CNTs/Al5083复合材料力学性能及增强机制
2015-11-30蔡晓兰余明俊张文忠
李 铮,蔡晓兰,周 蕾,易 峰,余明俊,张文忠,郭 鲤
(昆明理工大学 冶金与能源工程学院,昆明650093)
碳纳米管(Carbon Nanotubes,CNTs)具有低的热膨胀系数、高强度比、优异的热传导性和电导性能,是制备复合材料的理想纳米晶须增强体,对增强复合材料的力学性能以及电学性能具有很大的发展潜力[1,2]。CNTs增 强金属基复合材料(Metal Matrix Composites,MMCs)是近十年来研究的热点之一,尤其是在制备铝基复合材料中,所制备的CNTs/Al基体复合材料具有密度小、力学性能高等特点,成为CNTs-MMCs的研究重点[3-8]。在制备 CNTs/金属基复合材料过程中,提高CNTs在基体中的分散及其与金属基体的结合是关键。Kwon等[9]利用天然橡胶作为混合介质将CNTs分散在Al粉中;Liao等[10]用聚丙烯酸丁酯方法将CNTs覆盖在Al粉表面;He等[11]在Al粉中原位合成 CNTs;袁晓敏等[12]利用激光熔铸法制造出碳纳米管管增强铝基复合材料。然而,由于这些处理方法的过程较复杂,设备的成本较高等因素,限制了其应用。而利用球磨法改善CNTs分散性是最为广泛使用的方法,将球磨后的粉末进行热压烧结[3]或等离子烧结[4],然后,将成型的材料进行轧制[6]或是挤压[7,8],以增加材料的致密度以及改善CNTs在基体中的分散性。
本工作通过高能球磨制备出CNTs增强Al5083复合粉末。对不同球磨时间下复合粉体的微观结构与复合材料的力学性能进行了分析,并且对CNTs增强Al5083机理进行了研究。
1 实验
实验选用铝合金5083粉末(12.58μm,纯度为99.5%),成分(质量分数/%,下同)为4.5Mg,0.7Mn,0.1Cr,0.1Ti,0.1Zn,0.1Cu,其余为Al。5083合金抗拉强度约为270MPa,屈服强度约为110MPa。多壁碳纳米管(Multi-Walled Nanotubes,MWNT)为深圳纳米港提供,直径为40nm,长度为5~15μm。利用高能球磨(ZOZ,CM-01)制备出CNTs/Al5083复合粉体,CNTs加入量为3%,过程控制剂硬脂酸加入量为1%,复合粉末在球料比为20∶1保护下进行球磨。搅拌轴转速为1000r/min,分别球磨0.5,1.0,1.5,2.5,3.5h。球磨后的复合粉末经660MPa冷压、570℃烧结保温3h后,复合材料利用铝箔包覆冷轧2道次,总变形率为10%,冷轧后的样品在300℃下退火1h。
