海口国际金融中心十字形截面钢骨柱施工技术研究
2015-12-04杨炳长江大学城市建设学院湖北荆州434023
杨炳 (长江大学城市建设学院,湖北 荆州434023)
彭威 (海航实业集团有限公司,海南 海口570100)
龚玉云,查昕峰,卢梦潇 (长江大学城市建设学院,湖北 荆州434023)
型钢混凝土结构具有承载能力高、抗震性能好等优点,在历次地震中均变现出良好的抗震性能,已被广泛应用于超高层结构和大跨度结构中[1~4]。十字形截面钢骨柱是型钢混凝土结构中的一种重要形式,研究十字形截面钢骨柱的施工技术,以此来提高该类结构施工进度和质量,以便推广在工程中的应用,具有十分重要的现实意义。
关于十字形配钢的型钢混凝土结构,国内外已进行了大量的理论研究和实际应用。理论研究主要表现在对对称配钢型钢混凝土柱在轴压下力学性能[5]、轴压和弯矩共同作用下的性能[6~8]、低周反复荷载作用下的抗震性能[9~11]进行了较为广泛的研究,并基于试验结果和理论计算提出了相应的承载力计算方法及抗震构造措施[12,13]。实际工程应用方面,武廷超等[14]、魏爱生等[15]、姜涛等[16]、陈剑波等[17]均对实际工程中应用钢骨柱遇到的难点和问题进行了总结和归纳。但上述研究均未涉及十字形钢骨柱的施工技术,也未检索到相关文献及报道。
钢骨柱的施工难点及问题主要表现在钢骨柱结构制作质量控制、构件堆放及吊装、钢骨柱结构安装的精度控制和焊接变形及质量控制等方面。为此,笔者选取海口国际金融中心项目为例(该项目主体工程属于外框架-内核心筒结构,裙楼部分为钢混组合框架结构,框架柱均属于十字形截面钢骨柱),总结了十字形截面钢骨柱工厂制作方法、现场吊运及安装、焊接及检测等关键施工技术,以便为以后在海南地区新建该类截面形式结构提供范例。
1 工程概况
海口国际金融中心项目位于海南省海口市美兰区,该项目场地用地面积35343m2,拟建建筑物为3栋超高层建筑,主体为钢筋混凝土框架-核心筒结构,裙楼部分为钢混组合框架结构,如图1所示。其中,A楼和B楼均为37层,高约155.6m,C楼为24层高约102.9m,总建筑面积约28.1×104m2。C楼南侧设有4层裙房,整个建筑场地设有3层地下室。该工程钢骨柱材质主要为Q345B,共分为2个部分:一部分是A、B楼的核心筒区域H型钢骨柱,另一部分是核心筒周边框架柱内的大截面十字形钢骨柱。
A、B楼核心筒周边对称设置48个框架柱,其内布置大截面十字形钢骨柱。框架柱内钢骨柱的重量约为1700t,栓钉数量约为124000套。框架柱内的钢骨柱沿高度方向分为3个不同的截面,具体形式如图2所示。钢骨柱与砼梁连接处设置20mm厚的加劲板,并在钢骨柱的腹板上设置过筋孔,在翼缘板上焊接钢筋套筒。
2 钢骨柱加工制作

图1 海口国际金融中心建筑效果
该工程核心筒周边均为大截面十字形钢骨柱,结构体系复杂,技术含量高且施工难度大。施工过程中焊接量巨大,极易引起变形。钢骨柱加工制作时的重要和难点主要体现为:①在保证焊接质量、焊缝变形的前提下又要保证钢骨柱几何尺寸满足要求;②确保钢骨柱上过筋孔位置准确;③采取何种措施确保预留的加工工艺余量与安装偏差满足施工规范要求。
十字形截面系由一个H型钢、2个T型钢及中间加劲板通过焊接而形成。根据钢骨柱的特点,制定了对应的加工制作工艺。工艺流程如下:零件下料→型钢组立→精密切割→焊接、矫正→端面加工→钻床制孔→标识、存放。
