基于椭圆规的压力容器椭圆形封头检验仪器
2015-11-26李培中冯明光赵西城烟台市特种设备检验研究院烟台265508
张 李培中 冯明光 赵西城(烟台市特种设备检验研究院 烟台 265508)
基于椭圆规的压力容器椭圆形封头检验仪器
本文论述并设计了一种基于椭圆规原理的,能够应用于检验压力容器椭圆形封头内表面是否合格的检验仪器。本设计基于精简后的滑块式椭圆规作为机械运动基础,检验触头采用高灵敏度的直线位移传感器,能够检测出椭圆形封头内表面脱离椭圆轨迹的缺陷位置及缺陷程度,并以电信号的形式表现出来。
压力容器 椭圆形封头 椭圆规 检测仪器
1 设计背景
封头是压力容器不可或缺的重要构件。封头的种类很多,按照形状可分为椭圆形封头、碟形封头、球冠形封头、半球形封头、平底形封头和锥形封头等。各类型封头的尺寸、内表面积、容积、质量以及总高度(总深度)[1]能否满足相关标准中的规定,不但关系到压力容器的整体质量,而且也关系到后期的使用过程中,工业生产的安全运行。因此,做好对压力容器封头的成品检验,是保证压力容器质量的必要前期工作。
由于椭圆形封头曲率是连续的,因而其应力也是连续的,应力分布仅次于半球形封头,比碟形和平盖形以及其它类型的封头都要好。而且椭圆形封头的深度较浅,整体冲压时的工艺较球形封头容易,因此是压力容器制作当中最为常用的一种封头。椭圆形封头在加工制造完成之后,如何能够更有效地检验椭圆形封头是否满足相关标准的规定,是生产企业提高检验效率、提高封头质量的重要环节。依照GB/T 25198—2010《压力容器封头》中附录E,判断一个成品椭圆形封头的质量,可以从公称直径DN、总深度H、内表面积A、容积V四个参数进行测量,但是按照现有的技术手段,显然去测量成品封头的内表面积A、容积V是不容易实现的。因此,椭圆曲率的测量成为了判定椭圆形封头是否合格的最有效的标准。
通过总结发现,在历年的标准:JB/T 4737—1995《椭圆形封头》、JB/T 4746—2002《钢制压力容器用封头》以及最新的GB/T 25198—2010《压力容器封头》中,关于封头“制造、检验与验收”环节,一直采用的是样板比对的方法来判断椭圆形封头的内表面是否符合标准椭圆的曲率[2,3]。文中6.3.8规定:整板成形及先拼板后成形的凸形封头,成形后按封头标准断面形状线向内缩进一定尺寸(视封头大小而定,以不影响测量形状公差为宜)作为间隙样板轮廓线[4],如图1所示。检查时应使样板垂直于待测表面。样板与封头内表面间的最大间隙:外凸不得大于1.25%Di;内凹不得大于0.625%Di。如图1所示。样板比对虽然简单易用,但是对于公差取数的工作依然繁琐。而且还要考虑椭圆形封头样板保存与磨损的问题。
图 1 凸形封头断面形状公差间隙样板检查图
本设计意在设计一种椭圆形曲率的检验仪器,能够根据待检验的椭圆形封头的规格,通过调整仪器的尺寸,从而实现对各种椭圆形封头的检验。同时,随着仪器基于椭圆规原理的机械运动,仪器上的高灵敏度的直线位移传感器,能够把椭圆形封头内表面的实时情况,外凸内凹的程度通过波形显示或者数字显示反馈给操作人员,实现检验精度与效率的提高。从而有效保证压力容器椭圆形封头的质量。
2 总体构架
3 机械构架的实现
本设计的机械运动构架思路来源于椭圆规。目前椭圆规主要分为两种,第一种是新型椭圆规,第二种是传统椭圆规。新型椭圆规一直在随着学者的研究不断的进行创新,像行星式椭圆规和连杆滑块式椭圆规,都是比较新型的椭圆规。传统椭圆规出现的最早,其机械结构简单、使用方便等优点,使得传统椭圆规依然是应用在工业中最普及的[5]。
