旋耕机刀轴自动焊接设备的设计
2015-12-02郑惠萍段小磊
郑惠萍,段小磊
ZHENG Hui-ping, DUAN Xiao-lei
(河北科技大学,石家庄 050018)
0 引言
旋耕机作为现代农业机械装备中的主要装备,其一次旋耕能够达到一般犁耙作业几次的碎土效果,缩短工序间隔,市场需求量很大。刀轴是旋耕机上主要部件之一,刀轴的需求量一年在75万根左右,刀座在刀轴上成正反两条螺旋线排列并通过焊接固定在刀轴上。旋耕机工作时通过刀轴的旋转,带动固定在刀座上的刀片将土壤粉碎,在工作中刀轴高速旋转,并承受土壤反力和发动机的驱动力矩作用时产生弯曲、扭转、剪切等复杂组合变形,且伴随着剧烈的振动和冲击,所以刀轴的焊接质量直接影响到旋耕机是否可以正常工作。
通过实际调研发现,国内的绝大多数小型企业采用人工手动的方式对旋耕机刀轴进行焊接,不但劳动强度大,工作效率低,而且刀座焊接位置偏差大,刀轴质量得不到保证。只有少数型企业采用了柔性焊接机器人系统对旋耕机刀轴进行焊接加工,由于机器人焊接系统价格昂贵,又制约其普及发展。本文给出了一种耕机刀轴专用自动焊接设备的设计。
1 旋耕机刀轴自动焊设备的总体方案
一根焊接完整的旋耕机刀轴包括一根轴和一定数量的刀座。每个刀座都需要完成四条焊缝的焊接,其中包括两个短直焊缝和两个弧形焊缝的焊接,某一规格的刀轴上需要焊接特定数量的刀座,这样即完成了一个完整刀轴的焊接。实物如图1所示。根据工件的结构特征确定设备的总体设计方案。
刀轴焊接采用的总体方案,对工件进行一次性装夹,采用两把焊枪同时对两个短直焊缝焊接,工件不动靠两把焊枪的移动来完成焊接;再依次对两个弧形焊缝进行焊接,焊枪不动靠工件的转动进行焊接。一个刀座焊接完成后,两把焊枪移动到下一个刀座焊接位置,刀座进行自动供给按上述方案对其完成焊接,依次完成剩余刀座的焊接。该设计方案焊缝成型好、稳定且比较容易控制,焊接效率高。

图1 旋耕机刀轴
2 旋耕机刀轴自动焊设备的机械结构设计
本文设计的旋耕机刀轴自动焊接设备示意图如图2所示,其中包括主机架、刀轴装夹装置、刀座库、刀座自动供给装置、焊枪夹持和移动装置、附机架移动装置。主机架的作用主要是安装焊接机头及其移动机构、夹紧支撑机构等。刀轴的装夹由气动三爪卡盘和安装在气动滑台上顶尖来完成,伺服电机通过蜗轮蜗杆减速器驱动刀轴以某一角度连续旋转,且可实现无级变速。附机架通过齿轮齿条在机架上传动,在电机的驱动下可以使在主机架上做往返直线运动。附机架上装有刀座库、刀座自动供给装置和焊枪夹持和移动装置,刀座通过链传动实现进给,整个刀座库在气缸的驱动下进行横向进给运动;刀座抓取装置在步进电机的驱动下进行刀座的抓取和供给;焊枪通过焊枪夹持器固定在十字滑台上,十字滑台在步进电机的驱动下可以实现焊枪的横、纵进给运动,满足刀座焊接时焊枪所需要的运动轨迹。
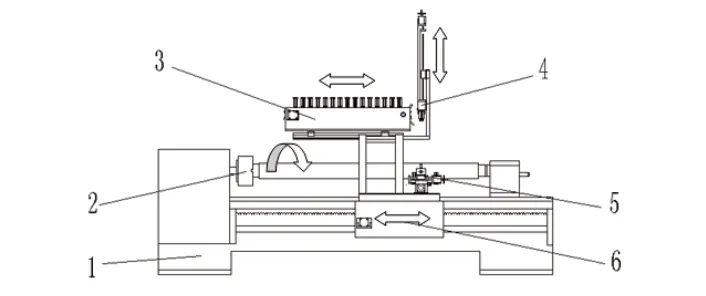
图2 旋耕机刀轴自动焊接设备结构示意图
2.1 刀轴装夹装置
刀轴的定位夹紧是通过一端的气动三爪卡盘和别一端的顶尖来实现,顶尖安装在气动滑台上,在气缸的驱动下可以使顶尖顶紧工件,为工作提供所需的旋转运动。整个滑台在导轨的一定范围内可以进行移动且在某一位置锁紧,目的是为满足不同型号规格刀轴的焊接工作。
2.2 焊枪夹持和移动装置