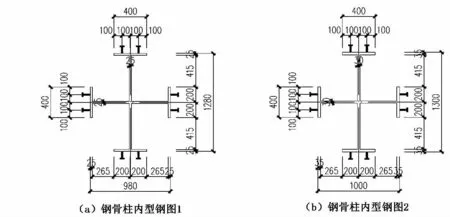
图2 型钢混凝土柱示意图
3 钢骨柱吊装
3.1 吊装设备
根据现场塔吊的起吊能力及经济适用性分析,钢骨柱的吊装设备主要是现场安装的两部塔吊,分别位于框架钢骨柱的南北两侧,部分超过塔吊起重能力的钢骨柱采用汽车吊进行吊装作业。采取分层、分段吊运,逐段焊接的吊装方案:框架柱内钢骨柱每一楼层作为一个分段,除了二层以下北侧外框柱十字型钢骨柱一层分2次吊装,分段后重量在6t左右,符合塔吊运力要求。
3.2 吊装准备
起吊前,应将枕木垫置于钢骨柱下方;起吊时,确保柱的下端不在地面上产生拖动,并通过相关措施保证钢骨柱起吊时垂直于地面,须有足够的高度保证钢骨柱在回转过程中的安全,并保持钢骨柱平稳。
3.3 吊装临时固定
框架柱属大截面、超重十字形钢骨柱[3],考虑到吊装时如果使用传统缆风绳、硬性支撑施工技术,会产生设置较多临时措施、增大作业影响面等弊端。经研究决定,该工程吊装选用“无缆风”施工技术,钢骨柱安装就位后运用双夹板连接板进行临时固定,由螺栓、连接板共同承受构件自重、风荷载及施工临时荷载,如图3所示。待钢骨柱对接焊接完毕、且无损检验质量合格后,再割除临时连接板。
4 钢骨柱安装及校正
4.1 安装工艺流程
钢骨柱安装工艺流程:地脚螺栓预埋(制作、安装)→底板下层钢筋绑扎安装→支模、浇筑柱墩混凝土→螺栓位置复测→预埋段首节钢骨柱安装(校正、焊接)→柱脚二次灌浆→支模、浇筑C60混凝土→底板钢筋绑扎、浇筑混凝土→逐节钢骨柱吊装焊接。
4.2 安装操作要点
1)地脚螺栓预埋。鉴于钢骨柱柱脚节点预埋施工的特殊性,锚栓的预埋需要设置钢支架,地脚锚栓的材质为Q345,锚栓直径均为∅28和∅32。为了保证地脚螺栓的埋设精度,需要设置专用的锚栓定位环板,以保证浇注混凝土时地脚锚栓不会发生大的侧移和沉降;该预埋件除了需要具有一定强度外,还需要采取相关加固措施(如埋件与钢筋焊接、钢筋支撑模板等)将其与模板进行有效连接,禁止破坏和损伤已安装就位的地脚螺栓。在钢梁安装之前,需要将螺纹进行清理,若螺扣存在损伤,则需要进行修复或替换。埋设前后需经常对螺栓的轴线、标高及伸出长度进行检测,以确保支座埋件、地脚螺栓埋设精度满足要求,有利于提高钢骨柱的安装速度和施工质量[4]。
2)首节钢骨柱安装。首节钢骨柱吊装就位时,应严格保证柱底板上四边中心线与定位轴线对准。钢骨柱安装就位后,从标高及垂直度2个方面来对柱进行校正。用经纬仪来对钢骨柱垂直度进行检验,存在偏差时再运用千斤顶来校正。方法如下:首先架设经纬仪,选择地点位于钢骨柱所在相互垂直的轴线上。经纬仪从2个方向瞄准柱底轴线后测得柱顶中线的偏差度,再运用千斤顶调校钢骨柱,使其垂直度偏差达到许可要求范围内。
3)柱脚二次灌浆。钢骨柱安装完成后,用灌浆料将钢骨柱底座与基础表面空间的空隙填满,以固定柱底板和承受上部的荷载。二次灌浆施工工艺流程:基础处理→确定灌浆方式→支模→灌浆料的搅拌→灌浆→养护。
