢时,生产人员通过轧辊倾斜斜率控制或轧制力压差控制来调整液压缸两侧压力。

图3 位置控制器功能原理图
5 弯辊控制
光整机的弯辊控制主要包括工作辊的正弯和负弯,利用布置在工作辊端部的16个弯辊缸对辊端轴承座施加作用力,从而引起工作辊的附加弯曲,促使工作辊的凸度变化最终改变辊缝形状,以实现板形修正的目的。
弯辊控制器的原理与HGC(液压压下控制)基本一致,如图4所示。从图4中可以看到,设定的正、负弯辊压力值经补偿计算后输出到相对应的伺服阀中,在FM458控制模块中,弯辊伺服阀的开口度用±10 V的电压数值来表示,经电压转换电流的专用模板向伺服阀输出4 mA~20 mA的电流信号驱动伺服阀运动。4 mA~20 mA的电流信号与伺服阀开口度有如下对应关系:12 mA对应伺服阀开口度为0,4 mA对应-100%开口度,20 mA对应+100%开口度。在弯辊系统中,伺服阀输出到活塞侧,弯辊杆侧液压系统设置的恒定背压值为15 bar(15 000 kPa)。弯辊控制采用闭环控制方式,弯辊缸压力传感器检测出的电流信号值经模数转换模块输入ET站参与运算控制。
6 延伸率控制
由于延伸率是光整唯一变形指标,在保证带钢力学性能方面起着至关重要的作用,因此,延伸率控制是平整过程中最关键的控制,通过带钢延伸率的变化间接确定带钢厚度的变化。该连退平整机延伸率在0%~3%之间,由于轧制力与张力间的负相关性,在同等延伸率的设定条件下,张力设定越大,轧制力越小;反之,则越大。
通常情况下,冷轧连退平整机一般选用延伸率加轧制力控制模式,在这个模式下,轧制力起主导作用,为因变量,延伸率进而发生改变,通过PI闭环控制器将达到设定的延伸率时所需的轧制力送至HGC轧制力控制器中,并处理延伸率控制和压下量控制间的耦合关系。延伸率控制原理图如图5所示。
此外,本光整机还可以采用延伸率加张力控制模式实现对延伸率的调节。在这一模式下,系统通过入口张力PI控制器和出口张力PI控制器对光整机段的张力进行调节,通过对入口、出口张力的闭环PI调节来达到系统所要达到的延伸率的效果。
7 结语
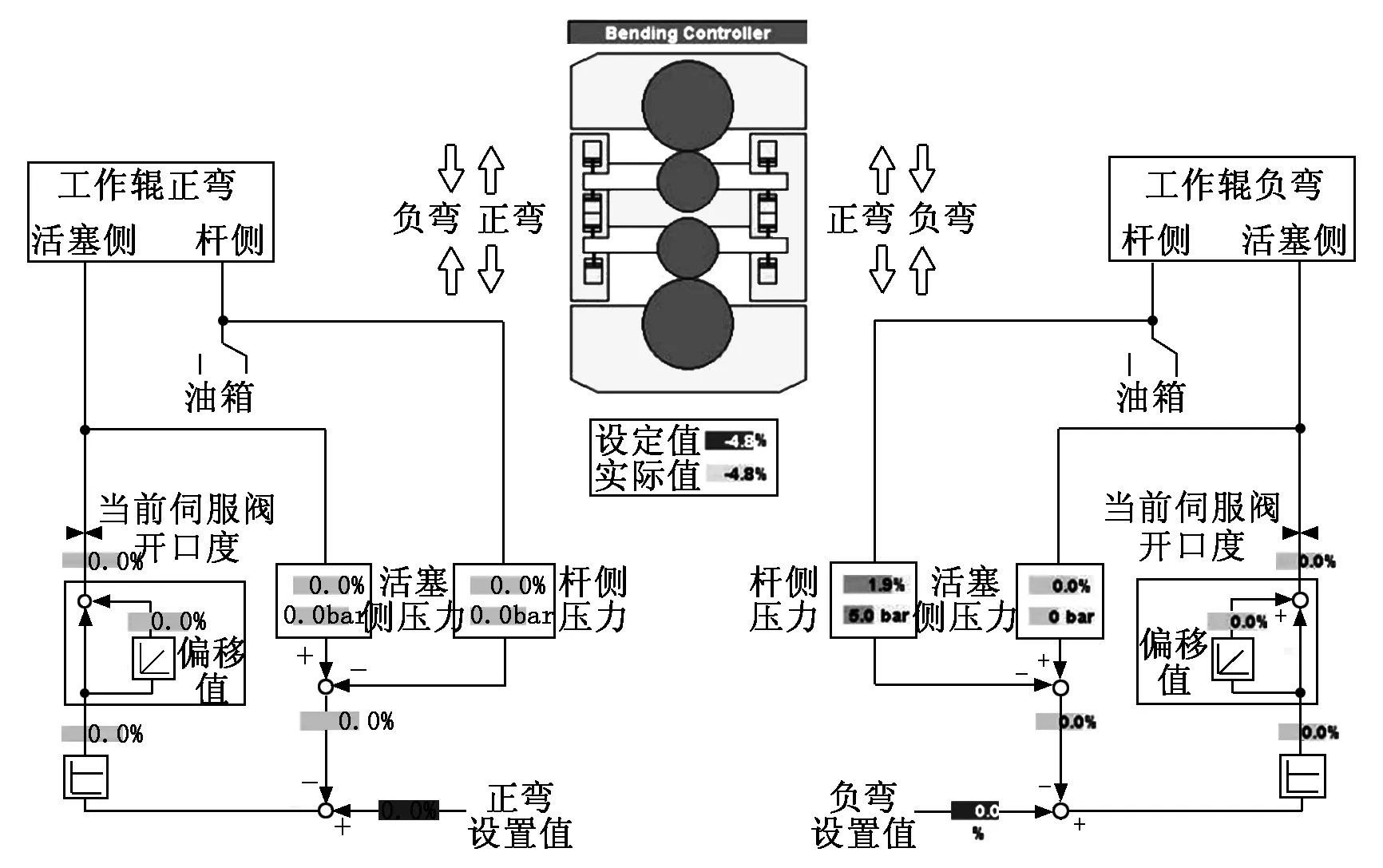
图4 光整弯辊控制功能图
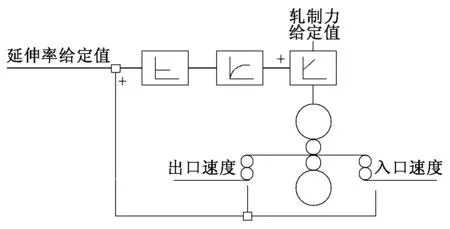
图5 延伸率控制原理图
本控制系统的现场运行非常稳定,系统响应快,控制精度高,光整板形质量好。通过对整个生产过程进
