软橡胶螺纹的磨削加工
2015-12-02北京南口轨道交通机械有限责任公司102202郑文虎李秋彤
■北京南口轨道交通机械有限责任公司(102202)郑文虎 李秋彤
软橡胶除具有一般非金属材料所共有的强度低(σb=19.6~24.5MPa)、导热性差[热导率k=0.2W/(m·k)],分别为一般钢材的1/27和1/350的特性外,其重要性能特点是在-50~150℃内具有良好的弹性、柔顺性和复原性。软橡胶的弹性模量极小,为1.9~3.9MPa,是钢材的1/50000。它还有良好的延伸率(δ=500%~700%),是钢材的30倍左右。要在以上性能的材料上切削加工各种螺纹,是极为困难的。如果采用砂轮来磨削加工,却是十分容易的事,而且加工效率高。磨削加工出的螺纹无毛刺飞边,牙型表面粗糙度值也低。磨削时,可在车床上安装一个可调螺旋角的电动或风动磨头来磨削,也可在螺纹磨床或铲齿车床上进行磨削。
1.在车床上磨削软橡胶螺纹的准备工作
(1)磨头。在车床上磨削螺纹,需要在车床刀架上安装一个可任意调整螺旋角的车床附加磨头。在螺纹精度较低的情况下,可制作一个夹具安装风动磨头来代替。磨头砂轮速度vc=15~20m/s。采用磨料为白刚玉、陶瓷结合剂,硬度为中软,粒度为60~80号,直径为80mm左右的碟形砂轮。磨头在车床上安装好后,按照螺纹牙型形状要求,采用金刚石笔或金刚石复合片将砂轮形状修整好。砂轮工作形状应与螺纹法向槽形形状相符。
(2)计算挂轮。螺纹的导程在车床铭牌上有的,可以直接扳动进刀箱手柄获得。当在车床铭牌上没有时,就需计算和加工新的挂轮。一般用最简便的速比计算方法,先在车床上选用近似的螺距(导程)P实,工件螺距(导程)P工,按速比i=P工/P实算出,查机械工业出版社出版的《金属切削工人手册》或上海科学技术出版社出版的《金属切削手册》中的速比挂轮表,即可获得相应挂轮齿数,作出新的挂轮。
(3)车床主轴减速措施。当所加工的工件直径大于150mm、螺纹导程大于300mm时,车床主轴的最低转速也高,车床主轴必须减速,否则影响磨出螺纹的质量,增加操作人员的紧张情绪及在反车时损坏车床零件。减速的方法有:改变主、被动皮带轮直径;在车床电机与主轴箱之间增加减速装置(如齿轮减速箱、涡轮减速箱和动力头等),使主轴转速降至5r/min以下。
(4)分头方法。对于小的螺纹导程,可用小拖板或小拖板与大丝杠结合分头;较大的螺纹螺距和较多的头数时,最好采用分度盘(挑多头螺纹用的齿轮式或孔板插销式)分头。
(5)磨削时,采用水作磨削液,以冷却润滑,这样不仅消除了粉尘,而且操作者也闻不到橡胶的气味。
2.加工实例
(1)加工大导程螺纹胶辊。它是一化工厂用的大型、大导程、多头螺纹胶辊,如图1所示。此胶辊的螺距为64mm,头数正、反各20,其螺纹导程为1280mm,螺旋角为63.8°。加工螺纹时,采用风动砂轮做磨头,做一个可左右扳大螺旋角的夹具,将风动磨头安装在夹具中,再安装在车床方刀台上。采用动力头减速,使C630车床主轴最低转速从14r/min减到2r/min。安装好挂轮和螺纹分头用的齿轮分度盘,将工件安装在车床两顶尖上,一次走刀磨好一条螺旋槽。磨好一个方向20条螺旋槽后,将砂轮反向扳好螺旋角,再将另一方向的20条螺旋槽依次磨好。
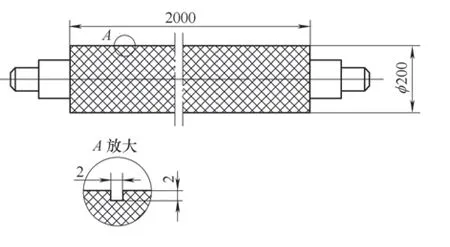
图1
(2)加工异形螺纹胶辊。该胶辊外径为125mm,螺距为25.4mm,由两段螺纹组成,牙深为7mm,牙型如图2所示。为了保证牙型,除把砂轮修整成牙型槽的尺寸与形状外,还得将车床小刀架顺时针方向扳85°,砂轮轴线与工件轴线相交成5°,方向按图2要求。进刀与退刀,不用中拖板,而用小拖板。采用两次走刀磨出一端螺纹后,再将工件调头安装,用同样方法磨出另一端螺纹。
(3)加工小螺距多头螺纹胶辊。该胶辊螺距为0.5mm,螺纹为三个头的60°三角螺纹,如图3所示。加工时,先在外圆磨上磨好外径,再在车床上分三次走刀将螺纹磨出。
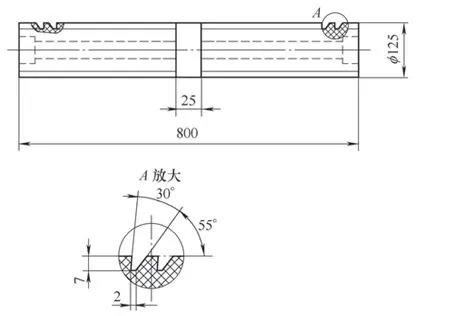
图2
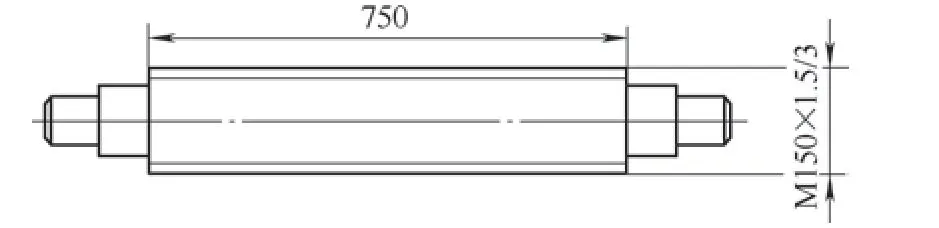
图3
[1]郑文虎.难切削材料加工技术[M].北京:国防工业出版社,2008.
