一种基于激光跟踪仪的地理坐标系建立方法
2015-11-24冯祝雷丁海东
□ 冯祝雷 □ 李 明 □ 丁海东
上海大学 上海市智能制造及机器人重点实验室 上海 200072
一种基于激光跟踪仪的地理坐标系建立方法
□ 冯祝雷 □ 李 明 □ 丁海东
上海大学 上海市智能制造及机器人重点实验室 上海 200072
地理坐标系是用于确定物体在地球上位置的坐标系,广泛应用于工业数字测量领域。随着工业生产向高精度、极端化发展,工业测量系统必须满足大范围、快速、动态跟踪、高精度等要求。在工业测量中,一些高精度的测量仪器如激光跟踪仪的使用越来越广泛,但是,这些工业测量用高精度测量仪器并不具备建立地理坐标系的能力,这给高精度测量仪器在工业测量中的大范围使用增加了困难。针对工业测量用高精度测量仪器并不具备得到经纬度方向能力的缺点,提出一种激光跟踪仪建立地理坐标系的方法。
地理坐标系 激光跟踪仪 工业测量
工业测量是指工业制造和设备安装工程中对部件和产品形体进行精密的三维坐标测量,实时测定出被观测对象的位置、形状、运行轨迹和变形参数等三维数据[1]。工业测量是现代工业生产不可缺少的重要生产环节之一[2]。
在工业测量中,坐标系的建立是测量最基本的前提条件。空间坐标系主要分为地理坐标系、空间直角坐标系、投影坐标系[3],其中,地理坐标系也称为真实世界的坐标系,是用于确定物体在地球上位置的坐标系,广泛应用于工业数字测量领域。地理坐标系的建立方法有很多,包括3-2-1方法、一面两销方法、空间最佳拟合方法等。这些方法虽然可以建立地理坐标系,但是都必须以直接或间接的点、线、面这些基本要素为基础,方能得到这些基本要素的经纬度方向及坐标原点,但是大多用于工业测量中的高精度测量仪器,并不具备得到经纬度方向的能力[4]。随着工业生产向高精度、极端化发展,工业测量系统必须满足大范围、快速、动态跟踪、高精度等要求。激光跟踪仪因其快速、动态、高精度等特点,在精密工业测量领域的应用越来越广泛,但是激光跟踪仪并不能直接建立地理坐标系。
笔者在对上述地理坐标系的建立方法进行系统研究的基础上,提出一种基于激光跟踪仪的地理坐标系构建方法。通过结合使用激光跟踪仪和经纬仪,快速高精度地建立地理坐标系,满足高精度工业测量需求。
1 激光跟踪仪
激光跟踪仪是一种工业测量仪器,它最突出的特点是快速、动态、高精度,因此已被广泛应用于航空航天、机械制造、造船、汽车、新能源等大尺寸的精密工业测量领域。激光跟踪仪结构[5]由跟踪头、目标反射镜、控制箱和测量软件等组成,跟踪仪内部有一套激光干涉仪、两套角度编码器、电机以及光电接收器件等,其系统结构如图1所示。

▲图1 激光跟踪仪的系统结构
激光跟踪测量系统的基本工作原理[6]:由激光干涉仪发射出的测量光束,经过分光镜到达跟踪转镜之后,由跟踪转镜反射到目标镜中心,由目标镜中心入射的光线按原光路返回,到达分光镜后,一部分激光束被反射到光电位置检测器,另一部分光束进入干涉系统与参考光束汇合从而进行位移测量。进入光电检测器的光束用于实现对目标镜的跟踪,平衡状态时位置检测器输出信号为零,此时控制系统并没有信号输出;当目标靶镜开始运动时,返回光束发生平移,在位置检测器上产生偏差信号。该信号输入到跟踪控制系统,驱动电机带动转镜围绕反射基点旋转,从而改变进入目标靶镜的光束方向,使偏差信号减小,实现对目标靶镜的跟踪。
2 地理坐标系
地理坐标系是使用三维球面来定义地球表面位置,以实现通过经纬度对地球表面点位引用的坐标系。如图2所示,将地球抽象成一个规则的逼近原始自然
地球表面的椭球体,称为参考椭球体。参考椭球面上水平线为等纬度线,参考椭球面上垂直线是等经度线,地面沿法线到参考椭球面的距离为大地高[7]。
最常用的地理坐标系为经纬度坐标系:以地球的经度和纬度为坐标轴,经度为东西方向,为X轴;纬度为南北方向,为Y轴。地理坐标系包含6个基本要素,可由经纬度及右手坐标系原则确定的法矢方向为3个坐标轴,这样确定了坐标系的方向,可满足角度测量的任务。根据五四坐标系原则,用GPS等相关设备确定坐标原点,可满足距离测量。