采用扫描电镜(SEM)观察球磨后的复合粉体和复合材料拉伸断口形貌;在透射电镜(TEM)中观察复合粉体微观结构的变化;利用拉曼光谱和XRD检测不同球磨时间下复合粉体无定型碳和复合材料Al4C3含量;在万能材料试验机上测试复合材料室温拉伸性能,试样标距为15mm,十字夹头移动速率为0.5mm/min;硬度在HV-100ZDT型维式硬度计上测定。
2 结果与分析
2.1 球磨中复合粉末及CNTs形貌演变
图1为不同球磨时间下CNTs/Al5083复合粉末的SEM图。可以看出,经过高能球磨后的复合粉末呈片状结构,造成此现象的主要原因是铝合金粉末具有良好的延展性,在高能球磨的过程中,由于磨球的强烈碰撞和撞击,铝合金粉发生塑性变形。图1(a)为球磨0.5h后复合粉末的SEM图。由于球磨时间短,CNTs基本上没有被切断破坏,多数CNTs缠结团聚在Al基体片状粉末之间,未形成与基体的良好结合;图1(b)为球磨1.5h后的SEM图。CNTs被切断变短,从原始5~15μm切到3~7μm长度,并且大部分的CNTs以单根形式存在,CNTs的团聚被打开,均匀地分散或被嵌入在铝基体中;图1(c)为球磨2.5h后的SEM图。CNTs在长时间的球磨中继续变短,平均长度达到1~2μm,并且观察到部分的CNTs一端嵌入在片状Al粉中,另一部分裸露在外。
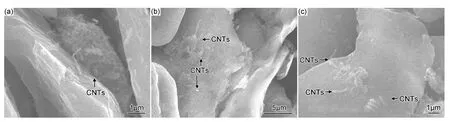
图1 不同球磨时间下 CNTs/Al5083复合粉末表面形貌(a)0.5h;(b)1.5h;(c)2.5hFig.1 Morphologies of CNTs/Al5083composite powders milled for 0.5h(a),1.5h(b)and 2.5h(c)
图2为不同球磨时间下CNTs/Al5083复合粉末TEM图。由图2(a)可知,CNTs在所团聚的地方被切断,其切断区域主要集中在Al基体边界及外部,这主要是因为在球磨过程中,CNTs会部分嵌入到铝基体中,而另一部分裸露在铝基体外部,由于CNTs的力学性能强于铝合金,同时,该铝合金具有良好的延展性能,在球磨过程中通过塑性变形来吸收磨球撞击的能量,因而使铝基体中的CNTs保持了较完整的结构,而裸露在Al基体外部的CNTs缺乏有效的保护,在磨球的撞击下发生弯曲破裂,并被切断,因此,CNTs的断口通常发生在Al基体外部。图2(b)中嵌入在Al粉中的CNTs保持了完整的结构,而裸露在外的部分,在球磨过程中被切断,其断口处的高分辨率透射电镜(HRTEM)如图2(c)所示。CNTs端口被打开,其断口处原子排列呈现阶梯状,并在断口边缘保持着CNTs独有的中空结构。图2(d)为球磨2.5h的复合粉末TEM图。