行实测,开辊缝时,系统采用位置闭环控制,当设置值为18 mm时,最大实际值为18.001 mm,最小实际值为17.998 mm,最大静态误差为±0.011%。进入稳态平整过程,系统采用轧制力闭环控制状态,系统稳态误差为±0.1%,完全达到了设计能力和水平,稳定了系统位置控制和轧制力的控制精度,提高了板形质量。
[1] 毛先军,赵闯.本钢浦项光整机延伸率控制技术[J].机电工程技术,2014(5):132-134.
[2] 曹鹏娟,李建坤.冷轧热镀锌光整机设备结构特点[J].中国机械,2014(7):209-210.
Application of FM458 in Skin Pass Mill of Continuous Annealing Line in Cold Rolling
CHEN Gang, XIA Jiang-tao, QIU Bi-tao, LI Hua
(Research and Development Center of WISCO, Wuhan 430080, China)
Skin pass mill is the key equipment in the continuous annealing line of cold rolling. This paper introduces software and hardware configuration and typical application of Siemens CPU function modular FM458 in continuous annealing line control system. At the same time, the paper describes the principle and method of the control of HRFC and roll bending and elongation.
FM458 modular; skin pass mill; continuous annealing line
1672- 6413(2015)06- 0194- 03
2015- 07- 22;
2015- 10- 29
陈刚(1978-),男,湖北黄陂人,高级工程师,博士在读,从事轧钢设备的研究与开发工作。
TP273∶TG333.4
B