焊枪通过焊枪夹持器固定在十字滑台上,焊枪夹持器可以使操作者能方便地将焊枪对准所焊接缝,并调整至所要求的最佳位置。十字滑台在步进电机或伺服电机驱动下可以实现焊枪的横、纵向进给运动,满足焊接过程中焊枪的所需动作。
2.3 刀座库
刀座通过链条传动进给,整个刀座库在气缸的驱动下进行移动。根据刀座的特征通过两个导向柱定位在链条的链板上。链条在电机的驱动下对刀座进行进给,每抓取一个刀座后下一个刀座就向前移动一个工位,依次来实现刀座的连续供给。
2.4 刀座自动供给装置
刀座自动供给装置主要由双轴滚珠丝杆导轨滑台和平行气爪及其工装夹具组成。双轴滚珠丝杆导轨滑台由步进电机驱动,平行气爪和夹具安装在滑台上,在步进电机的驱动下进行移动,平行气爪的开合可以夹紧刀座,刀座夹紧后在电机驱动下对刀座进行供给。
3 旋耕机刀轴自动焊接设备控制系统的设计
3.1 控制系统的组成
整台设备的控制系统由西门子PLC、执行机构(伺服电机、步进电机、电磁气阀)、位置检测开关(电磁开关、接近开关)、IO通用接口、显示触摸屏等组成。设备控制系统框图如图3所示,设备进行工作时,首先由人点击触摸屏发出工作的指令,指令传输到PLC微处理器中,工作中位置检测传感器等也将状态信号传送到PLC微处理器中,然后PLC微处理器开始对其发出的指令和传输的信号按照已装载的程序进行处理,再按照设定好的控制程序驱动执行元件及焊接电源的运行,最后完成整个焊接的全过程。

图3 设备控制系统框图
3.2 焊接设备的工艺流程
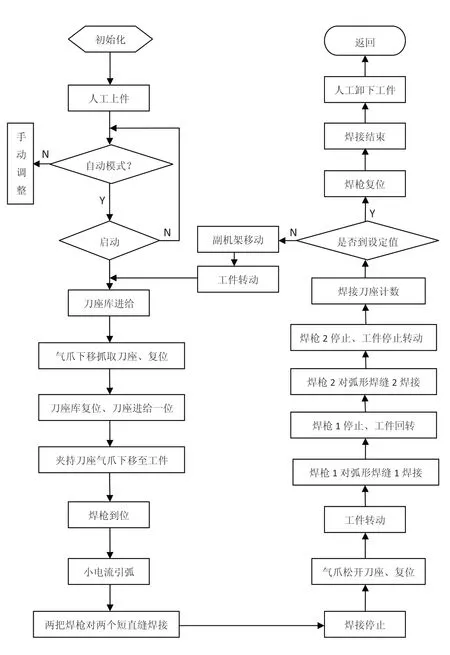
图4 设备工作流程框图
焊接设备的工作流程如图4所示。首先人工进行上料,气动夹紧工件,按下启动按钮,刀座库横向进给到气动手爪正下方,气动手爪下移夹紧刀座,然后再上移到指定位置,刀座库横向后退同时下一工位刀座移动到第一工位,夹紧刀座的气动手爪再下移至刀座与工件接触,然后焊枪自动调整到合适位置和角度,延时后,两个焊枪按照预先设定的分段设置开始执行焊接程序。采用小电流进行焊枪引弧,两把焊枪分别在十字滑台上横向进给同时对两个短直缝进行大电流焊接,短直缝焊接完成后,气动手爪松开刀座向上移动到指定位置,焊枪2停止焊接,同时工件进行旋转,焊枪1对弧形焊缝1进行焊接,焊接完成后焊枪1停止焊接,工件回转,焊枪2对弧形焊缝2进行焊接,焊接完成后焊枪2停止焊接,即完成了一个刀座的焊接过程,已焊接刀座个数累计加1,然后判定焊接刀座个数是否达到设定值,如果没有达到设定值附机架自动横向移动到下一刀座焊接位置,重复上述过程完成刀座的焊接;如果达到设定值焊接停止焊枪复位人口卸下工件,即完成了一个刀轴的焊接工作。
4 结论
旋耕机刀轴自动焊接设备采用显示触摸屏进行人机对话,便于操作工人对其焊接参数的直接调整,采用双枪同时焊接提高了焊接的效率和焊接质量,同时该设备能够满足不同型号刀轴、刀座的焊接。整台设备运行稳定,自动化水平较高,制造及其维护简单,有利于提高应用企业的管理水平和效益,具有良好的应用前景。
[1]陈善本.焊接过程现代控制技术[M].哈尔滨:哈尔滨工业大学出版社,2001.
[2]曾乐.现代焊接技术手册[M].上海:上海科学技术出版社,1993.
[3]沈惠塘.焊接技术与高招[M].北京:机械工业出版社,2004.
[4]陈在平,赵相宾.可编程序控制器技术与应用系统设计[M].北京:机械工业出版社,2002.
[5]李明喜.旋耕机刀轴的优化设计[J].湖北汽车工业学院报,2001(3):27-29.