CNTs的中空结构消失,其完整结构遭到破坏。图2(e)为2(d)图断口处的HRTEM图。断口呈非平齐状态,并且从断口中部到边缘石墨层数逐渐减小,其石墨层间距与理想石墨(002)晶面间距一致,约为0.34nm。CNTs表面缺陷增加,并且其断口处已经没有中空结构。图2(f)为球磨3.5h的复合粉末TEM图。CNTs在长时间的球磨中,其结构被完全破坏掉,CNTs石墨化,中空结构消失,其特有的层状结构也随之消失。
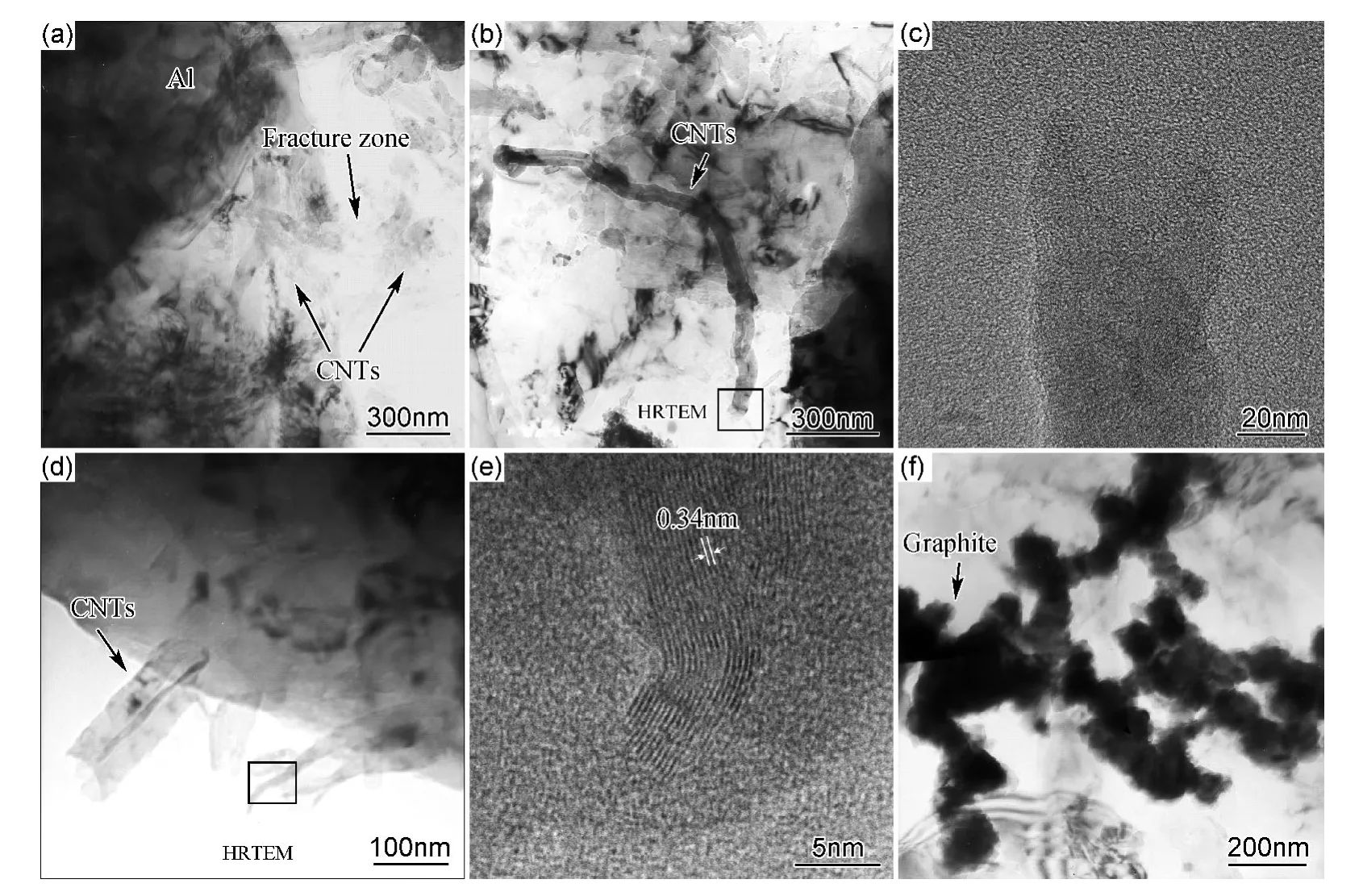
图2 不同球磨时间下CNTs/Al5083复合粉末微观结构(a)1h;(b)1.5h;(c)HRTEM 1.5h;(d)2.5h;(e)HRTEM 2.5h;(f)3.5h Fig.2 Microstructures of CNTs/Al5083composite powders milled for 1h(a),1.5h(b),HRTEM 1.5h(c),2.5h(d),HRTEM 2.5h(e)and 3.5h(f)
CNTs/Al5083复合粉末球磨过程演变示意图如图3所示。在球磨开始阶段,球形的Al粉在高能球磨的磨球碰撞和撞击下,变为片状结构,同时,球磨的碰撞也使CNTs部分嵌入到片状Al粉中,而另一部分裸露在Al粉外;继续球磨,嵌入到片状Al粉中的CNTs,由于Al粉的塑性变形,吸收了磨球撞击的能量,使CNTs结构保持完整,而裸露在外的CNTs因磨球的撞击而断裂变短,长径比变小,同时,团聚的CNTs被打开,CNTs均匀地分散在Al粉中。
图4为不同球磨时间下CNTs/Al5083复合粉末的拉曼光谱。在拉曼光谱中,位于1570~1600cm-1区域的峰为G峰,G峰起源于晶体碳,反映CNTs的有序度;而位于1340~1360cm-1区域的峰为D峰,D峰起源于非晶体碳,是CNTs中缺陷和无序度的反映。二者的比值IG/ID通常表示CNTs结构的变化,比值越大说明CNTs结构越完整,表面缺陷越少,石墨化程度越高。可以看出,随着球磨时间的增加,G峰逐渐变大,IG/ID的值逐渐变小,说明复合粉末中无定形碳含量逐渐增多,碳纳米管的石墨层结构遭到一定程度的破坏。
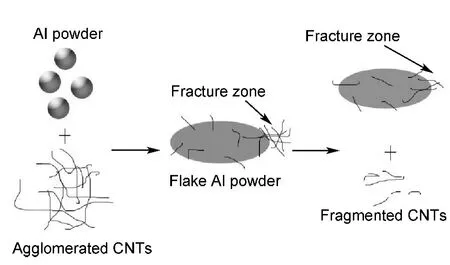
图3 CNTs/Al5083复合粉末球磨过程示意图Fig.3 Milling process diagram of CNTs/Al5083 composite powders
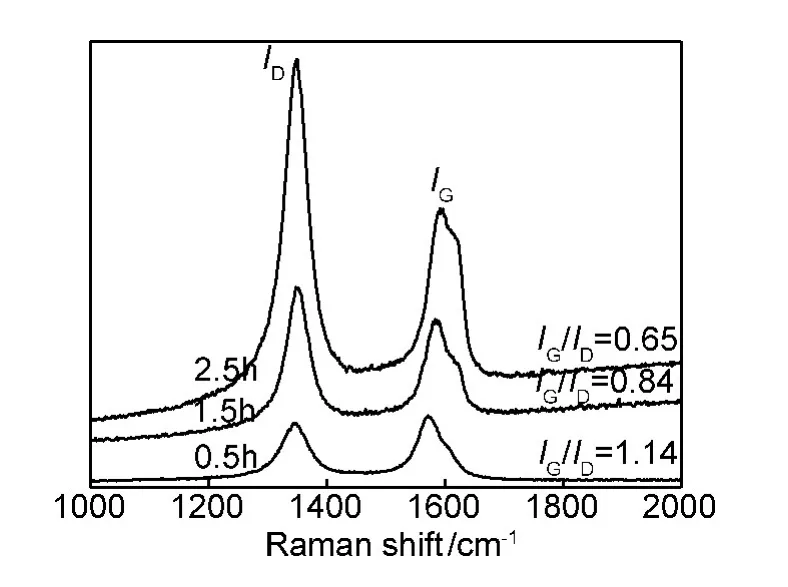
