基于FANUC的数控车床电动四方刀架电气故障诊断研究
2015-11-29杨丁刘帅
杨丁,刘帅
(四川职业技术学院机械工程系,四川遂宁629000)
基于FANUC的数控车床电动四方刀架电气故障诊断研究
杨丁,刘帅
(四川职业技术学院机械工程系,四川遂宁629000)
结合我单位CKA6132数控车床的实际维修经验,分析了数控车床电动四方刀架的工作原理和使用过程中出现的故障,提出了基于FANUCPMC信号追踪和PMC程序改进的故障诊断与维修方法,为类似刀架电气故障的诊断与维修提供了更高效、方便、快捷的参考.
FANUC;电动刀架;PMC;故障;维修
经济型数控车床是目前国内使用量最大,覆盖面最广的一种数控机床,这类机床多配置结构简单、使用方便、维护成本低、通用性强的电动四方刀架作为其换刀系统[1].通过大量的维修实践表明,刀架故障是数控车床最常见的故障之一,约占数控车床故障的半数以上.同时,电动刀架的正常运转直接影响到机床的加工效率和稳定性,一旦出现故障,轻则机床不能加工工件,重则造成工件废品甚至出现重大安全事故.因此,当电动刀架出现故障时,能够准确迅速地排除故障显得尤为重要.
1 电动四方刀架的结构及其控制原理
1.1 机械结构
目前,电动四方刀架虽然品牌和型号繁多,但是控制原理却基本相同,机械结构也基本类似,主要由电动机、蜗轮蜗杆换刀机构、霍尔元件发信盘等组成,其机械结构实际是一种蜗轮蜗杆减速器,可以实现减速及增大输出转矩的目的.刀架结构简图如图1.

图1 电动四方刀架结构简图
1.2 电气原理
在F A N U C数控车床中电动四方刀架的动作是通过P M C控制来实现的,并由发信盘作为刀位号检测元件,见图2.发信盘是固定在刀架内部中心固定轴上由尼龙材料作为封装的圆盘部件,发信盘的内部设有四个霍尔元件,分别对应刀具号T1~T4.当数控车床需要换刀时,由数控系统执行T代码指令,并将其刀位信号F26和选通信号F7.3发送给P M C,然后P M C对刀位信号进行译码、比较判断,然后再输出电动机的正转控制信号[2].
四方刀架的上刀体开始旋转换刀,同时也带动固定在刀架上的磁钢旋转,当磁钢转到与发信盘内部某一霍尔元件相对时,发信盘就将这个信号发给P M C,P M C再输出电动机的反转控制信号,这时四方刀架再通过其机械结构完成定位和锁紧等功能.

图2 电动四方刀架发信盘与磁钢的结构
在换刀时P M C输出Y2.5高电平信号,中间继电器K A5得电,于是接触器KM2线圈通电,电动机正转。当刀架转动到T1~T4的某刀位时,该刀位上霍尔元件向数控系统输入低电平,而其他刀位霍尔元件输入高电平,通过分线器模块送给数控系统的P M C。当刀架转到所选刀号时P M C输出Y2.6高电平信号,中间继电器K A6得电,于是接触器KM3线圈通电,电动机反转。电动四方刀架的电气控制原理见图3。

图3 电动四方刀架的电气控制原理图
1.3 PMC控制原理
在P M C接收到C N C发出的换刀指令后,首先对当前刀号与指令刀号进行比较,如果二者不相同,则进行换刀操作[3]。在刀架转动过程中,发信盘的4个霍尔元件不断检测刀架的位置并向P M C反馈刀位信号。P M C实时地将反馈刀位信号(当前刀位信号)与指令刀位(需换刀刀位)相比较,当两信号相同时,说明刀架已在所选刀位,则发出反转信号,否则继续正转,电动四方刀架的P M C控制框图如图4。
2 电动四方刀架的故障诊断与维修
2.1 电动四方刀架的故障种类
从前面的分析可以看出,电动四方刀架的故障主要分为两类:一是机械故障,二是电气故障。对于机械故障的诊断一般比较简单,机械故障一般多为卡死或锁不紧等现象,可以使用内六角扳手转动蜗杆端部的一个6mm内六角孔,手动进行转位和锁紧测试,若存在故障只需更换或修配相应零部件即可。从实际经验看电动四方刀架的电气故障占绝大多数,例如常见的故障表现有:①某一把(或几把)刀找不到刀位,刀架转动不停;②刀架不转动;③刀

