海外600MW锅炉省煤器频繁共振爆管成因解析及改进措施
2015-12-02赵林峰季程煜
赵林峰,贺 庄,季程煜
(1.上海电气电站工程公司,上海 201199;2.深圳中广核工程设计有限公司,上海 200241)
1 省煤器爆管概况
某出口机组(印度首台600MW机组),锅炉型号:SG2050/17.47-M918,亚临界参数“Π”型布置的汽包炉,采用控制循环、一次中间再热、单炉膛、四角切圆燃烧方式、燃烧器摆动调温、平衡通风、固态排渣、全钢悬吊结构、露天布置燃煤锅炉。过热器出口温度为540℃,过热器出口压力为17.47MPa,最大蒸发量为2 050t/h。省煤器位于后烟井低温过热器下方,布置于锅炉的后烟井低温过热器下面,两组布置,采用光管蛇形管,管子规格为Φ42×5mm,材料SA210-C,共209排,每排由四根并联蛇形套管组成。顺列布置,横向节距为100mm,纵向节距为90mm。省煤器由吊板和管夹支吊,分别承载于四只省煤器中间集箱下,分四列悬吊,每列再通过省煤器中间集箱上的74根悬吊管悬吊承载,悬吊管规格为Φ60×12 mm,共296根,材料SA210-C,悬吊管内的冷却介质来自省煤器。在低温过热器入口处后墙包覆管及省煤器进口处前后墙包覆管上均焊有烟气阻流板,以防形成烟气走廊,造成局部磨损。
省煤器发生泄漏、爆管是燃煤锅炉普遍存在的问题[1,2]。试运一年里,1号机发生省煤器爆管11次(9次发生在省煤器进口与省煤器下管组连接管),2号机发生省煤器爆管5次(3次发生在省煤器进口与省煤器下管组连接管)。
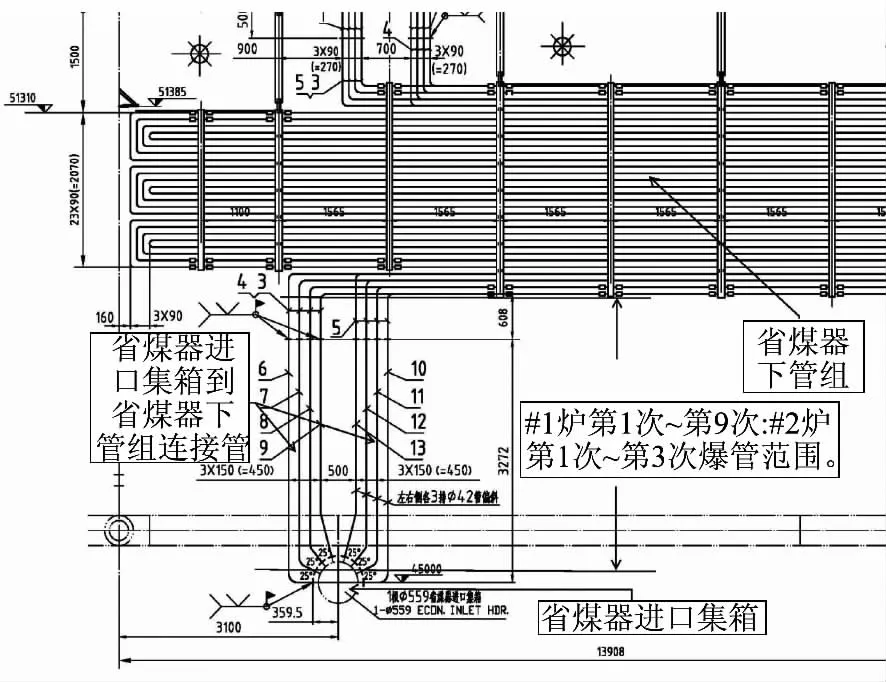
图1 省煤器爆管主要位置示意图
按照省煤器爆管的主要位置示意如(图1省煤器爆管主要位置示意图)可见,1号炉及2号炉爆管位置明显集中在省煤器进口集箱到省煤器下管组的连接管焊口。
2 成因分析
以下将从一次爆管入手,逐步展开深层的分析,然后查询底片判断典型的问题所在,最后分析省煤器振动超温爆管机理作为理论依据。
2.1 省煤器爆管初步分析
2010年7月14日,电厂1号炉省煤器再次发生爆管停炉。事故中07402B道焊口泄漏,07502、07603两根管子断裂,其中07603是第5次爆管后换上的管子。初步分析过程如下:
(1)省煤器多次爆管均在B道,如果认为是因焊口缺陷引起的爆管则在A、B、C、D各道均会发生,不会只爆B道而其它各道不发生,由此认为在此位置存在较大的外部影响因素。
(2)都应用同样材料,不可能仅在B道的材料有问题,可以排除材料问题的假设[3]。
(3)从这次断口情况看,断口位置在焊口以外约20~30mm,可以认为焊接缺陷不是爆管的主要原因。
(4)由于材料受到疲劳破坏的情况下,管子出现了环向断裂现象。
(5)在烟气扰动的情况下出现管排在炉内左右摆动,使管子在某特定区段发生共振,发生疲劳损坏。
由此可见14日爆管原因,根据传回的管子断口照片,综上推断是省煤器管因摆动和振动发生疲劳破坏的。
2.2 频繁爆管深层分析
从频繁爆管来看,大都具有以下几个特征:
(1)每次处理爆管后水压试验不泄漏,运行一段时间后爆管断裂,不是因焊接缺陷造成的强度原因引起的破坏,更象似疲劳破坏,因为疲劳破坏需要有一个过程。过去多次爆管周期约两周左右的时间。1996年石门电厂1号炉前包墙荷重管爆管断裂情况与本机组爆管有些相似,较齐的环形断口,断裂相同编号的管子,断口基本无变形,每次爆管时间接近。
(2)根据现场锅炉工程师记录,在锅炉水压上水时,检查发现省煤器进口集箱到省煤器下管组的连接管处有很多的管子发生晃动,最大的管子晃动幅度达到了15mm左右。