过去很长一段时间,职业院校教学的主要目标大多是培养一线的生产、服务技术技能型人才。通过职业教育,学生毕业后具有很强的岗位竞争力,可快速适应职业的变化。然而,随着时代的发展和教育改革的纵深推入,对职业院校的教育带来了挑战,也提出了诸多的新要求。但受到多重因素影响,多年来,产教融合模式还只停留在职业院校单方面,行业和企业等各方的参与程度十分有限,缺乏主动性。究其原因,很大程度上是因为体制、机制方面的原因,国家在立法层面上无法保障企业正常参与职业教育的权利,相关部门也没有出台有关的配套政策,导致院校、企业、行业之间很难形成合作切入点和利益共同点。
4)逐节钢骨柱安装。钢骨柱需要逐节进行安装,每次安装之前,需在钢骨柱上标出中心线和相对标高。安装过程中,待钢骨柱上下中心线对齐重合后再固定,打开上方柱下端的活动双夹板,将其与下节柱顶对应的安装耳板通过高强螺栓进行临时连接固定。再通过水准仪、经纬仪、导链、千斤顶等工具来调节钢骨柱垂直度,满足要求即可。最后待连接螺栓固定后进行焊接临时连接板,待探伤检测合格后拆除临时连接板,将临时连接板上焊缝残渣打磨平整,即完成了钢骨柱的安装。
4.3 钢骨柱校正
1)标高校正。为保证框架梁安装精度符合要求,重点控制柱肩梁处中心和标高。钢骨柱每段都有砼梁加劲板及过筋孔,钢骨柱安装时要注意高差,通过增大或减小钢骨柱接头间焊缝间隙调整本节钢骨柱的标高,确保同一根钢骨柱上的砼梁高差与设计相同(误差在允许范围内)。
2)垂直度校正。钢骨柱吊装就位后,及时检测并校正其垂直度。校正合格后需立即紧固螺栓,框架梁安装前再次检测并校正钢骨柱垂直度。具体操作方法:将下节柱顶施测轴线偏差值为依据,以下节柱顶中心点为后视方向在柱身相互垂直的2个方向,将经纬仪对准上节钢柱柱顶中心点,判断上节柱中心点的投影点与本节柱底处该点所对应中心点偏离度,向相反的方向调校本节柱的垂直度。

图3 吊装柱构件临时固定示意图
5 钢骨柱焊接
5.1 焊接工艺参数
焊接时预热温度与板厚和焊接方式有关。当被焊件厚度小于19mm且温度低于0℃时,将母材预热至21℃,并在施焊过程中始终保持不低于该温度;当被焊件厚度大于19mm,应按表1规定进行对应温度预热。预热过程中注意均匀加热,预热范围应在焊缝两侧至少100mm以上。当预热温度达到预定值后,恒温30min左右[5]。温度测试点须选择在离坡口边沿距板厚3倍(最低100mm)处。采用表面温度计测试。

表1 预热温度
层间焊接时,每个接头均应一次性焊接完毕,层间温度应控制在85~110℃之间,为了使焊接过程中产生的扩散氢拥有足够时间能够尽量溢出,从而避免焊缝出现裂纹,该工程在焊接完成后进行后热处理,温度保持在200~250℃。温度达到要求后用多层石棉布包裹,待接头区域、焊缝表面积背部温度均与环境温度相同时可以去除石棉布。焊接施工前制定合理的焊接参数,如表2所示。

表2 焊接参数
5.2 焊接施工流程
该工程采用手工电弧焊配合CO2气体保护焊的焊接工艺,十字型钢骨柱进行焊接时,必须由2名焊工在对称位置以相同速度同步进行,如图4所示。首先在无连接板的一侧焊至1/3板厚,割去柱间连接耳板,并同时换侧对称施焊;接着2人分别继续在另一侧施焊,再换至腹板进行相同顺序焊接,如此轮换至焊完整个接头;所有对接点的焊缝经外观检查合格后方可进行100%超声波无损检测。为了控制施焊过程中产生的焊接变形及残余应力,基于焊接施工前通过的焊接工艺评定,采取预留收缩余量、局部矫正及补偿和锤击法等措施,保证焊缝质量达到要求[18]。
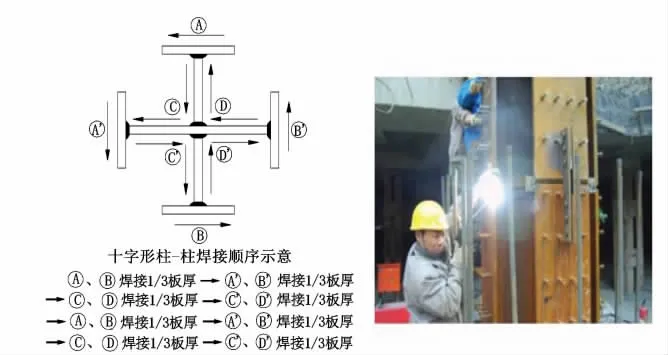
