加氢装置碳四进料线弯头泄漏及对策
2015-11-29冯忠亮
葛 晶,冯忠亮,郝 南
(1.中国石油大庆石化公司化工一厂,黑龙江 大庆 163714;2.中国石油大庆石化公司化工二厂,黑龙江 大庆 163714)
某石化公司一套加氢装置于1986 年6 月建成投产。某一天,装置操作人员在巡检中发现C4进料线调节阀与原料汽化罐之间管线弯头及管托处保温铁皮外附着白霜,初步判断为混合C4 泄漏,停止装置进料,管线泄压后拆开保温检查确认是弯头处发生泄漏。针对此次泄漏进行了分析,并确定了解决方案。
1 管线基本情况
该管线级别为GC2,管内介质为混合C4,于1986 年6 月原始开工投用至今。查看PI 图和原始资料该管线原设计没有保温,是1988 年12 月份增加的保温,增加保温原因是由于当时装置开停工频繁,由于C4 中含水,冬季停工时,管线挂蜡、冻凝,需要进行蒸汽吹通,裸管吹通较困难,故增加保温。管线基本参数及工艺条件见表1。
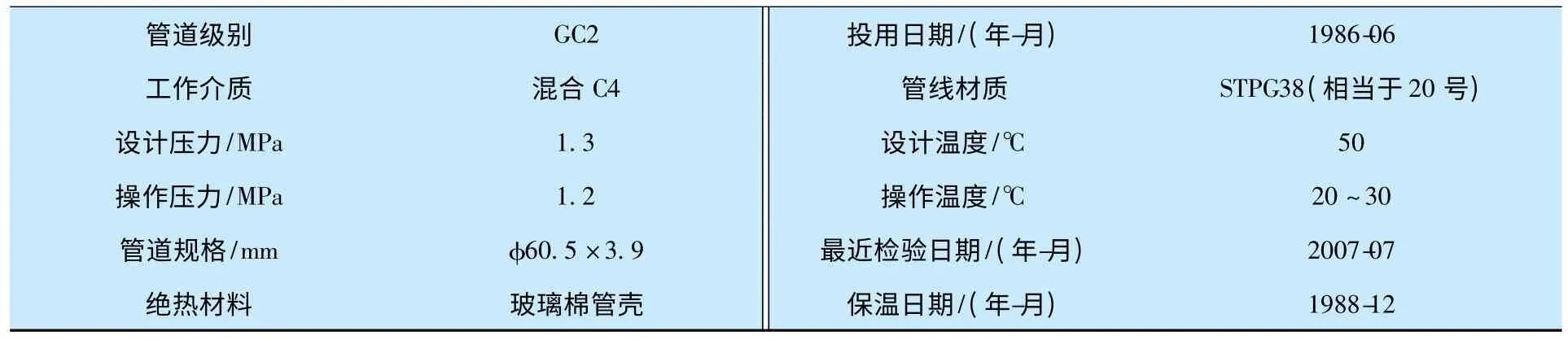
表1 混合C4 线基本参数及工艺条件
2 泄漏原因分析
2.1 管线宏观检查分析
由图1 泄漏管线整体形态可以看出,管线的弯头和立管段200 mm 长度部分的外壁均发生了严重腐蚀,水平管段靠近弯头侧400 mm 长度部分的外壁也发生了严重腐蚀,其余水平管段的外壁未发现严重腐蚀迹象。由图2 和图3 可以看出,未腐蚀管段基本完好,外壁表面只有轻微的锈蚀,壁厚减薄量极小。而严重腐蚀管段的外壁布满了腐蚀麻坑,麻坑大小为5~10 mm,造成壁厚减薄量很大。由图4 和图5 可以看出,整个弯头腐蚀严重,外壁布满了腐蚀麻坑,有多个泄漏点,泄漏点位于弯头外侧区域,泄漏小孔较小,约为2~5 mm。为了测量弯头壁厚的减薄量,切取弯头截面,参见图6。可以看出弯头外壁的腐蚀麻坑造成壁厚减薄量很大,麻坑底部的壁厚小于1 mm。由图7 管线内壁形态可以看出,管线的内壁基本未发生腐蚀减薄。

图1 泄漏管线(直管段+弯头)