图4 不同球磨时间下CNTs/Al5083复合粉末的拉曼光谱Fig.4 Raman spectra of CNTs/Al5083composite powders
2.2 复合材料物相分析
图5为CNTs/Al5083复合材料退火后XRD图谱。可以发现,随着球磨时间的增加,退火后的复合材料中CNTs峰逐渐减弱,这是因为,随球磨时间的增加,CNTs结构被破坏,表面缺陷增加,同时,一部分转变为无定型碳,而完整结构的CNTs具有极高的化学稳定性,在烧结过程中,不易与铝反应,但是,球磨后CNTs表面的缺陷以及无定型碳容易跟铝反应生成Al4C3,导致了CNTs峰的强度减弱。复合材料的Al4C3峰随着球磨时间的延长逐渐明显和尖锐,说明球磨时间越长,CNTs被破坏的越严重,复合粉末中CNTs表面的缺陷以及无定型碳越多,生成的Al4C3也逐渐增多。铝碳反应生成的Al4C3能有效地改善铝和CNTs界面润湿性,有利于复合材料力学性能的提高,但是,铝基体中过量的Al4C3将导致材料的脆性增加,同时,过长的球磨时间会使CNTs石墨化,CNTs优异的力学性能消失,对复合材料的力学性能产生不利的影响。
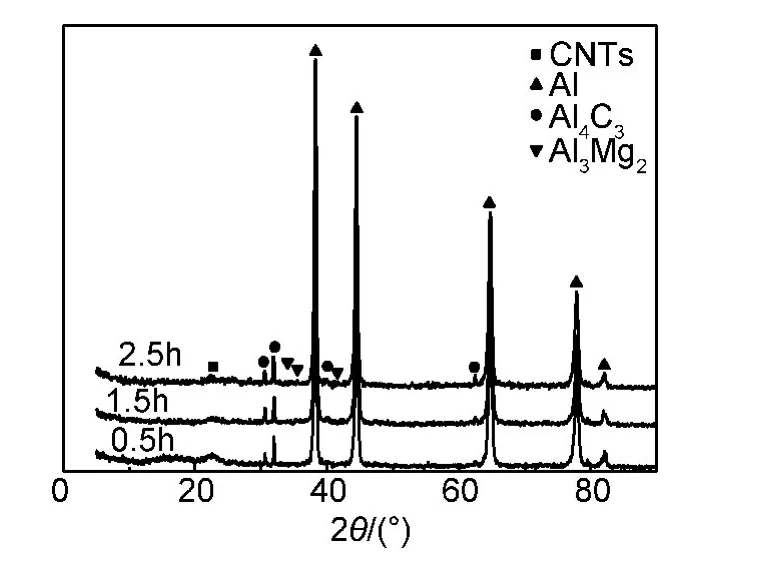
图5 CNTs/Al5083复合材料退火后XRD图谱Fig.5 XRD patterns of CNTs/Al5083composites after annealing
2.3 复合材料力学性能
球磨时间对CNTs/Al5083复合材料力学性能的影响如图6所示。可以看出,复合材料的断裂延伸率随着球磨时间的增加逐渐降低,这是因为复合材料中Al4C3的含量随着球磨时间延长而增加,Al4C3为脆性相,其含量过高使复合材料脆性增加,断裂延伸率降低。且随着球磨时间的延长,复合材料的抗拉强度和硬度逐渐增加。在球磨1.5h时,抗拉强度达到278MPa,屈服强度达到247MPa,硬度HV达到95。这是由于球磨时间的延长,复合粉体中CNTs被切断变短,团聚被打开,并均匀地分散或嵌入在铝基体中,使复合材料的力学性能增加;球磨2.5h时硬度HV达到160。因为此时生成较多的硬脆相Al4C3,所以复合材料的硬度高而抗拉强度差,但是,过长的球磨时间导致CNTs完整结构遭到破坏或石墨化,降低复合材料的力学性能。
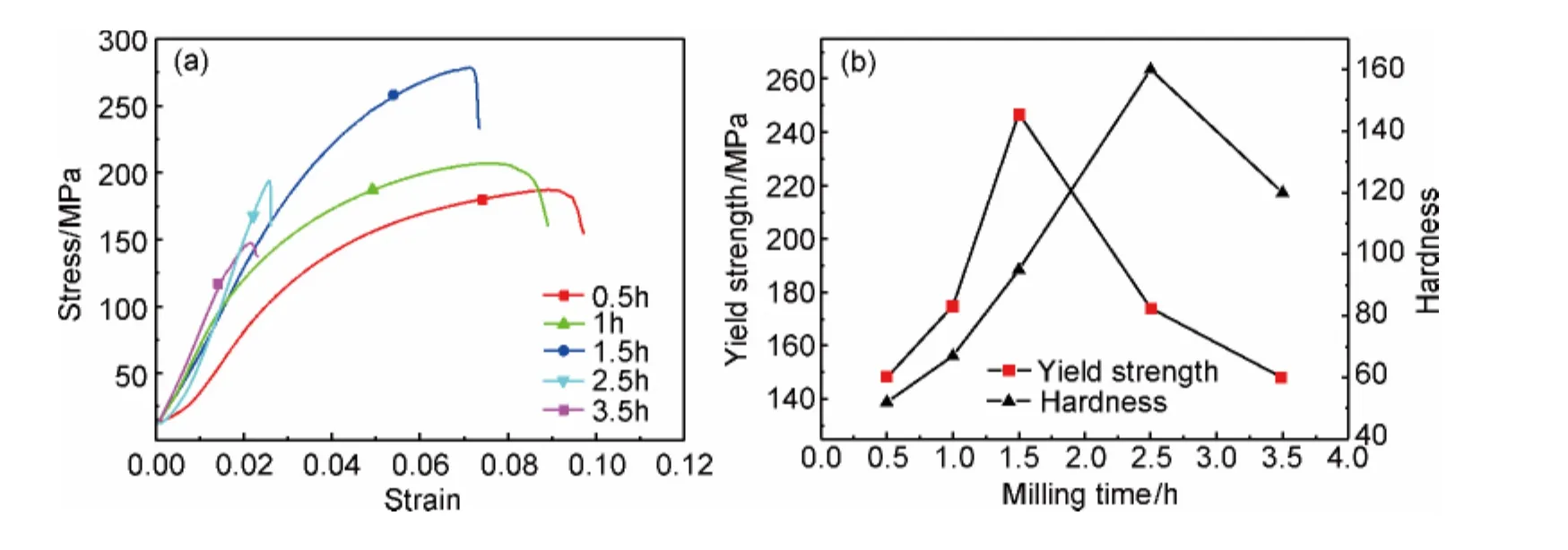
图6 球磨时间对CNTs/Al5083复合材料应力-应变(a),屈服强度和硬度(b)的影响Fig.6 Effect of milling time on stress-strain(a),yield strength and hardness(b)of CNTs/Al5083composites