(3)强度原因的爆管多为纵向外翻裂口,此工程断口多为环向断裂,断口冲刷处也无变形、无外翻边,材料受到疲劳破坏的情况下将出现管子这样断裂。根据炉内管排布置情况来看,片与片之间无连接,在烟气扰动的情况下出现管排在炉内左右摆动是有可能存在的(低频振动),加上管内水汽引起的振动(高频振动)。如果两个振动的频率发生重合,并出现共振现象,管子的振幅会很大,使管子或焊口处发生疲劳破坏[4]。
结合以上分析,锅炉频繁爆管引起的主要原因是省煤器进口到省煤器下管组连接管在运行过程中产生了较大的振动甚至共振,引起管子或者焊口发生疲劳破坏。
2.3 底片查阅复评分析
由于机组在试运行阶段省煤器爆管次数较多,同时这些爆管的部位均位于焊口位置,判断是由于焊接质量太差而引起的。因此对项目1号机组的以下部件的焊口射线检验底片进行查阅分析:包括一部分省煤器安装过程中进行的射线检验底片;另外一部分是历次爆管后,对管件进行更换后的射线检验底片。
2.3.1 对上述部件的射线检验底片进行复评。查阅情况如下:查阅82道焊口的射线检验底片,共有21张底片上显示缺陷超标,6张底片上显示错口、折口。查阅省煤器58道焊口的射线检验底片,外方已进行返修的焊口有12道,一次合格率仅为60%。对已评定合格的20张底片查阅发现,有6张底片缺陷超标,1张底片上显示焊口附近母材减薄1mm以上。38道焊口均为割后重焊,部分评定准确。
2.3.2 单从已查阅的底片来看,外方在几次爆管后的换管焊接中,未按照我方的要求进行100%的射线检验,同时对底片的评定存在一定的问题。查验多次分析报告暴露了外方管理上的许多问题与工作水平上的较大差距。
2.3.3 中方金属检验人员及质检人员,通过查看实际受损管件,拍片检验,部分爆管原因为省煤器焊口焊接质量不合格,导致焊口泄漏,泄漏的汽源直接冲刷对面的管子,致使管壁变薄而爆管。
检查过程中,发现的比较典型的问题如下:
(1)焊口沿坡口漏水,主要是因为母材与焊缝未熔合;
(2)焊缝表面有气孔、砂眼等缺陷,导致焊缝厚度不够;
(3)焊缝收弧点未熔合;
(4)业主采取在管道上堆焊的方法修补,不按照厂家和安装公司给出的爆管修复方案进行爆管修复,部分爆管修复仍然留有隐患。
(5)外方合作单位评片人员对底片上超过标准的缺陷没有指出,造成问题被隐藏并造成爆管事故隐患。
由此可见本机组是出口到电力设备水平较为落后的海外地区,当地的施工管理水平和技术能力较弱,也与本机组的频繁爆管事故有很大的关系。
2.4 省煤器超温爆管振动机理分析
省煤器超温爆管的原因非常复杂,一般主要由磨损、腐蚀以及振动引起[5],基于本工程爆管的主原因就是振动引起,以下简明热交换器的管束自振和省煤器的管束振动情况。
2.4.1 热交换器中的管束自振:根据气流中管束的流动,热交换器可以划分成三大类。
(1)横向流动:气流横向于管子中心线的流动时,由于Karman涡流在单根管子的脱离而造成的激发。
(2)平行流动:气流平行于管子中心线的流动时,因形成的临界层的路径是弯曲的,气流中涡流作用于管子一个离心力,致使管子更加弯曲,由此在气流和管子之间产生自激振动。
(3)S形流动:气流烟管子中心线呈S形流动时,横向涡流脱离激发下和平行涡流强化下,激发管子振动。
2.4.2 省煤器的管束振动
分成顺列和错列两种形式。
(1)顺列式管束省煤器
温度以及介质的声速随着省煤器外流体自上而下不断流动而变化。由于烟气横掠管束时将背侧产生漩涡脱离现象(即卡门涡流),其在物体表面形成交变的作用力,可能导致结构的疲劳失效;当漩涡脱离频率和横向烟气固有频率重合时,将进一步加强振动,整个流体及省煤器都会出现非常强烈的振动。并向四周环境辐射强烈的噪声。
(2)错列式管束省煤器
主要由于在锅炉机组的烟道内,声能散射部分与激发能相比所占的份额很大,烟气的声振自频率主要与管组的自由宽度有关,振动有其自其特点。
3 采取的措施
3.1 技术解决措施