传统椭圆规在十字形纵横滑槽上各装有一个活动滑块。两个滑块上面共同固定着一根旋杆。旋杆与纵横两个滑块连成一体。移动滑块,其上面的旋杆能做360°的旋动,从而画出符合椭圆方程的椭圆。传统椭圆规见图2。
图2 传统椭圆规
按照传统椭圆规旋杆最外延的运动轨迹,可以建立椭圆规的数学模型见图3。

图3 传统椭圆规数学模型
见图3,滑动点A和B在虚线圆的竖直方向与水平方向的直径上移动。P、B、A是刚性旋杆上的三点,并且P、B、A相对于旋杆永远为固定点。随着A、B滑动点的移动,将看到点P的轨迹是一个椭圆。其长半轴为PA,短半轴为PB。假设PA=a,PB=b,和t=∠ABO(O为直角坐标系原点),以十字形构建直角坐标系。则点P的坐标是(a×cost,b×sint)。而标准的椭圆方程是:将点P的坐标带入标准椭圆方程中完全满足。因此,该椭圆轨迹是以2a和2b为轴心的标准椭圆。同样,假设调节P点与B点的位置,就可以得到长轴与短轴不同的椭圆,十分灵活[6]。
而在工业生产检验的过程中,椭圆形封头是一个半椭圆形状,因此只需要椭圆轨迹滑动半个椭圆即可完成对椭圆形封头的检验。根据上述对于椭圆形封头截面检验需要的分析,可以得到精简后的椭圆规是一种倒置T形的滑块轨道结构,它的长轴是完整的,而短轴仅需要上半轴来完成下半周椭圆的轨迹检测。考虑到椭圆规滑块的位置必须在轴线上,而且不能影响传感器的安装。设计了图4所示的T形椭圆规。图中所标注的PBA三点,表示由传统椭圆规数学模型中映射的三个点。
从设计模型上来看,目前所设计的倒置T形椭圆规,在截面线上安装位移传感器之后,椭圆轨迹长轴的两个末端,肯定会存在一个角度的盲区是无法检测到的。这是由于在设计的时候,为了保证滑块能够完整地在长轴线上水平移动,滑块轨道占用了一部分的椭圆轨迹所造成的。
在实际椭圆形封头的检验中,椭圆形的封头都存在有一个直边高度,我们可以在设计的过程中利用和这块直边高度,使T形椭圆规的长轴轨道向上平移到封头的直边区域,这样既有利于T形椭圆规的固定,又能够保证待检椭圆轨迹的完整性。通过上述分析,我们便可以将长轴线上的水平滑块改制成偏心滑块。为了填补平移和偏心造成的误差,需要将垂直方向的滑块轨道向下延长半个滑块外加偏心的长度,从而保证了椭圆轨迹检测时,可以从长轴的末端开始检验。见图5。
2014年对所有烧损部位进行了更换和维修,但在后期的生产中烧损现象未得到改善,造成维修费用高。为了有效解决高温烟气烧损钢件的问题、保证锅炉的平稳运行,特进行此次改造。
图4 设计T形椭圆规模型
需说明,精简后的椭圆规滑块轨道的设计,应该采用一种可以按照需求长度来拼接的形式。按照最新的GB/T 25198—2010《压力容器封头》中对于标准椭圆形封头的公称直径的规定,公称直径范围在300mm~1000mm范围内的椭圆形封头,其标准尺寸的间隔为50mm;而公称直径范围在1000mm~6000mm范围内的椭圆形封头,其标准尺寸的间隔为100mm。因此,这里的这种倒置T形椭圆规设计需要分成几个系列,来完成不同规格的椭圆形封头的检验。最小的椭圆规就应该是公称直径为300mm的规格。
图4中红色规尺采用了与滑块轨道相同的分系列设计理念,只要规尺能够满足椭圆轨迹的测量需要,就不需要更换更长的规尺。另外,红色规尺中间也设置了贯穿性的纵向凹槽,以便检测人员能够方便地调整短轴PB、长轴PA的长度,实现单一椭圆规在任意椭圆比例下都能使用。本设计在建立模型的时候,都没有考虑椭圆规的组装问题,仅仅为检验仪器提供完备的设计思路。机械组装的设计将在后面的部分进行说明。