2.4 复合材料断口分析
不同球磨时间下CNTs/Al5083复合材料室温拉伸断口形貌如图7所示。可以看出,断面由韧窝和基体撕裂的皱褶组成,韧窝是典型韧性断裂特征。随着球磨时间的延长,断口处的韧窝数量逐渐减少,复合材料特征由韧性断裂转变为脆性断裂。球磨1.5h下的高倍SEM观察如图7(d)所示,发现断口上存在被拉拔出来的CNTs,表明CNTs与铝基体之间有较强的界面结合力,在拉伸过程中起到了有效的承载作用。受到外力拉伸时,复合材料断裂分为两种形式:一种是基体受力产生塑性变形时,CNTs不会随基体变形,从而使CNTs与基体结合的地方产生小空穴,并且在外力的作用下逐渐长大,导致材料断裂失效,这种断裂属于韧性断裂;另一种断裂形式是由于复合材料中存在大量的Al4C3脆性相,拉伸过程中在Al4C3周围形成裂纹源,并向基体中扩散,从而使材料断裂失效,这属于脆性断裂。

图7 不同球磨时间下CNTs/Al5083复合材料断口分析(a)1h;(b)1.5h;(c)2.5h;(d)图7(b)的放大图Fig.7 Fracture analysis of CNTs/Al5083composites(a)1h;(b)1.5h;(c)2.5h;(d)magnification of fig.7(b)
2.5 CNTs增强机理探讨
对于CNTs增强金属基复合材料的机理研究主要有四类模型:热不匹配、剪切滞后、奥罗万循环和细晶强化。剪切滞后模型是基于外界应力,通过纤维与基体的界面切应力转移到纤维增强体上的机制建立的,通常用于短纤维增强体的复合材料,并且仅适用于纤维增强体的取向一定。但是,经过Bakshi等[13]研究证明,修正后的剪切滞后模型也能预测CNTs增强Al基复合材料的力学性能,例如Kelly-Tyson模型[14]以及经过修正的Halpin-Tsai模型[15]。奥罗万模型对于解释尺寸较小的增强体复合材料的强化机理十分重要,由于CNTs具有良好的力学性能以及纳米尺寸,奥罗万机制也是解释CNTs增强Al基复合材料的重要机理之一。由于本实验中CNTs均匀且随机地分布在金属基体中,并且复合材料在经过冷轧退火后,根据图5,采用Scherrer公式[16]计算出复合材料的晶粒大小,发现退火后复合材料的晶粒大小相差不大,因此,剪切滞后跟细晶强化模型并不适合该实验。
热不匹配模型是基体与增强体之间热膨胀系数存在较大差异,在成型过程中,将会在增强体与基体界面处产生加工硬化和高密度位错,从而使复合材料强度提高。CNTs的热膨胀系数(CTE)约为1×10-6K-1,然 而铝的热膨胀系数约为23.6×10-6K-1,CNTs/Al5083复合材料的屈服强度可利用式(1)计算[17]:

