新型剖分T型钢用热轧H型钢的开发实践
2015-12-05供稿程向前
供稿|程向前
新型剖分T型钢用热轧H型钢的开发实践
供稿|程向前
内容导读
首钢长治钢铁有限公司新开发出热轧H型钢H231×255×14×14,代替用来剖分生产T型钢的国标热轧H型钢H255×255×14×14。通过大量实践,新型热轧H型钢生产剖分的T型钢T114不仅质量合格,能够更好地满足用户使用要求,且提高了经济效益。
用H型钢剖分T型钢T114是高铁工程基础埋件的重要材料,如图1所示。为了降低剖分T型钢的生产成本,提高生产效率,首钢长治钢铁有限公司型钢厂利用现有生产设备,开发出了非标准热轧H型钢H231×255×14×14,代替原有的国标热轧H型钢H255×255×14×14,作为生产T型钢T114的原料。这样用H型钢只需剖分一道,即可生产两个T型钢,如图2所示,大大简化生产工序,减少边角料,生产效率也提高了一倍,每吨型钢成本降低40.51元。

图1 H250剖分T114示意图
基本情况
开发条件
H231×255×14×14的规格和长钢型钢厂现已开发出的H250×255 H型钢比较相近,在H250×255 H型钢轧制工艺的基础上,利用原有开坯机轧制工艺及新设计的万能轧机、轧边机孔型,重新设计其导卫、矫直工艺,可以轧制出该规格的H型钢。
工艺流程
冶炼工艺:铁水→900 t混铁炉→80 t顶吹转炉→出钢(挡渣出钢)→包内喂丝脱氧合金化→吹氩精炼(≥5 min)→连铸(BB1异型坯430 mm×300 mm× 85 mm)→检验→计量。

图2 H231剖分T114示意图
H型钢工艺:连铸坯→步进式加热炉→高压水除鳞→两辊可逆式开坯机→万能轧机组→热锯→步进式冷床→矫直机→编组台架→冷锯→堆垛台架→人工打包台→发货台架。
技术要求
严格执行“H型钢生产技术方案”,按Q235B生产工艺组织生产BB1异型坯。使用BB1型连铸坯:截面尺寸430 mm×300 mm×85 mm×80 mm,截面图见图3。坯料的具体长度及质量要求见表2。出钢温度不低于1240 ℃,温度制度见表3。

表1 H231×255×14×14规格截面尺寸、面积、理论质量表
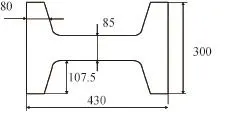
图3 BB1异型连铸坯料(单位mm)
开坯机经计算轧制力、轧制力矩均符合设备能力要求。开轧温度:≥1180 ℃,终轧温度:≥1050 ℃,轧制力:≤4500 kN,轧制速度:≤5 m/s,轧制道次:5道次。轧辊和导卫利用H250X255规格的开坯机轧辊和导卫。
经计算轧制力、轧制力矩均符合万能轧机设备能力要求。开轧温度:≥950 ℃,终轧温度:≥900 ℃,轧制力:水平辊轧制力≤5000 kN,立辊轧制力≤3000 kN,轧制速度:≤6 m/s,轧制道次:5道次。热锯冷却水压力为5 MPa,冷却水流量为9 m3/h。冷床步距为560 mm,冷却水压力为0.5 MPa,冷却水流量为160 m3/h。矫直机矫直温度≤80℃,矫直速度≤6 m/s。矫直参数需要重新摸索确定。移动冷锯中,冷却水压力为5 MPa,冷却水流量为9 m3/h。固定冷锯,冷却水压力为7 MPa,冷却水流量为9 m3/h。堆垛打包标识标牌名称为H231×255×14×14。定尺长度、堆垛方式及打包重量见表4。

表2 连铸坯质量要求

表3 加热温度制度

表4 打包质量
质量控制
型钢表面不应该有裂纹、折叠、结疤、分层和夹杂。允许有局部发纹、凹坑、麻点、刮痕和氧化铁皮压入等缺陷,但不应超出型钢尺寸的允许偏差。型钢表面缺陷允许清除,清除处应圆滑无棱角,但不应进行横向清除。清除宽度不应小于清除深度的5倍,清除后的型钢尺寸不应超出型钢尺寸的允许偏差。表面不应有大于8 mm的毛刺。
检测检验
每批钢材的检验项目、取样数量和试验方法应符合表5规定。加工剖分T型钢成本,如表6所示。
使用H231剖分T114型钢经首钢长治钢铁有限公司在三耐公司现场试用,型钢的弯曲度、断面尺寸、偏差、性能、切割效果等都满足用户要求,客户对使用效果都非常满意,加工成本也达到测算值。热轧H型钢H231×255×14×14用于剖分T型钢对市场的使用与推广有较大的应用价值。
Development Practice of Dissection T Section Steel by New Type Hot Rolled H Section Steel
/ CHENG Xiang-qian
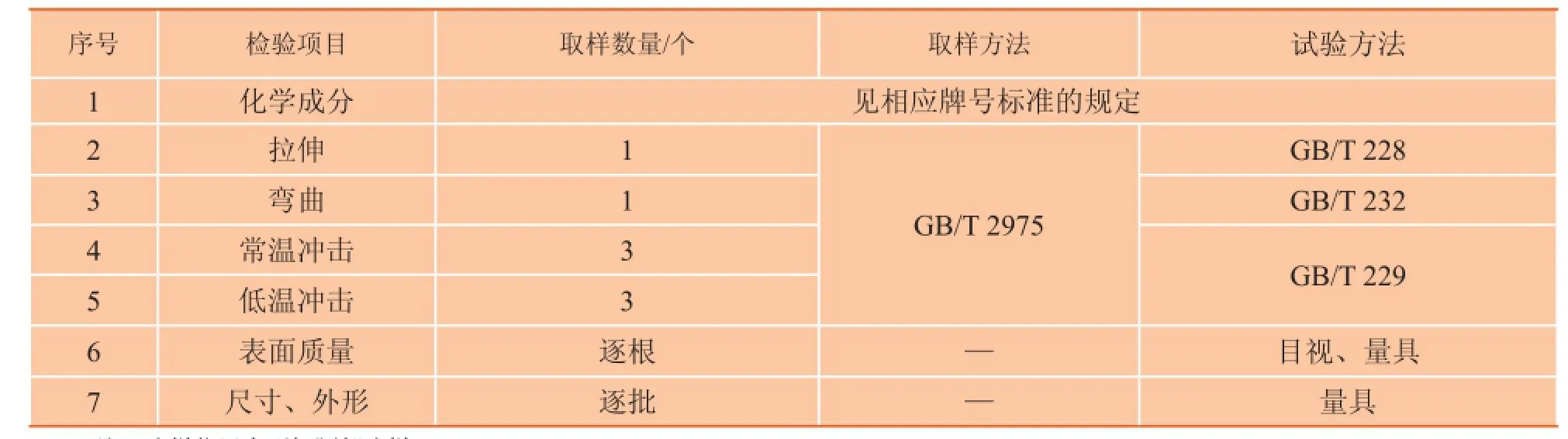
表5 检验项目、取样数量和试验方法表

表6 使用H250和H231剖分T114的成本对比
10.3969/j.issn.1000–6826.2015.03.15
程向前(1974—),男,首钢长治钢铁有限公司H型钢厂高级工程师。
首钢长治钢铁有限公司,山西 长治 046031
