RFRL31型高速剑杆提花织机调试工艺探讨
2015-12-02张红星
吴 彤,张红星
(山东日发纺织机械有限公司,山东 聊城 252000)
RFRL31型高速剑杆提花织机调试工艺探讨
吴 彤,张红星
(山东日发纺织机械有限公司,山东 聊城 252000)
文章通过反复调整织机工艺参数,并对提花机调试工艺、装造工艺以及辅助措施进行改进,提高了剑杆提花织机的产品质量和织造效率,最终拓宽了织机产品适应性、提高了织机运转效率。
提花织机;调试;工艺
随着近年来人民生活水平的提高,提花织物的应用越来越广泛,比如窗帘(遮光布)、沙发布、车用装饰布、床上用品、服饰、装饰画等等。相对应的织造设备也在升级换代,以适应高品质提花织物的生产加工。近年来RFRL31型高速剑杆提花织机在市场上的占有量不断提高,我们根据安装调试过程中遇到的问题以及采取的措施,进行了如下归纳、探讨。
提花织机与多臂织机的主要区别在于开口机构的配置不同,简单对比见表1。
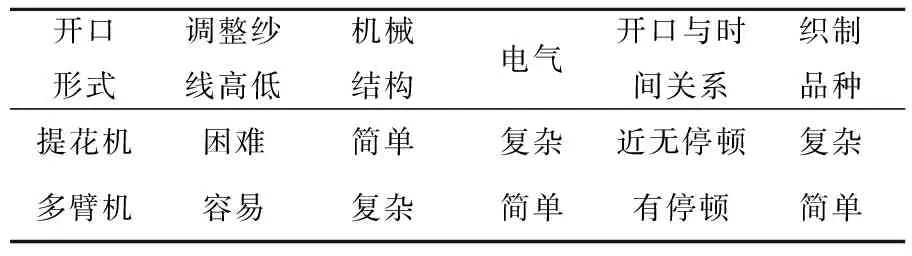
表1 提花机与多臂机的简单对比
不同配置下的经纱运动示意图见图1。
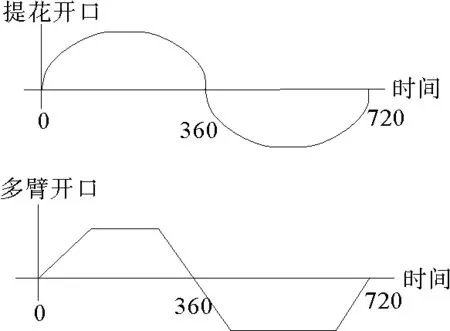
图1 经纱运动示意图
鉴于以上不同,提花织机的安装调试工艺,需要注意以下要点。
1 织机部分
1.1 剑头(GS900型)
1.1.1 对于剑头剑带筋板,多臂型开口,需要安装筋板,筋板高9 mm。对于提花织机,现在的筋板高度在6 mm,为了进一步减少左侧断经率,左侧导纱磁环高度和筋板高度距离在2 mm左右。个别情况下不安装剑头剑带筋板对织机的效率影响不是很大,我们建议还是要安装剑头筋板。
1.1.2 装配接纬剑头时,剑头尖部距底板的距离建议为0.12~0.2 mm(见图2)。比多臂织机增加0.1 mm。这样织造复杂花型时可以减少(减轻)左右剑头撞击。

图2 接纬剑头
1.1.3 剑头(夹纱杆形式)的选用,对于特种纬纱(比如金属丝),为了解决纬缩及纬纱不到头的情况,普遍采用带槽夹纱杆形式的剑头,采用这种剑头的确对纬方向布面疵点的处理有明显效果,但该结构送纬剑头需要增大开口量,方能顺利释放纬纱,对剑头上个别零件的磨损极大增加,需要精细调整。
1.2 动程
对于提花织机,由于左侧剑头形状大一些,左侧动程建议加大,有的品种必须稍微加大。对于340织机,左侧动程调整在26~26.5 cm,右侧动程调整在23~23.5 cm。右侧的动程根据纬纱的情况,斟酌处理,有纬缩的不能把动程调得偏大。
1.3 后梁高低位置
后梁顶面比墙板上平面低38~52 mm为好,需根据花形而定,如果上综的经纱比下综的经纱少得多,就应该多降低后梁,不过调整完后,要检查后梁下底面距离地面的距离,以高于片盘直径(80 cm)+1 cm为好,否则会给更换经轴带来麻烦。织造棉、化纤类提花织物时,后梁高度一般调整在-0.5到-2之间;织造真丝类织物时,后梁再低一些为好,我们实验的结果是在-3位置。
1.4 后梁的前后位置
对于提花织物,应该是后梁距离钢筘挡板越远越好,但这样给挡车工的操作带来了不便,应该根据织机的效率情况,把后梁逐步向前移动,在效率影响不大的情况下,尽量便于挡车工操作。现在340提花机后梁一般调整在114 cm位置。进口GS900的后梁最远点距离钢筘挡板118 cm。
1.5 综平时间
一般情况下在320°,织造窗帘装饰布的340提花机大都调在325°,有的品种提前平综对布面的影响很大,对于带有弹性的纬纱应该稍微提前平综时间5°~10°,即调整在310°~315°平综。
1.6 钢筘规格
钢筘高度为95 mm到100 mm,多数为95 mm,钢筘太高影响挡车工对综丝部位经纱的操作。
1.7 经纱托架
我们前期配置的都是固定式经纱托架如图3(a)所示,后期配置的是钢筘式经纱托架如图3(b)所示,对于织造效率,目前尚未发现明显不同。钢筘式经纱托架,虽然便于挡车工穿纱,但对经纱的摩擦微大。
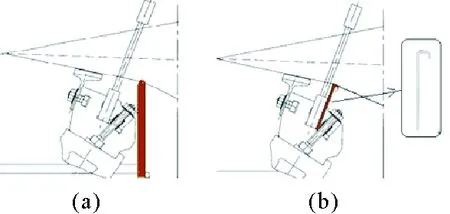
图3 经纱托架
1.8 停经片
对于8.3~222.2 tex的化纤类经纱,使用厚度0.3的停经片为宜;8.3 tex以下经纱使用厚度0.2的停经片为宜;222.2 tex以上的经纱需要增加停经片厚度;
对于棉的经纱,11.7~36.4 tex(或相当于)使用0.3的停经片为宜,比这个粗的需要增加停经片厚度,细的则使用薄的。
对于高经密提花织物,为了减轻经纱摩擦及方便挡车工操作,要适当增加停经片(停经条)的排数,由常规的6列改为8列。
1.9 后梁弹簧