式中:α为常数,1.25;G为剪切模量,25.4GPa;ΔT为成型过程与拉伸测试之间的温度差,550K;ΔC为基体与增强体热膨胀系数之差;fv为增强体的体积分数(碳纳米管密度为2.1g/cm3);b为伯格斯矢量,0.286nm;df为增强体直径,40nm。
奥罗万强化机制是指基体中的位错运动在碰到增强体时,受到阻碍和塞积位错会绕过增强体继续向前运动,并在增强体周围留下位错环,位错弯曲将会增强晶格畸变能,增加位错运动的阻力,从而增强复合材料的强度。此机制下的屈服强度可用式(2)[18]预测:

式中:M为泰勒因子,3.06;v为泊松比,0.33;λ为基体中增强体间距
对于相同工艺,未加CNTs时Al5083基体的屈服强度为161MPa,利用热不匹配模型(式(1))和奥罗万模型(式(2))预测,在CNTs含量为3%时的屈服强度分别为361MPa和239MPa,利用热不匹配模型所预测的值远大于实验值247MPa,而奥罗万模型与实验所测得的值较为一致。说明高能球磨制备的CNTs增强Al5083复合材料强化机制符合奥罗万机制。
4 结论
(1)利用高能球磨制备CNTs/Al5083复合粉体时,机械力作用切断CNTs,使CNTs变短,从而改善CNTs的分散性并打开其断口,提高了复合材料的性能。但是,过长的球磨时间导致CNTs结构破坏,复合粉体中无定型碳增加,石墨化的趋势明显,对复合材料的性能产生不利的影响。
(2)复合粉体经过冷压、烧结、冷轧和退火成型后,复合材料在球磨1.5h下,抗拉强度和屈服强度分别达到278MPa和247MPa,断裂延伸率为0.07,硬度HV达到95。而在球磨2.5h下,复合材料硬度HV达到160。
(3)成型后的复合材料中形成Al4C3脆性相,随着球磨时间的延长,其含量增加,并且复合材料从韧性断裂向脆性断裂转变。在高倍SEM下观察到被拉拔出来的CNTs,表明CNTs与铝基体界面结合力强,在拉伸过程中起到了有效的承载作用。
(4)通过对热不匹配模型和奥罗万模型预测值与实验值的对比,发现CNTs增强Al5083复合材料符合奥罗万机制。
[1]PARK Y,CHO K,PARK I,et al.Fabrication and mechanical properties of magnesium matrix composite reinforced with Si coated carbon nanotubes[J].Procedia Engineering,2011,10:1446-1450.