图5 偏心滑块T形椭圆规模型
截至上文,椭圆形封头截面检验仪器的机械构架已经基本完成。图5的所示的机械设计能够实现了整条椭圆轨迹的检测。完成仪器本体的设计,剩下的就是如何固定在椭圆形封头上,来进行椭圆轨迹的检验。这里采用的是U形卡加顶丝的结构。U形卡的中间间隙取决于整个待测封头所采用的钢板的厚度,而U形卡的高度则取决于待测封头直边的高度。U形卡位于封头外部的面上开有两个内螺纹孔,用于将顶丝旋入螺纹固定U形卡,保证U形卡以及T形椭圆规与椭圆形封头之间的相对固定性;U形卡位于封头内部的面上开有穿透性的凹槽,意在能将U形卡固定于封头直边之后,用于插入T形椭圆规的长轴末端,并达到了拆卸方便的目的。为了保证椭圆规相对于封头截面的垂直性,特地在凹槽下增加了椭圆规的承载沿。具体效果见图6。需要说明的是,U形卡将依照标准文件的规定,制作成各种不同规格,以适应不同批次封头的直边高度。
图6 椭圆规固定卡模型
椭圆形封头截面检验设备的机械构架,必须有足够的强度,能够承载自身的重量。应该采用硬度高、抗磨损的材料进行加工。不锈钢或者铝合金材料可以在考虑范围之内。制造滑块的材料必须是抗磨损的。在后期的改进中,可以将滑块的滑动改进为滚动来减少摩擦与损耗。
4 电气构架的实现
在拥有了椭圆规的机械保证前提下,标准的椭圆轨迹就能够得到保证。剩下的重点就是采集并且记录待检椭圆形封头内表面与标准椭圆轨迹的偏差。本设计所采用的解决方案为直线位移传感器外加数字显示屏。直线位移传感器能够精确的检测到偏移量,而数字显示器能够实时地、直观地显示椭圆形封头截面的实际轨迹。通过对检测信号的控制判断,可以在偏移量超出标准允许的范围外时,发出报警。这里对数字显示器的选取意象,应该是趋向于手持式的移动终端。
在生产过程中,位移的测量一般分为测量实物尺寸和机械位移两种。其中,机械位移包括线位移和角位移。而按照被测变量变换的形式不同,位移传感器可分为模拟式和数字式两种。模拟式又可分为物性型(如自发电式)和结构型两种。常用位移传感器以模拟式结构型居多,包括电位器式位移传感器、电感式位移传感器(见电感式传感器)、自整角机、电容式位移传感器(见电容式传感器)、电涡流式位移传感器(见电涡流式传感器)、霍尔式位移传感器等。数字式位移传感器的一个重要优点是便于将信号直接送入计算机系统(见数字式传感器)。这种传感器发展迅速,应用日益广泛(见感应同步器、码盘、光栅式传感器、磁栅式传感器)[7]。
在本设计中所采用的是直线位移传感器。下面来分析一下几类常用的直线位移传感器的优缺点以及使用的场合。
1)电位器式直线位移传感器。它通过电位器元件将机械位移转换成与之成线性或任意函数关系的电阻或电压输出。电位器式位移传感器的可动电刷与被测物体相连。物体的位移引起电位器移动端的电阻变化。阻值的变化量反映了位移的量值,阻值的增加还是减小则表明了位移的方向。通常在电位器上通以电源电压,然后再把电阻变化转换为电压输出。电位器式传感器的另一个主要缺点是易磨损。它的优点是:结构简单,输出信号大,使用方便,价格低廉。
2)霍耳式位移传感器的惯性小、频响高、工作可靠、寿命长,因此常用于将各种非电量转换成位移后再进行测量的场合。
3)光电式位移传感器常用于连续测量线材直径或在带材边缘位置控制系统中用作边缘位置传感器。