图4 钢骨柱焊接顺序
5.3 焊接质量控制
焊接是钢骨柱安装施工过程中的关键工序,焊接质量的好坏直接影响建筑的整体性能,进而决定着建筑的抗震性能,因此需对焊接过程进行全面监控,仔细做好焊接前后及过程中的质量控制。
2)通过焊接工艺评定报告后,依据工程评定结果编制焊接工艺指导书,确定出最佳焊接工艺参数,制定完整、合理和详细的工艺措施和工艺流程。
3)该工程焊接量大,焊缝质量要求高。所有焊工都必须参加专业培训并通过考试,取得相应的等级证和操作证,必须保证持证上岗。
4)使用的焊材应严格按照《建筑钢结构焊接规程》JGJ81-2002的有关规定进行复验,合格后才能用于施焊。
5)合理有序地安排焊接次序,采用结构对称、节点对称和全方位对称的焊接原则。
6)焊缝焊接完成后,校验焊缝外观和尺寸后,还应符合《钢结构工程施工质量验收规范》GB50205-2001的有关规定,方能签上焊工钢印号,全溶透焊缝应按设计图纸要求进行超声波无损检测,发现焊缝质量不合格后应及时进行返修处理,直至验收合格。
6 钢骨柱检测
钢骨柱焊缝检测主要采用外观检查、尺寸检查和无损检测3种方法进行,并及时采取适当方法处理检测出的不合格构件。
6.1 外观检查
施焊完成后,应及时清除飞溅物及焊渣,再用焊缝量规、放大镜等工具对焊缝外观进行检查:一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷;一级焊缝和二级焊缝不得存在裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅等缺陷。外观质量检查标准应符合《钢结构工程施工质量验收规范》GB50205-2001的Ⅰ级规定。
6.2 尺寸检查
焊缝焊脚尺寸、焊缝余高及错边应符合《建筑钢结构焊接技术规程》JGJ81-2002有关规定。
6.3 无损探伤检测
焊缝焊接完成后,校验焊缝外观和尺寸合格后,进行磨光、磨平处理;且焊缝冷却时间≥24h后,按设计要求采用超声波探伤仪对全熔透焊缝进行检测,以确保工程焊接质量100%合格,其内部缺陷检验应符合下列要求:①一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的Ⅱ级及Ⅱ级以上;②二级焊缝应进行抽检,抽检比例应不小于20%。其合格等级应为现行国家标准《焊缝无损检测超声检测技术、检测等级和评定》(GB/T 11345-2013)B级检验的Ⅲ级及Ⅲ级以上;③对不合格的焊缝,根据超标缺陷的大小、位置、性质和数量等信息,采用刨、切除,砂磨等方法去除后,以与正式焊缝相同的工艺方法进行补焊,其核验标准相同[19]。
7 结语
海口国际金融中心项目工程钢骨柱具有施工难度大、质量要求高,工期紧等特点。笔者主要从钢骨柱加工制作、吊装、安装及校正、焊接、检测这5个方面详细阐述了十字形钢骨柱施工技术在工程中运用的操作重点、要点及控制点。通过制定科学合理的施工技术方法,严格组织和优化施工,确保了钢骨柱的施工进度、质量及安全要求,从而保证了该建筑结构的质量和工期满足要求,也为海南地区今后该类十字形大截面型钢混凝土柱的施工提供了范例。
[1]聂建国,陶慕轩,黄远,等 .钢-混凝土组合体系研究进展 [J].建筑结构学报,2010,31(6):71~80.