图2 直管段外壁腐蚀区域

图3 直管段外壁未腐蚀区域

图4 弯头外壁腐蚀形态
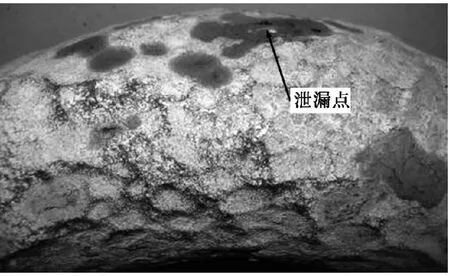
图5 弯头外壁腐蚀泄漏点

图6 弯头壁厚截面形态

图7 管线内壁形态
2.2 管线外壁腐蚀检测分析
由图8 和图9 外壁腐蚀表面的成分分析谱图可以看出,管体外壁腐蚀表面只含有O 和Fe 元素,未发现S 和Cl 等元素存在的迹象,这说明管体外壁只发生了O 元素导致的氧化腐蚀[1]。
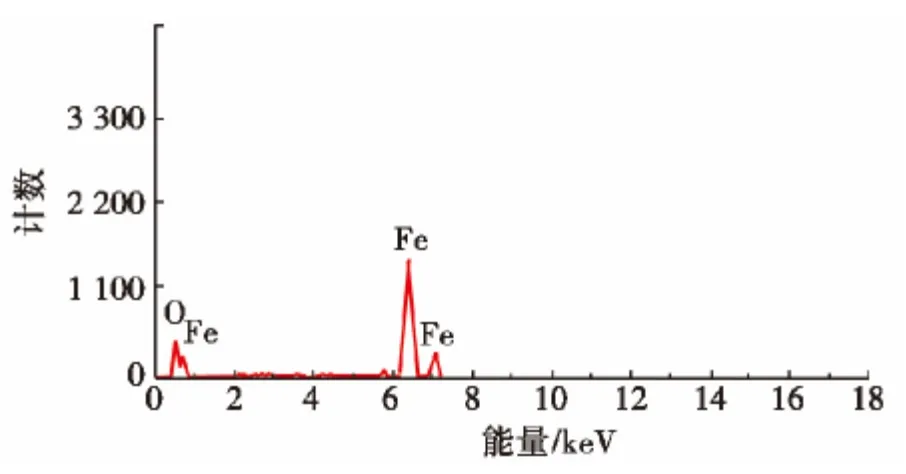
图8 直管段外壁腐蚀表面的成分谱图
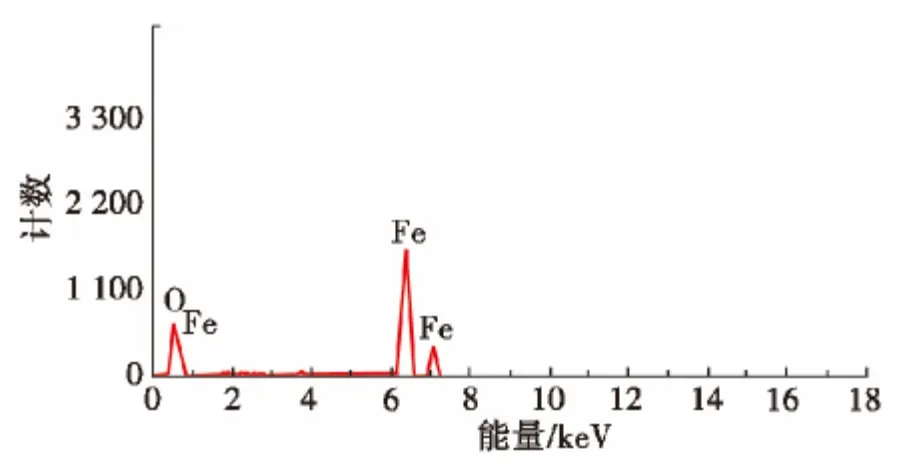
图9 弯头外壁腐蚀表面的成分谱图
2.3 管体金相组织检测分析
由图10 至图12 金相组织图片可以看出,直管段和弯头的金相组织均相同,均为珠光体+铁素体,属于20 号钢常规正火组织。管体的金相组织正常,晶粒度评定等级为7~8 级,未发现粗大组织、非金属夹杂物、异常组织,也未发现沿晶腐蚀的迹象。