最简易的直线位移传感器也叫电子尺,实际上就是一个滑动变阻器,也就是上文中提到的电位器式直线位移传感器。电位式直线位移传感器是作为分压器使用,以相对电压来显示所测量位置的实际位置[8]。市面上常用的直线位移传感器种类尺寸很多,图7列出了几种规格。

图7 市面上常用规格的直线位移传感器
本设计中所应用的是一种自恢复式直线位移传感器。微型自恢复式直线位移传感器见图8。自恢复式直线位移传感器的传感器具备顶推杆的双向支持和复位弹簧,顶推杆顶部安装了M2.5的螺纹与不锈钢滚轮,顶推杆的螺纹配合螺母能够限制不锈钢滚轮的旋转方向,顶推杆位移速率最大可支持10m/s,两端均有缓冲行程。外壳表面阳极处理,防腐蚀;内置导电塑料测量单元,无温漂,寿命长;具有自动电气接地功能。密封等级为IP67,有直接出线和五芯插头插座输出两种选择,可以适用在大多数通用场合,特别适用于安装空间狭小的场合;顶推杆无需安装,无需对中。

图8 自恢复式直线位移传感器
最新的GB/T 25198—2010《压力容器封头》中明确规定,样板与封头内表面间的最大间隙:外凸不得大于1.25%Di;内凹不得大于0.625%Di。按照最小的椭圆形封头的公称直径来计算:外凸程度检验能够识别的最小偏差是300mm的1.25%应该是3.75mm;内凹程度检验能够识别的最小偏差是300mm的0.625%应该是1.875mm。因此,对于自恢复式直线位移传感器的精度至少应该满足能够识别0.01mm[9]。
检测数据由直线位移传感器采集之后,必须通过显示终端显示出数据,以便检验人员更加直观地判断检测数据的合格与否。考虑到成本的控制,本检验仪器可以优先考虑成本低廉的数字显示仪表作为检验仪器的显示终端。数字显示仪表见图9。在该检验仪器的后期的设备改进过程中,我们可以选取更加智能的控制面板,附带数据的自动判断与自动记录的功能。
各种部件选型完成之后,就可以进行椭圆形封头椭圆度检测仪的组装。目前的检测仪保守的采用了手动控制,在将来依然具备由电动机完成仪器各种动作的提升空间。

图9 数字显示仪表
检验仪器的最终成型与应用的示意效果图,如图10所示的。具体在使用过程中,首先依照待检验椭圆形封头的设计参数,分别调整好传感器滚轮顶点P点至横向滑块上轴心B点、滚轮顶点P点至纵向滑块上轴心A点的距离并固定。调整三点之间的距离时,需要将PB、PA分别延长一段“误差”距离,例如延长5mm,那么这时能够检出的误差数据就是在±5mm之间。然后将传感器滚轮端压入5mm后置零显示终端,松开传感器后,当前数显表读数为“5.00”。滑动纵向滑块至轨道最低点(此时的规尺应该处于水平状态),依照封头的直边高度选用适当尺寸的U形卡,使处于水平的规尺上的传感器顶点正好处于封头直边的环向焊缝位置,如果该位置的尺寸完全准确,那么显示终端就应该显示为“0.00”。缓慢推动滑块,使传感器的滑轮端紧密贴合封头内表面滑动整个轨迹。期间外凸内凹的程度都会在显示终端上体现。只要有超过规定偏差的封头,就可以判定为不合格产品。
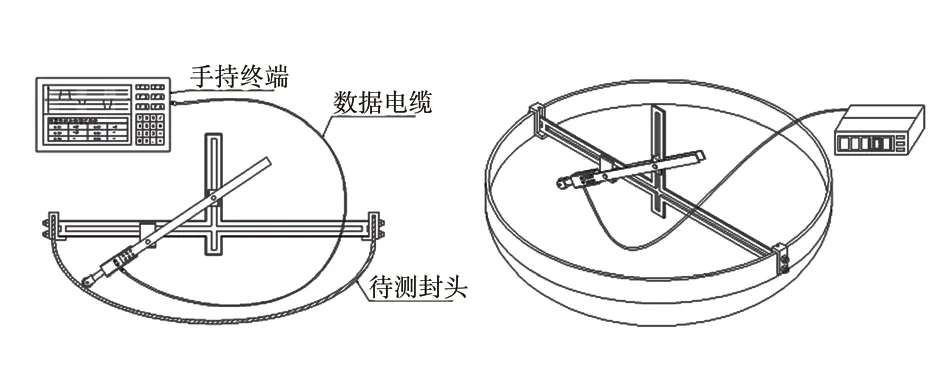
图10 实际检验仪器的应用效果图
截至上文,基于椭圆规的压力容器椭圆形封头检验仪器的总体设计、构架设计、组件选型、组件组装以及仪器操作使用已经全部完成。该检验仪器在理论上完成椭圆形封头内表面椭圆度的检验检测,能够实现本设计的设计初衷。
5 总结