图4 电动四方刀架的PMC控制框图
架不反转锁紧;④刀位号不正确;⑤其它。
2.2 FANUCPMC信号追踪功能
F A N U CP M C信号追踪功能可以对设定的信号进行实时监控,便于掌控信号的瞬间变化和信号与信号之间的相互关系。追踪的结果作为信号的时间表显示,同时动态显示信号采样波形,追踪点最多32点,采样分辨率可精确到8ms。对于辅助诊断疑难故障十分方便。F A N U CP M C信号追踪画面如图5。
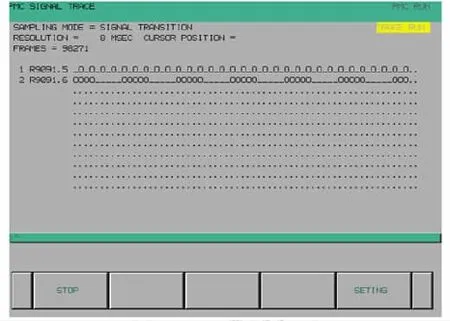
图5 FANUCPMC信号追踪画面
2.3 刀架常转不停故障分析与处理
2.3.1 故障现象
M DI或A UT O方式执行程序更换任何一把刀具时,刀架均一直转动不停,找不到刀位号。
2.3.2 故障诊断
调出P M C程序信号追踪画面,设定刀架正转(Y2.5)、刀架反转(Y2.6)、T1~T4检测(X4.6、X4.7、X5.0、X5.1)为监控信号。
通过对换刀信号的监控,发现刀架在转动过程中,刀架正转输出继电器Y2.5一直有输出,刀位号T2的输出信号X4.7一直输出“1”,而T1、T3、T4的输出信号X4.6、X5.0、X5.1会随着刀架的转动而出现周期性到位信号“0”。由此判断可能是T2刀位检测信号线路或霍尔元件出了问题,将T2刀位号的信号线直接与“0V”短接,发现信号追踪画面的X4.7发生了变化,由此可判断线路不存在故障,而是霍尔元件出了问题,它的T2刀位无法输出状态“0”。
2.3.3 故障处理
上述故障在没有霍尔元件及时更换时,可以通过改进P M C程序对T2号刀进行屏蔽。调出P M C程序进行分析,发现刀位检测使用了P M C的负逻辑信号,T1~T4换刀到位的检测信号地址状态如表1所示。原P M C梯形程序如图6所示。
为了实现所需功能,通过增加P M C的K1.1~K1.4参数来设定需要屏蔽的刀位号。改进后,如果T1~T4的某刀位检测元件出现故障,只需要将与之对应的P M C参数K1.1~K1.4的某位设置为“1”即可,改进后的梯形图程序如图7。

表1 换刀到位的检测信号地址状态

图6 原PMC梯形图程序

图7 改进后的PMC梯形图程序
2.3.4 试验结果
将P M C参数中的K1.2设置为“1”,然后分别在M DI与A UT O方式下执行T1、T3、T4刀位的换刀程序,四方刀架工作恢复正常,达到预期目的。
3 结束语
本文分析了数控车床电动四方刀架的结构和控制原理,介绍了一种电动四方刀架故障诊断与维修的新的方法,通过对P M C程序的改进优化,使得某个刀位检测信号出现故障时可以很方便地对其进行单独屏蔽,从而不影响其他刀位的正常工作。该方法经过反复验证,效果非常良好,为类似问题的解决提供了更高效、方便、快捷的参考。
[1]刘安宁,王晓东.数控车床四工位电动刀架的故障分析及维修[J].拖拉机与农用运输车,2011,(6):78-79.
[2]北京F A N U C公司.F A N U CP M C梯形图语言编程说明书[E B/O L]. http://www.docin.com/p-286899832.html.
[3]喻步贤.数控车床的电动刀架故障诊断与维修[J].机床与液压,2013,(11):160-162.
TheResearchon FaultDiagnosisofElectrical4-position TurretofNCLatheBasedon FANUCSystem
Y A N G D ing,L I U S huai
(S ichuan Vocational and Technical C ol lege,S uining S ichuan 629000)
A ccording to the practical repair e x perienceof C K A6132N C lathe,the principleof operation and faul t of the elect rical 4-position turret of N C lathe have been analy z ed,and themethod of faul t diagnosis and repair to improve the P M C programbased on F A N U CP M C signal t racing has been proposed.I t hasgreat reference value to the faul t diagnosis and repair of identical or simi lar elect rical tur ret.
F A N U C;E lect rical Tur ret;P M C;F aul t;R epair
TG519.1
A
1672-2094(2015)03-0159-04
责任编辑:张隆辉
2015-05-05
杨丁(1975-),男,四川遂宁人,四川职业技术学院副教授,硕士.研究方向:数控技术、CA D/CA M.