对于上述问题,设备厂家、厂家现场设计人员、现场安装工程师都给予了高度重视,经过现场认真分析研究,制定整改方案,紧急采取了技术改造措施:在省煤器进口集箱到省煤器下管组的连接管管排上增加夹板,增加连接管管排的稳定性并避免可能的共振。如图2省煤器进口集箱到省煤器下管组连接管管夹所示。
根据厂家图纸变更,与现场改进安装,安装了连接管管夹后,明显降低了连接管管排在机组运行中的振动。省煤器进口集箱到省煤器下管组连接管部分的周期性爆管明显减少。也验证了之前对此部分的爆管与连接管的振动有关的分析是正确的。
3.2 防范及控制措施
基于现场实际检验的情况,中方焊接及质量人员针对项目情况,结合国内做法及相关标准,说服并建议业主和外方施工单位,制定如下防范及控制措施:
3.2.1 要求海外合作单位施工中加强焊口的焊接过程控制。
(1)控制焊接过程中的电流和电压遵照《管壁<6mm的管道焊接手册》中提到的要求;
(2)控制氩气流量,注意氩气管走向,不能在焊接过程中中断氩气;
(3)认真清理坡口和焊丝,保证其表面清洁度;

图2 省煤器进口集箱到省煤器下管组连接管管夹
(4)做到每一个焊口的外观检查符合规定要求;
(5)要求对所有修复的焊口进行100% 的RT检查,至少保证2个角度拍片,评片人员严格按标准进行,超过标准的缺陷一定要进行返修,直到合格;
(6)所有的仪表必须有合格证,并在有校期内。
3.2.2 对省煤器所有焊口先进行外观检查,处理所有错口、折口、砂眼等不合格的外观缺陷后,进行100%的RT检查。
3.2.3 对于省煤器爆管的修复,严格按照厂家的修复措施进行操作;更换损伤与变形较大的省煤器管[6]。
3.2.4 在省煤器管排夹板上用扁钢将管排分多组焊接连接,使管排摆动自由度减小。
3.2.5 在B道和D道附近(弯管附近)用圆钢做U形环卡住管子焊在分组的圆钢或扁钢上,和夹板上的一样,从炉左至炉右分成适当的组数。(分组是考虑连接件热胀冷缩问题)
4 结语
技术上采取让整个省煤器横向固有频率互不相同的措施,可以改进锅炉管束的振动。实践中通过加装省煤器管夹后,省煤器进口集箱到省煤器管组连接管的爆管事故明显减少,取得了明显的效果,机组的运行的安全性得到了提高。在这些事故处理过程中,通过与外方业主不断沟通,业主对省煤器爆管的成因、爆管修复的态度、防范及控制管理水平都有了较大地提高,降低了事故的运行管理风险因素。同时,中方设备厂家与安装指导人员对事故问题的处理上,表现出来的快速响应能力,务实认真地作风,取得了外方的更好信任和市场预期。
[1] 南京工业大学.西安交通大学热能动力热能研究室.电厂锅炉原理[M].北京:电力工业出版社,1980.
[2] 赵建英,赵金表.省煤器扩展受热面技术探讨与应用[J].河北电力技术,2003(2).ZHAO Jian-ying,ZHAO Jin-biao.Discussion and application of economizer heating surface extension[J].Hebei Electric Power,2003(2).
[3] 张羽.湖南省火电建设公司检测中心关于海萨#1炉省煤器爆管报告[R].2010年7月19日.
[4] 张都清,张广成,曹立春.电厂中汽水管道的振动原因及对策[J].山东电力技术,2006(1):56-57.ZHANG Du-qing,ZHANG Guang-cheng,CAO Li-chun.Treatments and reasons for vibration of the pipe in power plants[J].ShanDong Electric Power Technology,2006(1):56-57.
[5] 张少峰.电厂锅炉省煤器爆管的原因分析与处理措施[DB/OL].中国电力科技网,2008-10-09.
[6] 李云鹏.郝文森,等.省煤器博阿关及变形分析[J].大庆石油学院学报,1994,18(3):53-56