图10 立管段管体的金相组织
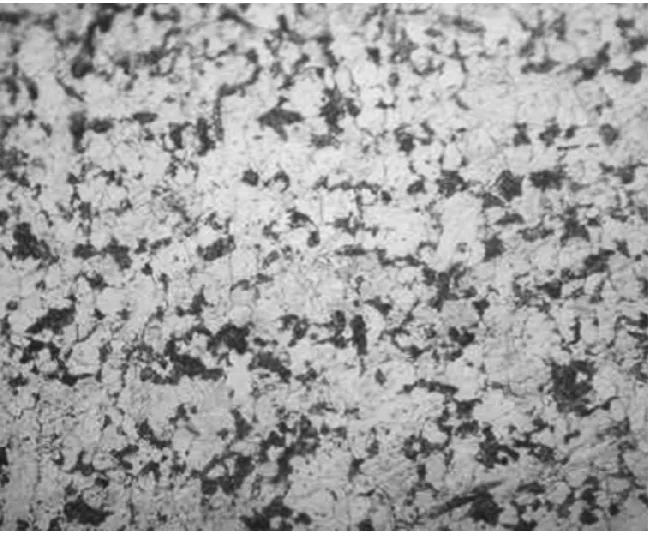
图11 水平管段管体的金相组织
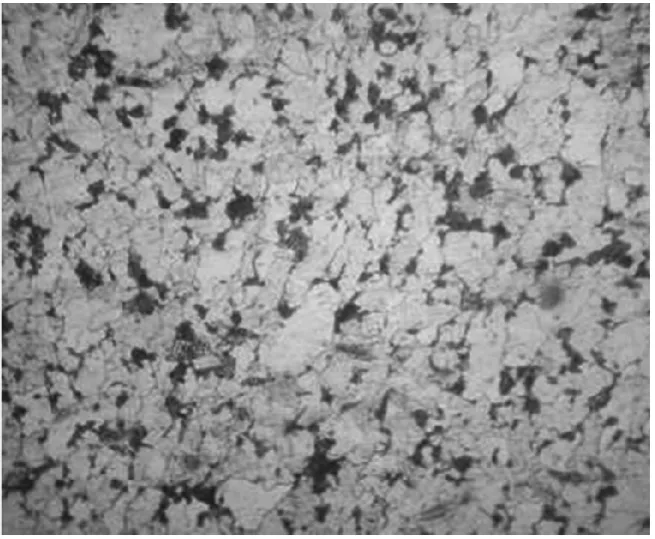
图12 弯头管体的金相组织
2.4 管线泄漏原因分析
根据以上检测分析结果可以确定,混合C4工艺管线的泄漏是由于管体外壁发生了大面积腐蚀,造成管壁严重减薄,最终导致泄漏。
管线外壁腐蚀的性质为金属在酸性很弱或中性溶液里的电化学腐蚀,具体为碳钢在水中最常发生的吸氧腐蚀[2]。其电极反应如下:


图13 泄漏管线布局示意
根据泄漏管线现场布局图(参见图13)可以看出,C4 进料管线竖向穿过BV-103 平台,平台下0.5 m 左右,由弯头(泄漏)变为水平方向,潮湿环境形成的主要原因是BV-103 平台雨水,通过该管线口下流到弯头保温铁皮上,由于弯头保温铁皮咬口较多且经较长时间使用,咬口防水性变差,雨水通过弯头保温铁皮咬口渗入保温材料玻璃棉管壳的玻璃棉中,又由于该管线内介质温度较低(20~30 ℃),再加上玻璃棉管壳外部保温铁皮保护作用使得玻璃棉中雨水很难挥发,这部分保温层既含水又含空气,形成富含氧的水溶液,与管线金属表面接触,构成电化学反应的原电池,造成管线外壁逐渐腐蚀,经过长期的腐蚀作用,最终导致管线泄漏。
3 解决方案
(1)装置已经将此段管线及弯头进行更换,并将管线穿越平台位置的钢板扩孔,避免雨水积留,渗入保温棉;
(2)深入贯彻包区包机检查制度,加大隐患排查力度,做好三级巡检,将隐患控制在萌芽状态。
(3)开展专项排查,发现问题及时处理,避免同类问题的再次发生。
(4)结合装置实际,科学选择理化检验检测点,既要考虑管线内部的冲刷、腐蚀因素,又要考虑管线外部的腐蚀环境的影响,使理化检验更具有代表性。
(5)结合本次C4 线的泄漏情况,将存在腐蚀迹象的管线列入大检修计划进行整改,从根本上解决现场存在的安全隐患。
4 结束语
通过上述从宏观检查、腐蚀产物检测、金相组织检测三方面进行的效分析,得出了管线外壁在潮湿环境中因吸氧腐蚀造成管壁严重减薄,最终导致泄漏的结论。在大检修期间,装置对类似部位的80 多处管线、弯头进行检查,发现有不同程度的腐蚀情况,其中有12 处严重,车间对这12 处进行了更换,并对其他部位进行了防腐处理,并将对应位置的平台钢板扩孔,重新更换保温,彻底解决了该类问题,消除了隐患,目前这80 多处管线运行良好,保证了装置的安全平稳运行。
[1]梁成浩,李淑英.稳定塔顶冷却器腐蚀失效分析和防护措施[J].石油化工设备技术,2000,21(3):47-55.
[2]卢绮敏.石油工业中的腐蚀与防护.中国腐蚀与防护学会[M].北京:化学工业出版社,2001,10(1):136-141.