后梁弹簧的硬度选择中性为宜,即直径选择为8 mm的,后梁的振动超过2 cm时,则要选择更粗一些的。
1.10 后梁的制动
对于经纱弹性大的或纱线强度小的,后梁无制动对提高织物品质和织造效率好一些。对于纱线强度大、纬密大的品种,应适当增加后梁的制动。
1.11 距离参数
完全开口时剑头、剑带到纱线的距离1~1.6 mm。这项距离参数很重要,太高对剑带剑头和导轨垫损伤很大,导轨垫磨损影响纬纱,右边费纱不是太长就是太短。有时碰剑头也是太高造成。完全开口时纱线到绒布的距离0.5 mm。
1.12 停经架前后和高低
停经架高低一般随着后梁高低变化,前后距离变化视开机效率、布面品质情况而变化,棉、化纤类织物一般位置在刻度78,织造真丝类织物时一般在刻度84。
1.13 前胸扩幅器的选用
普通化纤、棉类产品采用带有左右旋螺纹的幅撑轴,有的品种(稀薄产品)需要光面护管,以减少中间分幅时布面倾斜。
2 装造部分
2.1 第一排钢丝综到钢筘挡板13.5 cm。
2.2 全部下综时,不能看到综丝松的情况。一般下面综丝弹簧长度在28~28.5 cm。使用不同的提花机对弹簧弹力的要求可能不同,为防止跳纱和开口清晰,对于经密大的品种应该适当增加弹簧张力。
3 提花机部分
3.1 定位提花机时,要使提花机横向(前后)中心位置距离织机钢筘挡板18.5 cm。
3.2 提花机的开口,钢筘处开口一般在42 mm左右,做真丝织物时,为了减少断经,要适当减少开口。
4 其他辅助
4.1 如果出现断纬多的情况,根据纬纱原料,可以采用在储纬器后面加油壶的措施,润滑油可以是网络油、清洗剂、泡沫剂。
4.2 染色和浆纱的影响,由于花型的需要,现在化纤类提花织物多对经纱染色,如果在织造过程中,钢筘处或者后梁、停经架等接触经纱的部位出现大量灰尘,则应检查纱线的染色工艺是否合适;对于棉纱、粘胶等经纱提花织物,为了提高织造效率,采用浆纱工艺,如断经异常多,且多根同时断,有可能是浆纱工序出现问题,需要查看浆料的配比、工艺流程等情况。
对于高精密产品,调试开机时为减少断经,在经纱上撒滑石粉效果较好。
4.3 速度调整,由于提花织物的变化多样,其织造难度有很大区别,而织机速度对很多品种有较大影响,为方便及时地改变织机速度,使用变频调速或者超启动马达是一个很好的选择。
4.4 RFRL31织机采用超起马达控制,能够精确定位停车,能够实现正转反寻纬功能,与之配合的提花机也设置成正向回花方式,这样能够有效消除(减轻)停车挡的产生,对于特殊品种也可采用不同的停车模式,优选合适的停车、启动方式来提高布面质量。
5 结语
通过几个方面调试工艺的改进,RFRL31型高速剑杆提花织机已经能够正常织造市场上绝大多数提花产品,满足了客户对提花产品高品质的要求,极大地提高了织机的运转效率。
[1] 陈元甫,洪海沧.剑杆织机原理与使用(第2版)[M].北京:中国纺织出版社,2005.
[2] 陈革.织造机械(第2版)[M].北京:中国纺织出版社,2009.[3] 张会青,黄岗.在国产提花织机上织造缎档毛巾的工艺实践[J].山东纺织科技,2001,42(3):39—40.
Discussion on Debugging Technique of RFRL31 High Speed Rapier Jacquard Loom
WuTong,ZhangHongxing
(Shandong Rifa Textile Machinery Co.,Ltd., Liaocheng 252000, China)
In order to increase the production quality and weaving efficiency of rapier jacquard loom,the loom technological parameters were set repeatedly and the optimum parameters were concluded. Meanwhile,the debugging and mounting technology of jacquard and auxiliary measure were improved. Finally the weaving range of looms was extended and loom efficiency was increased.
jacquard loom; adjustment; technology
2014-11-14
吴 彤(1973—),男,山东聊城人,助理工程师。
TS105
B
1009-3028(2015)01-0028-03