基于椭圆规的压力容器椭圆形封头检验仪器拥有较高的灵敏度传感器,能够实现椭圆度微小变化量的准确采集,对保证椭圆形封头检验质量有着重要的意义,同时也能够大幅度提高椭圆形封头的检验效率[10],为企业以及检验机构节省了大量的人力物力,符合设计创新的目的。本设计目前的自动化与智能化程度还是处于比较低的水平,对于后续产品的开发应用预留了很大的空间,伴随着检验检测技术的不断发展进步,本仪器还会继续更新换代,应用最新的检测技术,提高工作效率。
[1] 强天鹏. 压力容器检验[M]. 北京:新华出版社,2008:35-37.
[2] JB/T 4737—1995 椭圆形封头[S].
[3] JB/T T4746—2002 钢制压力容器用封头[S].
[4] GB/T 25198—2010 压力容器封头[S].
[5] 闵锐. 曲柄滑块机构实现椭圆轨迹的优化设计[J].甘肃冶金,2010,32(10):156-157.
[6] 何青洋. 椭圆规机构的设计制作[D]. 南阳:理工学院,2011:3.
[7] 李雪宝,许骏,宋腾飞,等. 基于数字位移传感器的位移测量系统[J]. 现代电子技术,2010,05:95-97.
[9] 葛新,侯学军. 椭圆封头曲率检测样板的制作与使用[J]. 中国特种设备安全,2011,27(07):23-24.
[10] 张光,陈罡,王伯. 对椭圆形封头设计与制造的看法[J]. 中国特种设备安全,2011,27(11):39-40.
Elliptical Head Detector for Pressure Vessel Based on Ellipsograph
Zhang Yun Li Peizhong Feng Mingguang Zhao Xicheng
(Yantai Special Equipment Inspection Institute Yantai 265508)
On the basis of the ellipsograph, the design and implementation of a kind of portable elliptical head detector for pressure vessel was discussed in detail. The design was based on streamlined ellipsograph with sliding blocks as a mechanical movement restriction. A highly sensitive new digital type linear displacement sensor was used as the detector’s sampling head, with this design, the detector could find and record the flaw degree on the inner surface of the elliptical head, and the flaw also could be send to handheld devices.
Pressure vessel Elliptical head Ellipsograph Detector
X924.2
B
1673-257X(2015)12-0021-05
10.3969/j.issn.1673-257X.2015.12.004
张(1986~),男,硕士,检验员,中级工程师,从事压力容器、气瓶的检验检测工作。
2015-07-02)