[2]卢文胜,韩建平,吕西林,等 .法门寺合十舍利塔结构整体模型振动台试验研究 [J].建筑结构学报,2011,32(3):90~98.
[3]曾磊,涂祥,许成祥,等 .非对称配钢骨混凝土柱抗震性能试验研究 [J].建筑结构学报,2013,34(3):141~151.
[4]许成祥,彭威,许凯龙,等 .碳纤维布加固震损方钢管混凝土框架边节点抗震性能试验研究 [J].建筑结构学报,2014,35(11):69~76.
[5]Chen C,Lin N.Analytical model for predicting axial capacity and behavior of concrete encased steel composite stub columns[J].Journal of Constructional Steel Research,2006,62(5):424~433.
[6]Elghazouli A Y,Treadway J.Inelastic behavior of composite members under combined bending and axial loading [J].Journal ofConstructional Steel Research,2008,64(9):1008~1019.
[7]Ehab E,Ben Y,Dennis L.Eccentrically loaded concrete encased steel composite columns [J].Thin-Wall Structure,2011,49(1):53~65.
[8]Charalampakis A E,Koumousis V K.Ultimate strength analysis of composite sections under biaxial bending and axial load[J].Advances in Engineering Software,2008,39(11):923~936.
[9]李俊华,王新堂,薛建阳,等 .低周反复荷载下钢骨高强混凝土柱受力性能试验研究 [J].土木工程学报,2007,40(7):11~18.
[10]刘阳,郭子雄,黄群贤 .不同构造形式的CSRC节点变形性能试验研究 [J].工程力学,2010,27(10):173~181.
[11]陈宗平,薛建阳,赵鸿铁,等 .钢骨混凝土异形柱抗震性能试验研究 [J].建筑结构学报,2007,28(3):53~56.
[12]中华人民共和国建设部,JGJ 138-2001钢骨混凝土组合结构技术规程 [S].
[13]中华人民共和国发展与改革委员会,YB 9082-2006钢骨混凝土结构设计规程 [S].
[14]谢夫海 .凯恒中心型钢混凝土施工技术 [J].建筑技术,2010,40(1):23~25.
[15]魏爱生,赵俭,陈广林,等 .四川航天科技大厦超大异性钢骨柱施工技术 [J].施工技术,2009,38(7):40~42.
[16]姜涛,李海生,于圣付,等 .十字形截面转化为箱型截面钢骨柱节点施工技术 [J].施工技术,2012,41(5):110~115.
[17]陈剑波,李永红,马怀章 .金陵饭店扩建工程异性钢骨柱施工技术 [J].施工技术,2014,43(14):159~161.
[18]马金彬 .高层钢框架结构施工工艺与焊接变形分析 [D].重庆:重庆大学,2006.
[19]于晓野,王冬冬,鄢长,等 .海控国际广场大截面矩形钢管混凝土柱施工技术 [J].施工技术,2011,40(24):13~16.