▲图2 地理坐标系
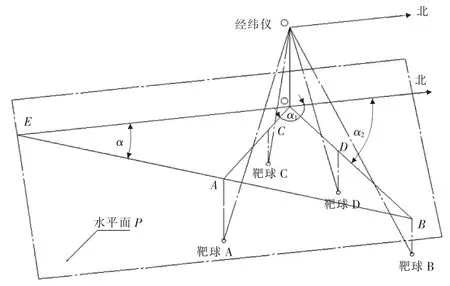
▲图3 一种激光跟踪仪建立地理坐标系示意图
3 地理坐标系建立方案
地理坐标系包含6个基本要素,可由经纬度及右手坐标系原则确定的法矢方向为3个坐标轴,这样确定了坐标系的方向,可满足角度测量的任务。如需测量距离,则需确定具体的坐标系位置,即需要得到确定的坐标原点,因为跟踪仪是一个测量几何量的仪器,本身与地理坐标系没有任何关系。因此建立地理坐标系,需要借助于水平仪和经纬仪等相关设备,借助五四坐标系原则,用GPS来确定坐标原点。
笔者建立的地理坐标系,以经度为X轴,以纬度为Y轴,以基准水平面的法线方向为Z轴。通过对地理坐标系的建立进行系统研究,以X、Y轴分别表示经度和纬度,则需要建立基准水平面,基准水平面为参考椭球面在测量点的切平面,其次需要在测量空间内获取南北与东西方向。经纬仪可用于测量角度,激光跟踪仪可用于测量距离,笔者以经纬仪和激光跟踪仪为测量仪器,建立地理坐标系。激光跟踪仪自带水平仪,可确定竖直方向即Z轴,北向通过经纬仪来实现。经纬仪通过4个靶球把北向引入到跟踪仪内,如图3所示。具体步骤如下。
(1)调节经纬仪的水平方向和竖直方向,找到正北方向,并将经纬仪置零。
(2)调节激光跟踪仪,通过其自带的水平仪,使其找正水平面。通过激光跟踪仪软件,可得到此时激光跟踪仪所在水平面及其相对于地心的法矢方向,即激光跟踪仪所在点与地心连线方向。找正后得到的水平面作为基准水平面P。
(3)在经纬仪所在空间任意布置2个激光跟踪仪的靶球A和靶球B,并分别在靶球A、B与经纬仪原点所在大致方向放置两个靶球C和D,对靶球C和D的具体位置没有严格要求。
(4)调节经纬仪,对准靶球A的中心,测量其对应的水平角α1。固定此时水平角,转动经纬仪的竖直角到一定位置。移动靶球C及微调经纬仪竖直角,使经纬仪对准靶球C的中心,以确保靶球A和C投影到水平面后处于同一直线上。
(5)调节经纬仪,对准靶球B的中心,测量其对应的水平角α2。固定此时水平角,转动经纬仪的竖直角到一定位置。移动靶球D及微调经纬仪的竖直角,使经纬仪对准靶球D的中心,以确保靶球B和D投影到水平面P后处于同一直线上。
(6)运用激光跟踪仪,测量4个靶球A、B、C和D,并将其投影到水平面P内,得到4个投影点A、B、C和D的坐标值,投影后得到的4个点的水平角与对应的4个靶球的水平角没有发生变化:通过跟踪仪软件计算出点A、C连线和点B、D连线在水平面P内的交点O′,O′与A、B构成三角形,若以AB为X轴建立坐标系,需求出AB与正北方向夹角:AB连线与正北方向交于点E,AB连线与正北方向夹角为α角;为求出α角,由激光跟踪仪软件计算得到△ABO′内AB、AO′、BO′的长度,∠AO′B=α1-α2。
在△ABO′内,由余弦定理得:


(7)通过激光跟踪仪软件建立地理坐标系,以水平仪所得的法矢方向为Z轴,AB所在直线为X轴,原点可按实际需要,根据GPS等相关设备提供的坐标点确定,建立完成后得到坐标系T0。将所建坐标系T0绕Z轴旋转-α角,即可得最后需要的地理坐标系T。转换方程如下所示:

转换矩阵R计算方式为:

建立地理坐标系的步骤流程如图4所示。

▲图4 建立地理坐标系的步骤流程图
4 结论
坐标系的建立是测量最基本的前提条件,地理坐标系的应用尤为广泛。笔者系统地研究了地理坐标系的建立方法,针对激光跟踪仪不具备直接建立地理坐标系的能力,提出了一种直接用于激光跟踪仪测量的地理坐标系建立方法。对于激光跟踪仪的工业测量普及具有实用价值。该方法结构相对简单,计算容易,精确度高;对于靶球的安放没有严格要求,可根据现场实际情况来确定安放的具体位置,降低了操作的难度;对于其它不具备地理坐标系建立功能的测量仪器有一定借鉴作用。
[1]朱振宇,江国焰,王永明.工业测量系统自由坐标系建立方法研究[J].矿山测量,2009(5):63-66.
[2]冯文灏.工业测量[M].武汉:武汉大学出版社,2004.
[3]韩晨,程军,杨秀英.地理坐标系浅析[J].价值工程,2012(32):318-320.
[4]黄文鑫,李明,姜良银,等.物体空间位置的实时测量方法研究[J].机械传动,2011,35(8):20-24.
[5]张振友,李明,田应仲.物体空间姿态的实时测量方法研究[J].机械设计与研究,2008,24(5):83-87.
[6]张靓,李明,郁菁菁,等.物体空间动态测量方法的研究[J].机械制造,2007,45(12):54-56.
[7]郝向春,孔欣,常峥,等.浅谈地理坐标系与投影坐标系在林业调查中的应用 [J].内蒙古林业调查设计,2014(4):40-41.
(编辑 小 前)
攀钢成功试制980 MPa级冷轧双相钢
攀钢集团公司西昌钢钒有限公司冷轧厂酸轧机组近日顺利完成980 MPa级双相钢试轧,并成功轧制出厚度1.8 mm冷硬卷,合格率达到100%。据了解,此举将为攀钢加快结构调整和产品升级提供有力支撑。
980 MPa级冷轧双相钢是汽车用先进超高强度钢板之一,是汽车实现轻量化的材料首选。目前,我国可批量、稳定生产这一钢种的企业屈指可数。相关研究数据显示,国外高强度钢车身应用比例正在逐年增加,目前整体水平超过50%。我国汽车行业计划用3~5年时间,将强度钢车身应用比例从目前的约20%提高到40%以上。
攀钢此次试轧的980 MPa级冷轧双相钢质量要求高,轧制工艺窗口较窄。由于原料卷本身硬度较高,达到酸轧机组产品的设计极限能力,生产难度较大。为确保该产品轧制成功,攀钢西昌钢钒公司严格按照产品大纲要求,优化酸轧机组入口开卷焊接、中部酸洗和轧机轧制等系统工艺,并对激光焊机、酸洗速度、拉矫机延伸率、卷取张力、轧制规程等进行了技术攻关,对相关技术参数进行重新匹配和调整修正,要求生产管理人员和岗位操作人员严格按照规程进行操作,保证轧制过程稳定受控。在生产过程中,攀钢钒钛钢研究所汽车板研发团队的专家进行了跟踪指导,提出优化方案,成功完成轧制。
(孟祥林 高 飞 苏 琳)
TH744
A
1000-4998(2015)10-0059-03
2015年4月