[2]BERBER S,KWON Y K,TOMANEK D.Unusually high thermal conductivity of carbon nanotubes[J].Physical Review Letters,2000,84(20):4613-4614.
[3]ZHONG R,CONG H,HOU P.Fabrication of nano-Al based composites reinforced by single-walled carbon nanotubes[J].Carbon,2003,41(4):848-851.
[4]KWON H,ESTILI M,TAKAGI K,et al.Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites[J].Carbon,2009,47(3):570-577.
[5]LAHA T,KUCHIBHATLA S,SEAL S,et al.Interfacial phenomena in thermally sprayed multiwalled carbon nanotube reinforced aluminum nanocomposite[J].Acta Materialia,2007,55(3):1059-1066.
[6]CHOI H J,MIN B H,SHIN J H,et al.Strengthening in nanostructured 2024aluminum alloy and its composites containing carbon nanotubes[J].Composites Part A:Applied Science and Manufacturing,2011,42(10):1438-1444.
[7]SRIDHAR I,NARAYANAN K R.Processing and characteriza-tion of MWCNT reinforced aluminum matrix composites[J].Journal of Materials Science,2009,44(7):1750-1756.
[8]YOO S J,HAN S H,KIM W J.Strength and strain hardening of aluminum matrix composites with randomly dispersed nanometerlength fragmented carbon nanotubes[J].Scripta Materialia,2013,68(9):711-714.
[9]KWON H,ESTILI M,TAKAGI K,et al.Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites[J].Carbon,2009,47(3):570-577.
[10]LIAO J Z,TAN M J.Mixing of carbon nanotubes(CNTs)and aluminum powder for powder metallurgy use[J].Powder Technology,2011,208(1):42-48.
[11]HE C,ZHAO N,SHI C,et al.An approach to obtaining homogeneously dispersed carbon nanotubes in Al powders for preparing reinforced Al-matrix composites[J].Advanced Materials,2007,19(8):1128-1132.
[12]袁晓敏,严家武,何宜柱.激光熔铸多壁碳纳米管增强铝基复合材料[J].焊接学报,2006,27(6):17-20.YUAN Xiao-min,YAN Jia-wu,HE Yi-zhu.Multi-walled carbon nanotubes reinforced aluminum matrix composites prepared by laser casting[J].Transactions of the China Welding Institution,2006,27(6):17-20.
[13]BAKSHI S R,SINGH V,SEAL S,et al.Aluminum composite reinforced with multiwalled carbon nanotubes from plasma spraying of spray dried powders[J].Surface & Coatings Technology,2009,203(10):1544-1554.
[14]LIAO J Z,TAN M J,SANTOSO A.High strength aluminum nanocomposites reinforced with multi-walled carbon nanotubes[J].Advanced Materials Research,2011,311:80-83.
[15]SUL I H,YOUN J R,SONG Y S.Quantitative dispersion evaluation of carbon nanotubes using a new analysis protocol[J].Carbon,2011,49(4):1473-1478.
[16]MORSI K,ESAWI A,BORAH P,et al.Characterization and spark plasma sintering of mechanically milled aluminium-carbon nanotube(CNT)composite powders[J].Journal of Composite Materials,2010,44(16):1991-2003.
[17]KIM W J,YU Y J.The effect of the addition of multi-walled carbon nanotubes on the uniform distribution of TiC nanoparticles in aluminum nanocomposites[J].Scripta Materialia,2014,72:25-28.
[18]AIKIN R M Jr,CHRISTODOULOU L.The role of equiaxed particles on the yield stress of composites[J].Scripta Metallurgica et Materialia,1991,25(1):9-14.
